







Throughout the manufacturing process, heat treatment is consistently viewed as a critical step for adding value to the parts produced. A part expensively manufactured by melting, hot rolling or forging, annealing, rough machining, teeth cutting and grinding is of little or no value without final heat treatment to produce the required metallurgical and mechanical properties. Additionally, without reliable, repeatable heat treatment, it is impossible to achieve competitive overall manufacturing costs.
The cost for a manufacturing step that adds such a high value is only a fraction of the total production costs – generally about 5 percent. However, this increases to about 15 percent of the costs per part if post-treatment process steps such as cleaning, blasting, straightening, and grinding are taken into account. Therefore, a noticeable reduction of manufacturing costs is only possible by minimizing the distortion of parts. Factors that influence distortion, such as melting, forming, uniformity of microstructure and hardness, positioning of parts in the heat treat load, uniformity of heating, carburizing, and heat extraction during quenching, must be optimized to consistently produce quality parts in batch atmosphere furnaces.
Producing quality parts requires properly carrying out the carburizing and quenching processes and using applicable modern technology. From optimizing controls and quenching systems to the benefits of establishing temperature and gassing uniformity, here are some tips highlighting how to make the most of your processes and atmosphere furnace.
Carburizing: The Importance of Uniformity
Gas carburizing in atmosphere furnaces and low pressure carburizing in vacuum furnaces are commonly used industrial carburizing processes, both with the same aim of uniformly carburizing all parts in a workload to the same surface carbon content and to the same case depth.
Atmosphere carburizing consists of different process steps. It is necessary to understand these steps to achieve repeatable, uniform carburizing:
- Gas reactions: generation of carburizing gas components in the furnace atmosphere
- Convective gassing: transport of carbon-containing molecules in the gaseous phase to the componentn
- Diffusion transport: transport of carbon-containing molecules through the boundary layer (v = 0) at the component surface
- Dissociation and adsorption: dissociation of molecules at the component surface
- Absorption: taking up of carbon by the component surface
- Diffusion: transport of carbon into the component
There are various gas reactions that occur in the carburizing atmosphere. Taking into consideration the steps listed above, ideal carburizing conditions exist when temperature and gassing uniformity, flow over the components, and fast reaction kinetics occur evenly throughout the treatment chamber. Achieving ideal conditions in these areas positively influences carburized component quality.
How to Ensure High-Quality Parts: Temperature Uniformity
A uniform temperature is essential for ensuring the production of quality parts with the required carburized depth. Efficient batch atmosphere furnaces, such as the Ipsen ATLAS, should maintain a temperature uniformity of at least ±13 ºF (±7 ºC) in the heat chamber. This ensures that all parts in the load are at the required austenitizing temperature upon completion of the heating phases.
Efficient burners – like Ipsen’s Recon III Burners – can enhance the heating in batch furnaces. These burners are single-ended recuperative tubes (SERT) fitted with special ceramic inner tubes. The burners increase thermal efficiency up to 75 percent by recovering heat from exhaust gases and reducing time to recovery of the hot zone temperature. With low noise levels, high durability, low maintenance, and easy installation, these modern burners provide ideal heating while optimizing gas consumption. Reliability comes from excellent furnace design. For example, if one of the burners is down in the middle of a cycle, the other burners are adaptive and compensate to maintain excellent uniformity throughout the chamber.
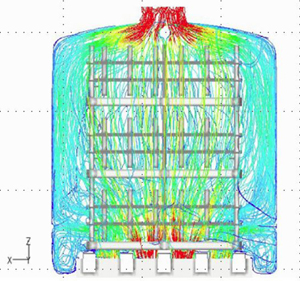
However, achieving temperature uniformity is not possible without improved gas flow over the components. This requires a well-planned circulation system to achieve excellent flow around components and, thus, maintain temperature uniformity (Figure 1).

How to Ensure High-Quality Parts: Gassing Uniformity
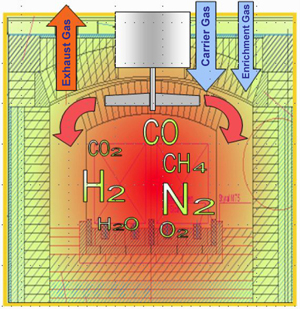
Positive convective properties produce excellent temperature uniformity within the load area, improved heat transfer to the load and homogenous process atmosphere. Figure 2 illustrates how the combination of minimum temperature deviation within the load area and homogenous process atmosphere results in minimized case depth deviations throughout the load.
