







Vacuum diffusion pumps come in a variety of sizes and are capable of producing high vacuum in a range from 10-2 to 10-10 torr. It’s a simple operational principle that makes it desirable for many industrial applications including electron-beam microscopy, vacuum deposition, coatings, and vacuum furnaces.
The durability and reliability of a diffusion pump is based on the absence of moving parts. The operation of the pump depends on the presence of two elements: diffusion pump oil and a heater. The heater heats the boilerplate, which brings the oil to a boiling temperature. The rising oil vapor is compressed in a vertically tapered stack with jet openings along its height. The jets are angled so as to create an umbrella of vapor that captures air.
Cool condensing coils on the pump’s exterior continue the downward motion of the oil, and the air is released at the base of the pump. The top of the pump is connected to a vacuum chamber, and the differential pressure between the top and bottom of the pump will draw down high vacuum in the chamber.
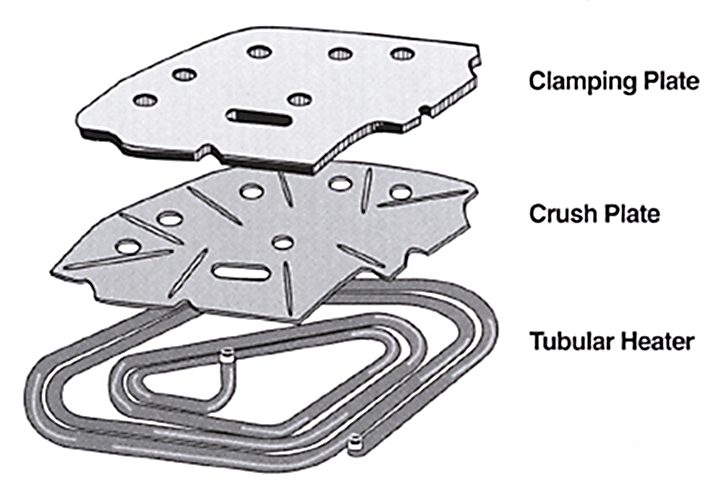
Maintenance for a diffusion pump is simply a matter of ensuring the appropriate level of oil and an operational heater or collection of heaters. A traditional design for heating employed a tubular element, a crush plate, and a clamping plate. (See Figure 1.) The tubular is held against the boilerplate by the crush plate, and that assembly is aligned by the clamping plate with one or more threaded studs on the pump. Proper alignment is critical and can be difficult if space is limited.
The one-piece platen heater solves the problems of the conventional heater design. A tubular element is swaged directly into undercut grooves in a gray cast iron platen, increasing the density and uniformity of the insulation. This process locks the heating element into contact with the casting, creating uniform heat conduction along the length of the groove.
This platen has a flat ground surface, which is bolted to the boilerplate, eliminating a complicated alignment process. (See Figure 2.) “Full-power” heaters are also available, carrying up to 20 percent more wattage than standard alternatives for maximum pump throughput and higher processing rates for the vacuum system.
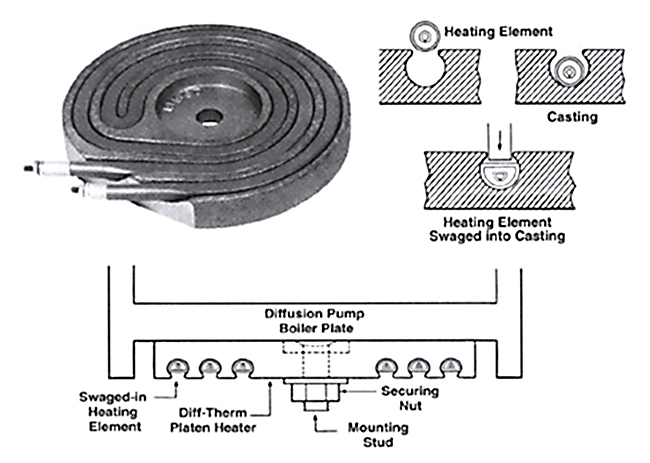
Compared with the limited contact area (one slightly flattened side to the tubular element) of conventional designs, the flat contact area of the platen provides greater contact area for more effective heat transfer to the boilerplate. Better heat transfer means longer heater life.
Platen heaters come in a variety of sizes and shapes as direct retrofits for diffusion pumps by Varian/NRC/Agilent, CVC Products, Edwards High Vacuum, Cooke Vacuum, Torr Vacuum, Veeco, Hitachi, Balzers/Pfeiffer, Ulvac, and others.
Larger CVC pumps employ ring heaters that are fashioned onto circular flanges on the base of the pump. Each ring is designed with three tubular elements, swaged into the circular profile of the ring. Clamping them onto the flanges requires a procedure of applying and curing a thermal cement to promote effective conduction heat transfer.
This conductive cement may be used in cases where the boilerplate, requiring a flat platen, has become warped. A thin layer of this cement may be applied to accommodate the uneven surface differences between boiler plate and platen.
Oerlikon/Leybold approaches oil heating a bit differently in its DIP series of pumps. Instead of a boilerplate, it has designed finned stainless tubes in the base of its pump. Cartridge heaters are inserted in the tubes, numbering 2 to 24, depending on the size of its pump. Figure 3
The optimum oil level is in the middle of the heater tube, so the oil under the heater is brought to a boiling temperature by the fins, and the evaporating oil vapor above the oil level is accelerated by the heat off the upper fins. This is an effective design for heating the oil, but the tube has a closed end in the pump. If the installed cartridge heater seizes in the bore — a somewhat common experience — it is most difficult to remove.
If the heater must be drilled out, damage to the stainless heater sheath is difficult to avoid. The best way to approach this problem is to use a split-sheath cartridge heater. This heater, with two semicircular halves, is designed to expand in the bore to affect optimum heat transfer.
And when the heater is de-energized, it contracts for ease of removal. Replacement heaters are rated between 800 and 1,250 watts and are fitted with a mounting flange to match the OEM offering.
In summary, the right heater choice will provide better performance, extending operational life, reducing pump downtime, and easing maintenance requirements.



















 general practice for CQI-9 and AMS2750E")






{kind=link}