







Top-loading furnaces, commonly referred to as pit furnaces, have played a major role in the heating treating landscape for the last century or longer. They also perform the widest range of thermal processes compared to other heat-treating furnace designs and configurations. The following overview presents the various processes and reasons why a pit-type furnace would be selected over other designs.
Most commercial and captive heat-treaters use or have used a pit-type furnace for one or more of these applications: tempering, aluminum-solution treating, nitriding, steam treating, annealing, hardening, carburizing, and vacuum heat-treating. Pit furnaces can provide the user with temperature ranges from 250° F to 2,200° F. They can be designed as either gas-fired and electrically heated for most of these applications. They are fitted with retorts for several applications, can cool products in place, and provide the best design for long parts or heavy loads than typically supported with an overhead loading device. They also use the least amount of valuable floor space, which is a key consideration today.
Pit furnaces
Pit furnaces have been used for tempering (250° F to 1,400° F) and aluminum heat treating (250° F to 1,100° F) for many years due to the easy loading and unloading of parts, which is done by lifting the lid away and hooking the parts out of the furnace. Parts are often forced-air cooled or quenched in water as is the case for aluminum castings.
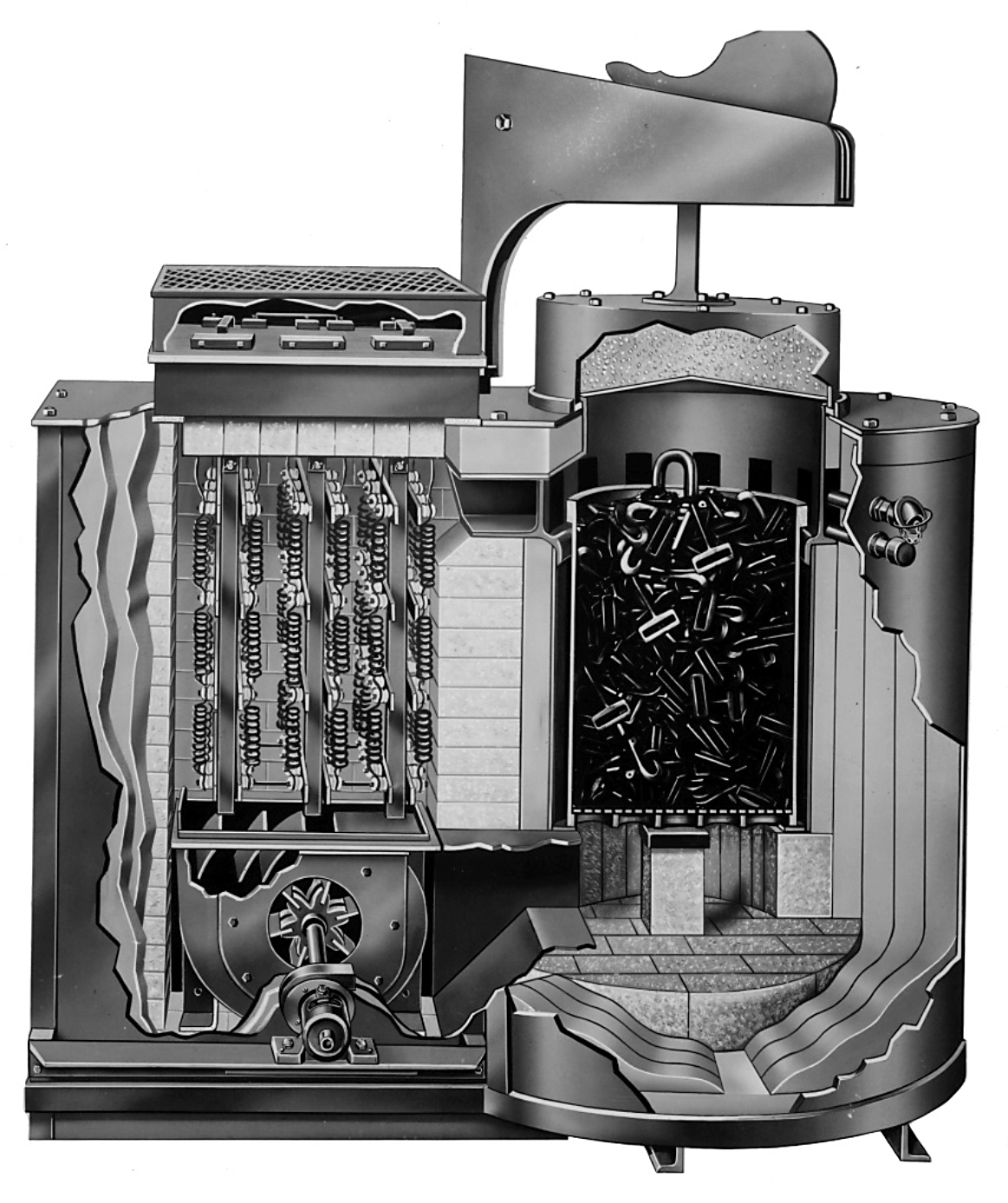