Continuous introduction of carrier gas and controlled additions of the enriching gas result in a furnace atmosphere capable of producing carburized parts with the specified weight percent of surface carbon and to the specified case depth with highly repeatable results, as shown in Figure 3.
Intuitive control software, such as Ipsen’s Carb-o-Prof system, assists in maintaining balance by regulating, documenting, and archiving the carburizing process in atmosphere furnaces. In the instance of a power outage or other unforeseen events, the software adapts the process to the changing circumstances, preventing the potential waste of parts and resources. Even before processing a load, users can generate a potential recipe and immediately review process results using the advanced simulation software.
Specifically, the software monitors and controls uniformity of the carbon level in the atmosphere which, through supervision, maintains a tolerance of ±0.05 % C for the workpiece surface carbon content. This consistency of the atmosphere’s carburizing effect results in uniform carburizing of the surface layer, as shown in the example of a gear wheel in Figure 4.

When striving for uniform carburizing, it is important to remember that temperature and gassing uniformities are interrelated because it is difficult to meet one parameter without influencing the other. Beyond temperature and gassing uniformity, the next critical step is optimizing the quenching process.
Quenching – The Importance of Oil Flow
Older quench systems for batch atmosphere furnaces used to possess little flexibility in varying the quench intensity. Experience shows that optimizing and producing a uniform quench in oil is possible. The implementation of these techniques produces a more uniform hardening of parts – especially gear components – with improved microstructure and reduced distortion. Adapting the quenching intensity of quench systems to meet the requirements of different components – specifically hardenability and minimal distortion – have also led to the increased production of quality components.
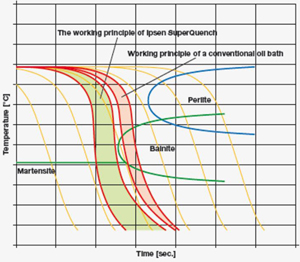
Modern oil quenching systems, like Ipsen’s SuperQuench and TurboQuench™, have an all-encompassing agitation system, which produces a uniform oil flow through the load section, as well as uses an adjustable oil flow rate. In addition, using the timing control of the agitator enables the achievement of a cooling curve closer to the ideal cooling curve, as seen in Figure 6. This feature increases the efficiency and flexibility of oil-quench systems and makes hardening of low-alloy materials and thicker cross sections possible.
In addition, the realization of complex quench cycles is easily done with the proper control software. The program creates a quench cycle by assessing section size, material type, load density, temperature, and the type of quench oil.
How to Achieve Ideal Quench Speed and Heat Extraction
The goal of uniform heat extraction over the entire surface of the part is only possible with an equal flow of oil around the entire part. While this situation is possible with simple parts, it is difficult with complex part geometries, yet still achievable with an efficient quench system.
It is important to be aware of the vapor phase, also known as the Leidenfrost effect. This phenomenon occurs when a liquid in near contact with a mass significantly hotter than the liquid’s boiling point forms an insulating vapor film that keeps the liquid from boiling rapidly. As the vapor film randomly breaks down, the nucleate boiling phase starts and is characterized by a high cooling rate. The final stage is the convection phase.
One way to prevent the difficulties associated with the vapor phase is by using media like salt and gas, which do not evaporate. However, their cooling rates in the upper temperature region are usually not sufficient for low-alloy and plain carbon steels. Therefore, the objective is to optimize oil quenching in such a way that it reproduces an ideal cooling curve.
Assuming use of a high-performance quench oil, which is typical in today’s sealed-quench furnaces, a high oil flow rate best achieves a high, uniform cooling rate on the entire surface area of a part. This speeds up the breakdown of the vapor film in areas of less flow, producing a more uniform, faster quench.
Higher oil flow rates considerably improve the uniformity of heat extraction. Depending on the thickness of the part and the hardenability of the respective steel, the flow rate can also result in further improvement in part quality.
