







Editor’s note » This is the first of a six-part series of articles that will deconstruct the requirements of AC7102. Each article will appear every other month through 2021.
Throughout my consulting work, questions regarding Nadcap heat-treat checklists are often presented. These questions range from interpretation to job audits to applicability. In this series, I will examine select Nadcap heat treat checklists as well as the top-10 NCRs, according to PRI.
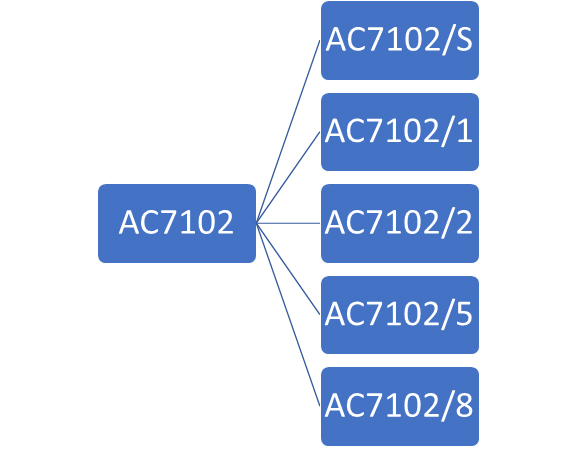
AC7102 is the baseline checklist in the heat-treat commodity. Suppliers obtaining Nadcap accreditation in heat treat must include this checklist regardless of the heat-treat process being performed. Additional checklists are added depending on what thermal processes a supplier wishes or is required to include in their scope. In this article series, we will address the following checklists seen in Figure 1.
AC7102 – Format
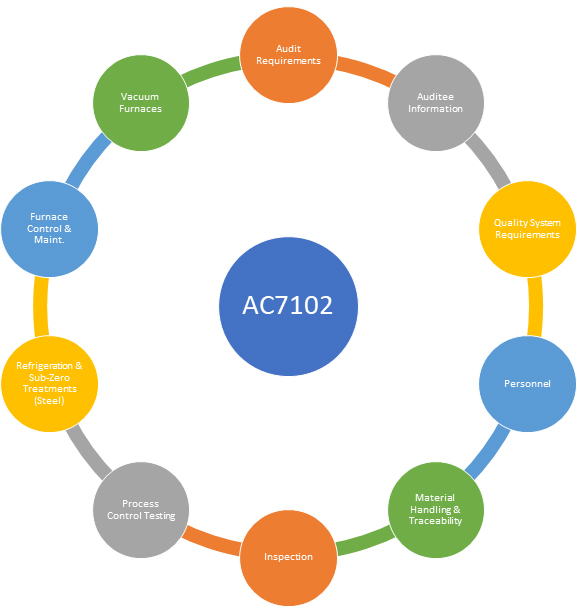
The format of AC7102 can be split into 10 main sections (less the job audits), which may make it easier to identify and account for requirements. We will address select items from select categories. It is important to note that questions that have a (UXY) designation next to them must be answered by all suppliers, regardless if that specific UXY designation is applicable. (See Figure 2)
Section 1 – Audit Requirements
Section one begins by addressing the self-audit (aka internal audit) that suppliers must complete prior to the Nadcap audit. This section references OP1105 (Nadcap Operating Procedure), which can be found on the eaudit.net website within the documents section. It is important to understand and read Nadcap operating procedures as they will apply to all suppliers seeking accreditation or who already have accreditation. The self-audit must include the Nadcap checklists, which apply to the suppliers prospective or current scope of accreditation as stated in question 1.1.1 (& 3.5.2). In fact, para 3.5.2, which is essentially a repeat of 1.1.1, is No. 10 on the list of the top 10-findings for AC7102.
Section one also requires that, during the self-audit, the supplier identify procedure and paragraph number for each checklist question that requires it. An example of this would be question 3.6.4: “Are there procedures that address the use and placement of load thermocouples when required by specification or customer requirements?” You will notice this paragraph is referencing the word “procedure,” which should be an indication that a procedure and paragraph must be referenced. Another indication may be when a question uses the phrase “do documents exists.”
The self-audit is the best check and balance for suppliers, making it important to have good procedures and practices in place regarding the self-audit. When I perform internal audits for suppliers, I typically identify the procedure, revision of the procedure, and paragraph for each question, regardless if certain phrases are used. This can account for several things: 1) if there is a question during the Nadcap audit, you can reference what is written and 2) if a certain topic is not applicable, your procedures will prohibit the topic within internal procedures instead of leaving it open ended. An example of this would be question 5.4, titanium cleaning. Let us assume titanium is not in the scope of your audit, and you choose to just mark N.A. without identifying in your procedures that titanium is not processed. This has the potential to cause a leak in the contract review process if titanium work is quoted.
Questions 1.1.1.1 through 1.1.4
The next section is questions 1.1.1.1 through 1.1.4. These questions are within the top 5 findings and due to this, we will address these questions.
Questions 1.1.1.1: “Did the auditee perform a self-audit as above, including all applicable job audits?”
This happens to be No. 3 on the top-10 findings. The self-audit must be completed in full, as it applies, with all job-audit. Let us assume AC7102, AC7102/8, and AC7102/2 are part of your scope of accreditation. AC7102/2 is for aluminum heat treating and lists 2-job audits at the end of the checklist. The question will be asked: Do I need to fill our all 10-job audits on AC7102 (baseline checklist) including the 2-job audits in AC7102/2? Or can I substitute the 2-job audits in AC7102/2 and subtract those two job audits from the main checklist AC7102 and only perform 8-job audits within AC7102? This is a common question regardless of the addition checklist accompanying AC7102. The answer to this question is: If you have an additional checklist aside from AC7102 baseline that has job audits, those job audits may be subtracted from the 10-total required within AC7102.
Question 1.1.2: “Were all of the non-conformances identified by the auditee’s self-audit addressed by their corrective action system prior to this Nadcap audit?”
This question would apply if a supplier marked “NO” to any checklist questions, including additional slash checklists. Heat-treat auditor advisory HT-16-003 was issued in 2016 addressing how this should be done.
Question 1.1.3: “Did the auditee provide the following documents to the auditor 30 days prior to the audit?”
This question relates to what must be submitted to the auditor/eaudit.net 30-days prior to the audit. This question is No. 2 on the top-10 findings. The question lists six categories: 1) list of equipment, 2) list of purchases and services, 3) list of prime customers and specifications, 4) list of heat-treat specifications, 5) copy of general internal procedures applicable to heat treat, and 6) a copy of the organization chart. I would recommend suppliers make a template that lists these items and have the list verified by quality to ensure all items requested are captured in the document submitted to PRI.
Quality System Requirements
The portion of this section that should get the most attention is question 3.4.1.
Question 3.4.1: “Are all corrective actions from the previous Nadcap audit still implemented?”
It is vital that suppliers verify their previous corrective actions during the self-audit. If a Nadcap auditor establishes that previous corrective actions are not implemented and/or not maintained, the supplier will receive two major findings: 1) against the supplier’s quality system and 2) against the original finding. Receiving a non-sustaining finding will also affect a supplier’s merit status.
Question 3.9.2 “Are consumable goods, such as process atmospheres, quenchants, salts, thermocouples, and materials for test samples, ordered and accepted according to an in-house document or to a specific standard?”
This can be linked directly to question 4.1.1. Suppliers must have documented procedures addressing how consumables are received, inspected, and released. Thermocouples are the easiest example of this. If a shipping clerk is performing the review of the thermocouple certification, there should be evidence of training, as required in question 4.1.1.
Personnel
There are two questions in this section that I see may be lacking at times: question 4.1.1 and question 4.2.2.
Question 4.1.1: “Are there training procedures that assure personnel performing contract review, job planning, heat treating, and associated quality and test functions are competent to perform assigned tasks?”
Within this question, there are five items that need to be accounted for. The mistake often made is the assumption that this question applies only to the furnace operators themselves, when, in fact, it applies to the five categories listed.
Question number 4.2.2: “Do records indicate that the evaluations are performed at documented frequencies and the results reviewed with employees in a program of continuous improvement of personnel?”
The part of the question that can be missed at times is the end “…continuous improvement of personnel.” Procedures should state and describe how this is accomplished.
Process Control Testing
This section can be misinterpreted or not understood in general at times. It is actually very simple: Account for any process control testing that is performed (not including pyrometry), document the testing requirement, frequency, and in necessary results. This acts as a tracking tool. Another name for this may be a process control matrix or a control plan. Those with a background in quality or quality engineering may recognize the term “process control plan.” I have also seen this information assembled into a spreadsheet that would be something of a specification listing that includes testing and frequencies.
During the Nadcap audit, the auditor will look to get four tests documented. This could range from mechanical testing, hardness, and furnace burn-outs to titanium (Alpha Case) testing. This portion of the checklist must also be completed by your staff during the internal audit.