The cutaway view in Figure 1 illustrates the use of convection heating by a fan and the tunnel effect of the air flow and cylindrical heating chamber. The round heating chamber provides the best natural temperature uniformity and is preferred for densely loaded parts. There are other variations of this method with the elements surrounding the workspace and the fan position on the bottom of the furnace. Again, the pit furnace can be used for long parts where they would be hung from a center-post fixture. Heavy loads are another feature of the pit-temper furnace, since the base of the furnace is solid, and the brickwork can support heavy loads up to 50,000 pounds or more in some cases.
Steam treating
Steam treating (600° F to 1,100° F) is a process used for powered metal parts that require a thin protective or decorative coating such as gun barrels or twist drills. A pit-type furnace designed for steam treating uses an inner liner or retort to contain the steam atmosphere while it is being circulated throughout the load.
These furnaces (Figure 2) are almost always electrically heated and are provided with cooling fans to reduce the part temperature prior to removal. The steam pit furnace uses its lid or cover and a simple sealing device for this application.

In recent years, the steam furnace has been widely used as a clean tempering furnace where only nitrogen gas has been used to purge and keep oxygen out of the chamber for the entire cycle. Cooling fans are also used since the parts are contained inside the retort with nitrogen, and the cooling is accomplished on the outside of the retort by ambient air.
Controlling the temperature and inert gases if used in the above pit type are quite easy with common indicating and controlling instruments, recording devices, and flowmeters. The following pit-type furnaces typically use a variety of atmospheres and one or more devices to control not only temperature but other functions such as time, gas flow, purge, safety, cooling rates, etc.
Gas nitriding
Gas nitriding (700° F to 1,100° F) is the most popular heat-treating process in today’s heat-treating market. This process provides a thin coating on the steel parts used for high wear or corrosion in the gear market. The lower temperature of about 1,000° F has a very low distortion level on the part compared to gas carburizing in atmosphere with oil or vacuum carburizing with 20 bar quenching where straightening is often required or press quenching is needed.