How to Reduce Distortion
Goals for a distortion-optimized quenching are:
- Uniform heat extraction over the entire surface of the part
- Uniform heat extraction on every part within a load
- Material- and part-adapted timing to control quench intensity
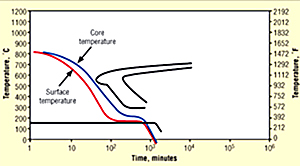
These goals are realized throughout the quenching cycle. The first part of the quenching cycle uses a maximum oil flow that quickly breaks down the vapor film and achieves high heat extraction in the nucleate boiling phase, which prevents the formation of ferrite and pearlite. The second part of the quenching cycle reduces the cooling rate to allow temperature homogenization between the surface and core before martensite transformation starts. This equalizes thermal and transformational stresses, thus producing less distortion. As Figure 7 demonstrates, these modern innovative systems enable users to achieve optimized performance and produce quality components compared to a conventional oil bath.
Conclusion
When carburizing/through hardening and quenching parts in a batch atmosphere furnace, it is essential to achieve uniformity of temperature and gassing, optimize the flow over components and aim for ideal quench speeds and heat extraction by using various high-performance systems. This enables producing high-quality parts with reduced distortion, as well as achieving competitive overall manufacturing costs via heat treatment.
In addition, using modern technology enables users to achieve ideal end results for the carburizing/through-hardening and quenching processes. In the end, the enhanced design and control of such technologies, as well as using the tips provided to produce quality parts positively impacts your processes.
Atmosphere Q&A – A Firsthand Look at Ipsen’s ATLAS
Q: Ipsen’s newest atmosphere furnace is the ATLAS single-chain model. What type of atmosphere furnace is the ATLAS, and what does that mean for users?
Ipsen’s single-chain ATLAS is a batch-type, integral-quench furnace. This single-chain, in-out-style furnace has a load size of 36” x 48” x 38” (W x L x H) and features all of the ATLAS’s latest technological advantages, as seen in Figure 1. The single-chain model is configured for maximum compatibility and utilizes the same push-pull chain loader as the industry standard, allowing it to integrate into existing lines for any brand of atmosphere furnace with ease.*
When it comes to the atmosphere furnace market, Ipsen has always been a strong leader with one of the largest atmosphere furnace installation bases in the U.S. – several thousand since we were founded in 1948. In fact, our founder, Harold Ipsen, was a pioneer in the development of integral-quench, batch-atmosphere furnace technology.
Although we have an established atmosphere base, Ipsen believes that innovation drives excellence. For Ipsen, a key part of innovating is listening to the specific needs and challenges of our customers and then providing ideal solutions that meet those needs. As we focus on the continuous improvement of our atmosphere products, we have dedicated significant resources toward gathering input from our customers and heavily researching industry needs.
This focus and research – as well as our experienced team of engineers working on research and development – allow us to tailor our products and services so we can provide our customers with optimum equipment they can trust and rely on for full-scale solutions.
Q: Where is the ATLAS single-chain model manufactured for the North American market?
The ATLAS single-chain model is manufactured in the United States at our facility in Cherry Valley, Illinois. Our extensive U.S. Field Service network provides support for atmosphere heat-treating furnaces, including parts, service, retrofits, training and more.
Q: What are some of the advantages of manufacturing the ATLAS single-chain model in the United States?
One of the main advantages is providing our customers with prompt, timely service and support. When customers are deciding on what equipment to invest in, we’ve found one of the factors they consider is the location of the manufacturing and service network facilities.
With locations across the United Sates, we’re able to deliver spare parts, perform maintenance and more, all while minimizing companies’ downtime. In addition, our comprehensive on-hand stock inventories comprise more than 2,000 items, ensuring our customers quickly receive the required parts and components needed to maintain their heat-treating equipment.
Q: Does Ipsen offer entire atmosphere systems?
Yes, Ipsen’s batch furnace systems are comprised of several components – sealed-quench furnaces, temper furnaces, washers and loaders. These complete atmosphere systems provide users with a high level of flexibility as they can execute different thermal processes in each sealed-quench furnace, as well as expand the system for larger production needs and future increases in demand.
Q: What are a few of the ATLAS’s unique features?
If I had to sum it up, I would say the ATLAS’s most unique core features include:
- The ability to integrate into existing atmosphere furnace lines (any brand)*
- Intelligent controls with predictive process capabilities – Carb-o-Prof
- A compact footprint
- Ease of maintenance, thanks to a plug-type heat fan assembly, shelf-mounted quench oil heaters and oil circulation pump, safety catwalks and more
- An efficient combustion system, which provides energy and cost savings
- Variable speed quench agitation, allowing users to achieve and maintain better quenching control
- Uniform quenching, resulting in minimized distortion and high part quality
Q: How do you consistently get good results out of your equipment?
