







Today’s high-strength material users are increasingly obliged by everyday economic and competitive realities to seek alternatives to their current manufacturing processes. The reality that forgings can be used for more than simple parts — and forged at very large sizes and unique geometries — is slowly being realized. Companies who are looking for a better competitive advantage have started seeking the help of forging facilities with the metallurgical know-how to deliver improved products, processes, and especially costs.
Forgings target a lower total cost when compared to a casting or fabrication. When considering all the costs that are involved in a product’s life cycle from procurement to lead time to rework and then factoring in the costs of scrap, downtime, and further quality issues, the long-term benefits of forgings far outweigh the short-term cost savings that castings or fabrications might offer.

Due to computer-aided design, close customer collaboration, and creative forging techniques, advanced forging companies have been able to combine the advantages of open die forging with the near-net shape capability of closed die forging to tailor a forging process that optimizes time and cost savings. These hybrid open die, closed die designs allow for part flexibility and economic advantages for gearing innovation and are ideal for prototypes or low-volume production where the die block cost for impression die does not provide economic justification. The immediate availability of this tooling can also allow for a shortened production lead time, offering flexible order quantities and reduced lead time in situations where needed.
How it works
Instead of pushing 100 percent of the material’s surface area, hybrid forgers are able to use far less tonnage in a prescribed manner to move material more efficiently. This is due to the tooling and mechanics of the process. For impression die (or closed die), a forging company must manipulate 100 percent of the workpiece at the same time. So it comes down to pounds per square inch, which is why this hybrid process makes it possible to make larger, more complex parts on an open die press. It’s also a more efficient use of tooling and investment dollars; the tool design can be changed quicker and more effectively than closed die impression blocks or casting molds.
Hybrid gear case study
For example, a typical bull gear is manufactured in three parts: a rim, a hub, and a plate welded together. Fabricating a gear from multiple parts increases the risk for error and requires continual sourcing management. Added processing for welding of the fabrication proves to be costly and time-consuming. Not only is coordinating the manufacturing and shipment of all three components tedious, but someone also has to manage the requirement flow-down and payment schedule from different vendors. From a product standpoint, cracking in the weld layer is common, causing failures in the field that require extensive weld repair and re-inspection.

Fortunately, this product can be manufactured as a single-piece hybrid forging, improving properties and eliminating non-value-added steps. The strength and structural integrity of the forged material meets demanding application requirements, resulting in less rework, fewer rejections, and increased part life. The elimination of welding shortens part-production process time, and the component is better able to withstand the rigors of field use. The ultimate benefit, however, is that the component can be turned around faster and machine-finished for immediate production response. A single-piece forging is much less prone to error and setback due to the removal of steps, such as managing multiple suppliers and welding.
Hybrid forging compared to castings and fabrications
When compared to alternative metalworking processes, forging delivers significant economic, manufacturing, and quality advantages such as directional strength, structural strength, and impact strength.
Directional Strength
By mechanically deforming the heated metal under tightly controlled conditions, forging produces predictable and uniform grain size and flow characteristics. Forging stock is also typically pre-worked to refine the dendritic structure of the ingot and remove porosity. These qualities translate into superior metallurgical and mechanical qualities and deliver increased directional toughness in the final part.
Structural Strength
Forging also provides a degree of structural integrity that is unmatched by other metalworking processes. Forging eliminates internal voids and gas pockets that can weaken metal parts. By dispersing segregation of alloys or non-metallics, forging provides superior chemical uniformity. (See Figure 1 and Figure 2.)


Impact Strength
Parts can also be forged to meet virtually any stress, load, or impact requirement. Proper orientation of grain flow assures maximum impact strength and fatigue resistance. The high-strength properties of the forging process can be used to reduce sectional thickness and overall weight without compromising final part integrity.
Grain Flow
Forging also provides means for aligning the grain flow to best obtain desired directional strengths. It is well-known that bridges are prone to cracking and fatigue problems. Therefore, it is helpful to understand how proper orientation of grain flow can ensure maximum fatigue resistance.
In open die forging, the metal — once subjected to the compressive stress — will flow in any unconstrained direction. The expanding metal will stretch the existing grains and, if the temperature is within the forging temperature region, will recrystallize and form new strain-free grains. This results in even better resistance to fatigue and stress corrosion than a forging that does not contour the component.
This predictable structural integrity inherent to the forging process reduces part inspection requirements, simplifies heat treating and machining, and ensures optimum part performance under field-load conditions. The high-strength properties of the forging process can be used to reduce sectional thickness and overall weight without compromising final part integrity.
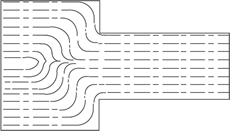
Forged Grain Flow
Forgings to near-net shape offer contoured grain flow, yielding greater impact and directional strength. Grain flow is oriented to improve ductility and toughness and increase fatigue resistance. (See Figure 3.)
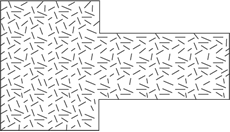
Cast Grain Flow
Castings typically do not have a grain structure, which is not desirable for critical, load-bearing components. (See Figure 4.)
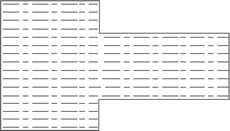
Machined Grain Flow
Machined parts have a unidirectional grain flow that has been cut when changing contour, exposing grain ends. This renders the material more liable to fatigue and more sensitive to stress corrosion cracking. (See Figure 5.)
Additional benefits
Forging can also measurably reduce material costs, as it requires less starting stock to produce many part shapes. Therefore, less machining is needed to finish the part with the added benefits of shorter lead time and reduced wear and tear on equipment. Virtually all open die forgings are custom-made one at a time, providing the option to purchase one, a dozen, or hundreds of parts as needed. In addition, the high costs and long lead times associated with casting molds or closed die tooling and setups are eliminated.
Furthermore, by providing weld-free parts produced with cleaner, forging-quality material and yielding improved structural integrity, forging can virtually eliminate rejections (as opposed to fabrications). Using the forging process, the same part can be produced from many different sizes of starting ingots or billets, allowing for a wider variety of inventoried grades. This flexibility means that forged parts of virtually any material or geometry can be manufactured relatively quickly and economically.



















 general practice for CQI-9 and AMS2750E")