The nitriding process is done in a retort where ammonia-based gases are used, depending on single or two-stage nitriding. The pit furnace, again, is widely used for long shafts or dense loads. Since the nitriding cycle time can be up to 50-plus hours long, the pit furnace again is often the best choice base on floor space and the use of multiple units. (Figure 3).
Hardening and Annealing
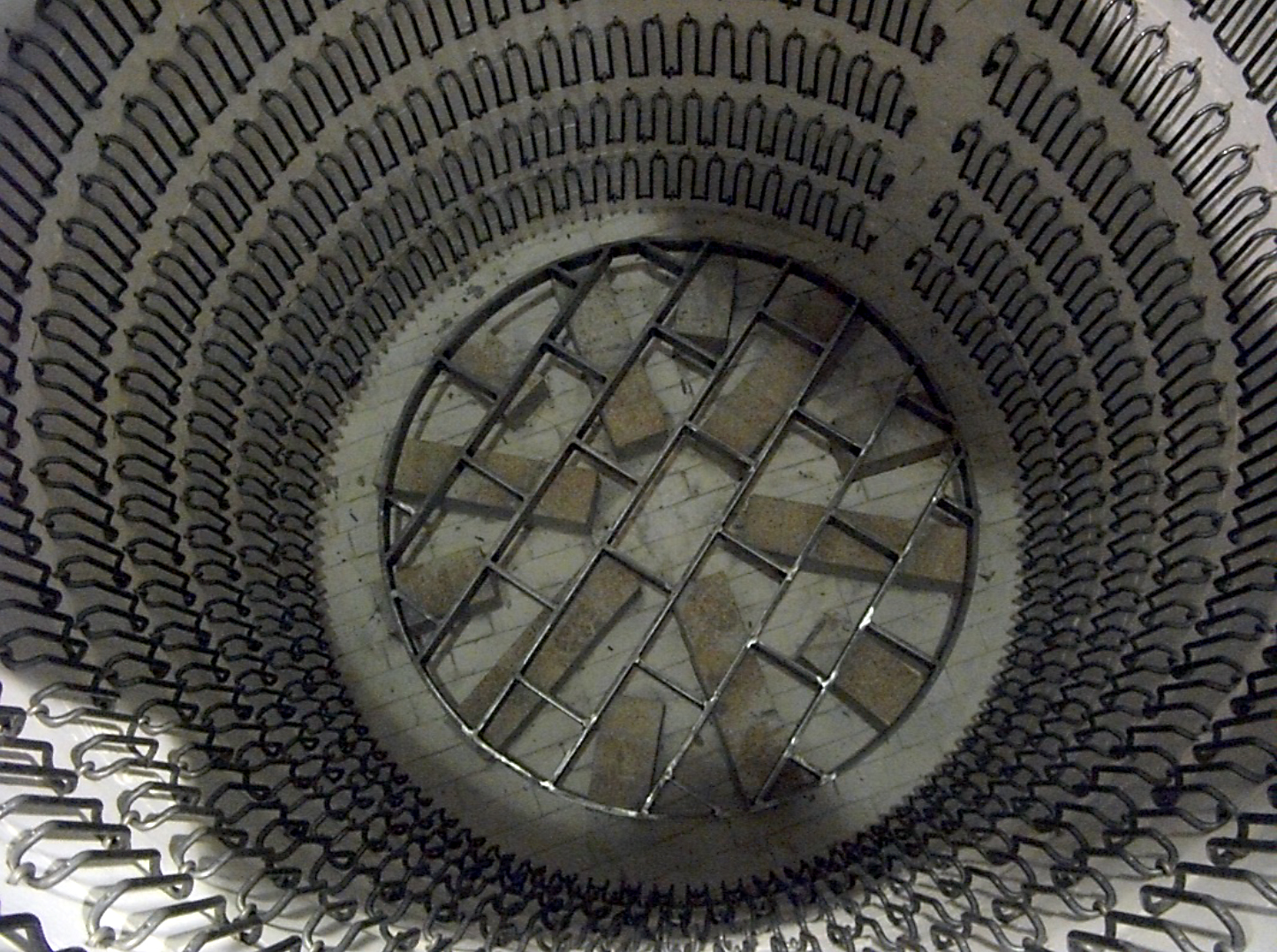
The hardening (1,500° F to 2,000° F) and annealing (1,300° F to 1,800° F) processes are typically performed in radiant-heat-type furnaces where the heating method is no longer convection. The radiant heat is provided by gas-fired tubes or metallic-rod-type elements. A typical radiant heating element design (Figure 4) shows the furnace heating chamber with the wall-mounted element attached.
These furnaces typically require a protective atmosphere to keep the components free from scale or from de-carburizing when hardening. Both endothermic and nitrogen-methanol blends are used in this type of furnace. Often times, a top-mounted fan is used for better temperature uniformity or mixing of the protective atmospheres. The gas-tight shell and lid provides a perfect seal against any oxygen penetrating the heating chamber. Overhead lifting devices are commonly used to remove loads into a quench tank or companion washer and tempering furnace. Special fixtures, baskets, and center-post devices are common for large loads when hardening. The pit furnace offers a large work capacity for large, long, or heavy loads that other furnace types cannot.
Carburizing
The carburizing process (1,600° F to 1,800° F) in pit furnaces is widely used by companies in the power-transmission, movable-machinery, marine, mining, wind-power, and gear markets along with a few commercial heat-treaters. These companies typically have very large capacity units from 16 feet in diameter to 20 feet deep for loads up to 50,000 pounds which makes the pit furnace the only choice.
These furnaces are mostly electrically heated with fully automated temperature controls, carbon probes, ramp and cooling features, etc. Slightly smaller carburizing furnaces also are used since case depths can be up to 0.250 inches deep for carburizing followed by a slow cool required for some specifications prior to further hardening. The enclosed (Figure 5) shows a typical carburize load, special fixture, and stop-off paint prior to loading. These furnace cells typically have a companion re-heating or hardening furnace, oil quench tank, washer, and temper furnaces with an atmosphere generator. By using an overhead crane or gantry device, these cells can provide a very high output and require very little maintenance.