Well, first it’s important to understand there are several factors that contribute to high-quality parts – the biggest is temperature uniformity. This is why we engineered the ATLAS to efficiently maintain:
- Temperature uniformity
- Atmosphere uniformity
- Uniform quenching
- Precise and consistent control of the carbon potential
Q: You mention that the ATLAS provides uniform quenching. Can you expand on this?
Achieving uniform quenching can only be accomplished with a sufficient and uniform flow of oil around the part. To accomplish this, you need an efficient quench system design.
As such, the ATLAS features TurboQuench™, a modern oil-quenching system with an agitation system that produces a uniform and adjustable flow of oil throughout the load. By using high oil flow velocity, users can achieve a uniform cooling rate on the part’s entire surface area, resulting in uniform surface and core hardness with low distortion.
Q: In summary, when working with batch atmosphere furnaces – such as Ipsen’s ATLAS – what are some of the most essential things to consider?
When working with batch atmosphere furnaces – especially when you are carburizing – it’s essential that the furnace is capable of:
- Achieving tight temperature uniformity
- Maintaining consistent carbon potential
- Quenching uniformly
- Controlling the quench rate
Why is this important? Because having these capabilities allows you to be more competitive by consistently and economically producing high-quality parts with reduced distortion.
*Compatible with most single-chain, in-out-style atmosphere furnace lines
Carb-o-Prof®– Boosting Efficiency with Intelligent Controls
Ipsen’s Carb-o-Prof combines more than six decades of knowledge and expertise in a single controls system, and it is specially designed for the computation and execution of the complete carburizing and quenching cycles, as well as other heat treatment processes. Overall, it provides the flexibility needed to measure and analyze your equipment and processes with ease. This analysis can be used to refine and adjust the settings and parameters of your equipment to enhance your process, thus improving part quality.
The unique, reliable software consists of user-friendly, flexible controls and straightforward user prompts and color menus. Other features include an extensive recipe database, an adaptive C-profile control and a time- and cost-saving simulation function.
Recipe Database
Programmed with hundreds of available recipes, the database allows the most important recipe information to be registered via a quick, simple input. Faulty inputs are prevented by appropriately limiting the input range, thus maintaining a safe operation and avoiding excessive consumption. As a result, recipes are generated in an easy, consistent manner that focuses on the carburizing/hardness results and prevents input errors.
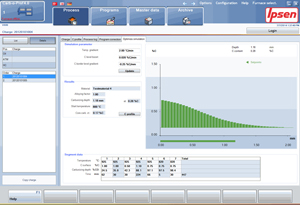
Simulation with C-Profile Optimization
A standard feature of Carb-o-Prof is its simulation function. Essentially, it computes the material’s expected carbon profile according to the entered parameters and displays the results in both tabular and graphical forms, as demonstrated by Figure 5. The profile can then be reevaluated and parameters adjusted if necessary. This allows users to review process results for their specific load immediately after generating the potential recipe, all without having to carry out the actual run. Without having to run a test load beforehand, no valuable parts, time, and resources are wasted.
C-Profile Control
Using pre-specified target parameters, such as surface carbon content, carburizing depth, and core carbon content, Carb-o-Prof defines a target carbon-content curve in the shape of a smooth S-form. As a result, parts in the same load have both consistent case depth and hardness, which is repeated load after load.
TurboQuench™ – Achieving Precision Load after Load
Regardless of whether you are quenching bulk or very dense loads, Ipsen’s TurboQuench™ system tackles even the most challenging alloy by reducing the spread of hardness values, thus maximizing the parts produced per load. With a vertical oil pump, four VFD-controlled agitators, eight oil heaters and an optimized plenum and baffle design, the TurboQuench system produces a uniform, adjustable flow of oil throughout the load. These comprehensive features ensure a reduced footprint, ease of maintenance, increased oil bath control and the ability to integrate into existing pits while maintaining the proper load-to-oil ratio.
Overall, the TurboQuench system allows the entire load to be reliably, uniformly, and quickly quenched, resulting in optimum quenching and minimal distortion. Paired with the efficient heating system of the ATLAS, the powerful but flexible TurboQuench system ensures users achieve precision, load after load, even for the most varied and demanding materials.



















 general practice for CQI-9 and AMS2750E")