Furnace Control and Maintenance
Question 9.1.2.1: “Does the internal procedure specify the method for determining heat-up rate, start of soaking time, end of soaking time, and cooling rate?”
This is No. 6 on the top-10 findings. Let’s look at each requirement separately. Determining heat-up rate may either be customer flow down or by a default requirement within the internal procedures, such as “unless otherwise specified, ramp rate shall be 25-45°F per minute.” Start and end of soak are critical. This may come from an applicable AMS/SAE specification and/or customer requirements. Suppliers must define how to determine start and end of soak. An example of this may state “start of soak shall be when all furnace and load thermocouples have reached the soak temperature including the minimum tolerance.” The actual definition of both the start and end of soak will depend on requirements flowed down from your customer.
Vacuum Furnaces
This section has one question that is on the top-10 list.
Question 11.2.1.2: “Calibration of vacuum instruments, flowmeters, dew point meter(s), and the related master gauges as appropriate.”
In my experience, the common deficiency lies with the vacuum-calibration portion of this question. Since the revision of AMS2769, vacuum calibrations have become more controlled. If GE’s P10TF3 applies to your operations, it changes even more still. Vacuum calibrations should be in accordance with the specifications flowed down to your operations to ensure conformance.
Job Audits
The job audit section is not included in the 10-main sections I discussed earlier, although it is critical to understand and complete during the internal audit.
The job audit section has a total of 1 job audit, 8 short jobs, and 2 long jobs. Simply put, short jobs consist of a single temperature/treatment (i.e. anneal, age, etc.), while long jobs consist of a 2-stage process (i.e. solution-age, austenitize-harden, etc.). Additionally, it is expected that suppliers (and auditors) attempt to include all materials processed within the job audits.
A challenge I have seen is when suppliers perform more focused thermal processing. For example, a captive heat treater may only heat treat titanium, which would consist of only short jobs with no long jobs to offer. This would be something that should be discussed with the staff engineer prior to the internal audit to ensure compliance. It is also important to mention jobs that are deemed EC, or export controlled. Throughout the job-audit section, there is a nomenclature (EC). This signifies that, if the job you are documenting is export controlled, no information should be placed in those fields, only “EC.” This is watched closely by PRI, so be careful when documenting job audits where export control applies.
Summary
Understanding the Nadcap checklists is key when performing internal audits as well as general conformance. Each question should be examined closely as there may be more than one requirement within a single question. Our next topic will focus on AC7102/1.




















 general practice for CQI-9 and AMS2750E")