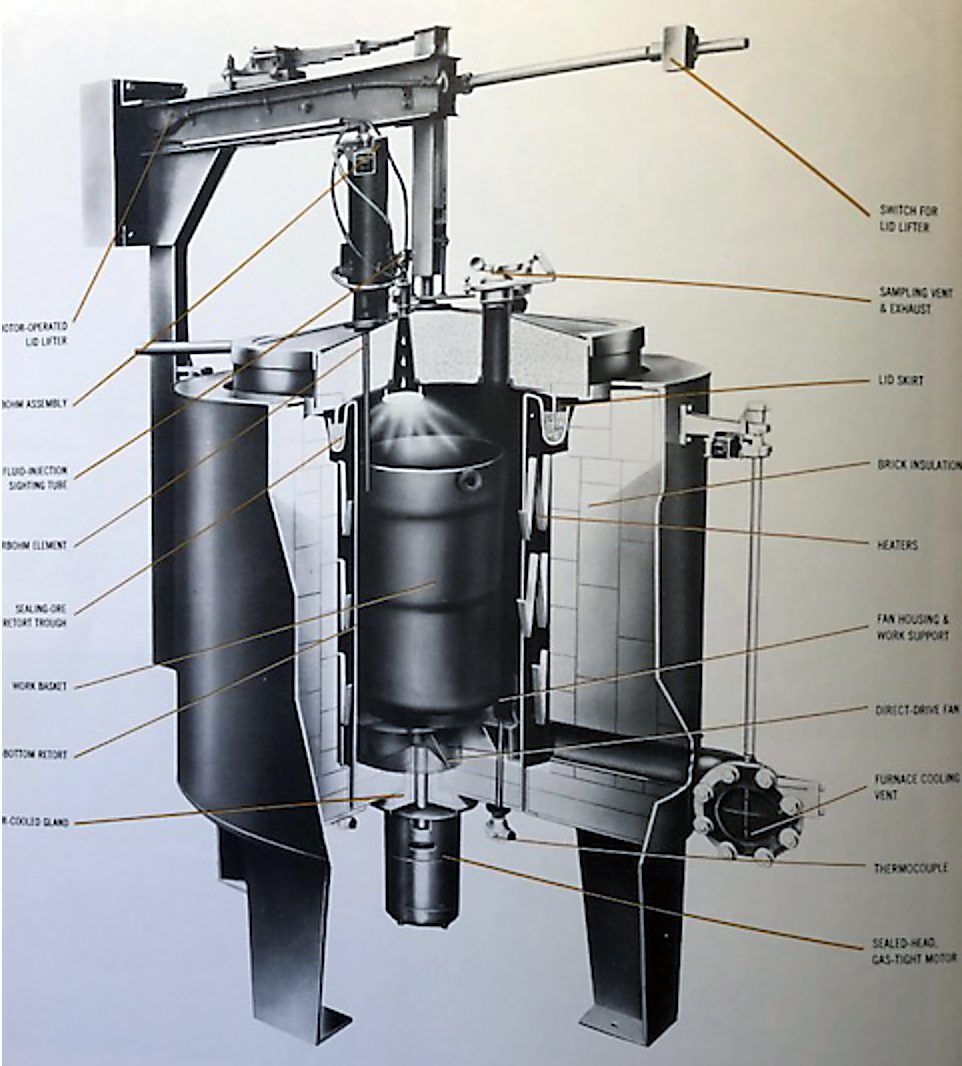
Another design for carburizing is the sealed retort pit furnace where smaller furnace diameters up to 50 inches and lengths to 72 inches deep are required. This design (Figure 6) has a retort built into the heating chamber and is surrounded by heating elements and a bottom mounted fan for atmosphere circulation. The lid design uses a sand seal for a gas-tight operation. This homocarb furnace also can be used for hardening and annealing applications.

Pit-type vacuum furnaces are used primarily for annealing or hardening (1,600° F to 2,200° F) of wound or dense loads of tool or specialty products such as saw blades are required. A typical top-loading vacuum furnace in Figure 7 shows a vacuum furnace for products or coils up to 48 inches in diameter and depths to 84 inches of coiled stock loaded in fixtures. The benefit of the vacuum furnace is to remove any oxygen that could cause scale on the nearly finished products and the best temperature uniformity at the same time.
Summary
To summarize, pit furnaces provide a wide range of thermal processes for typically far less cost than other types of furnaces. They are favored when dense loads or a wide range of parts need to be processed. These furnaces also provide a smaller footprint than a batch or mechanized box-type furnace and require much less service time. Often times, they have the unique ability to provide more than just one thermal process. Lastly, pit furnaces are the only choice when very large, long, or heavy loads require heat-treating.




















 general practice for CQI-9 and AMS2750E")





