







Powder metallurgy (PM) is unique in that one has the ability to create a process system (alloy, process steps, and secondary operations) specific to the requirements of a given application. The following is a brief overview of the key terminology associated with the hardening of PM parts.
Definitions
Particle Hardness Versus Apparent Hardness
Any hardened PM part will have both an apparent and particle hardness.
The apparent or macrohardness is a composite value with the key influences being part density and particle hardness. This is best described as a measure of yield strength.
The particle or microhardness is the measure of hardness, at a micro level, in the hard phase (martensitic region) of the microstructure. This is best described as a measure of wear resistance. Note: Particle hardness is unaffected by density.
Case Versus Core Hardness
Often with case-hardened parts, there will be separate hardness specifications for both the case and the core of the component. These are typically particle hardness specifications, but this should always be confirmed with the customer. The case region is the outer “skin” of the part and is typically about 0.010-0.015 inch (0.25-0.38 millimeter) deep, into the part. Oftentimes, the customer will define a minimum case depth. The case depth is the result of the austenitizing time in heat treat and the part density (i.e., a lower dense part achieves case depth more quickly). The core region of a part begins at the end of the case (in this example, 0.015 inch deep), and the hardness diminishes as one gets further from the case, for example, from HRC 50 to HRC 40, micro, assuming a minimum case hardness of HRC 55. Case-hardened parts typically have a core carbon content of <0.5 percent.
Hardening Methods
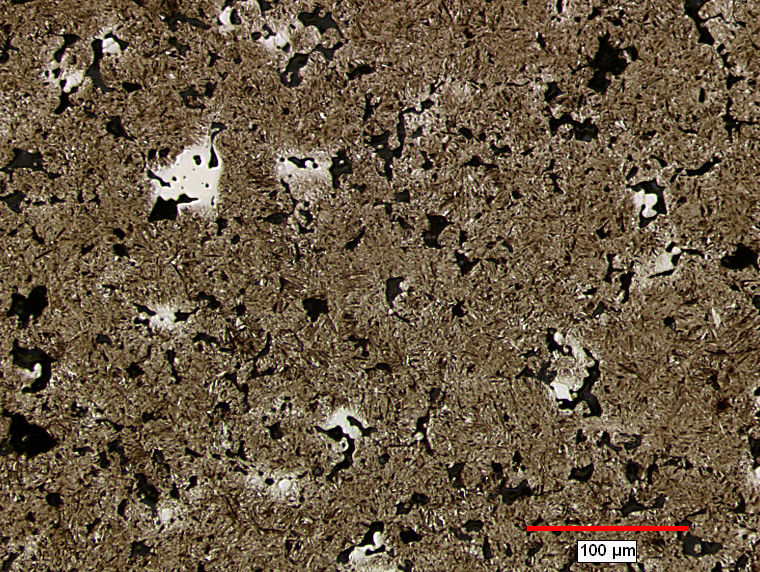
Sinter Hard
A sinter-hardened part is one that is hardened in a sinter furnace by using accelerated cooling coupled with a sinter-hardenable alloy system. This is an atmosphere quench, as opposed to an oil quench typically used at heat-treat facilities, and carries with it the advantage of reduced distortion for dimensional stability. Sinter-hardened parts are through-hardened, meaning that the case and core have the same hardness. The reason for this is that they have a higher core carbon (typically 0.7 to 0.9 percent) than a case-hardened part. Sinter-hardened parts at a 6.8 g/cm3 density typically have an apparent hardness of HRC 25 and a particle hardness of HRC 55.
Case Harden
Case-hardened parts typically have a low core carbon (ductile core) and a hardened surface for wear resistance. Case hardening is typically performed in an integral quench furnace and is commonly referred to as a quench-and-temper process. Parts are gas carburized at about 1550°F in an atmosphere with a furnace carbon potential higher than the carbon content of the component being heat-treated. Then the parts are oil-quenched, washed, and tempered. This is also referred to as case carburizing.
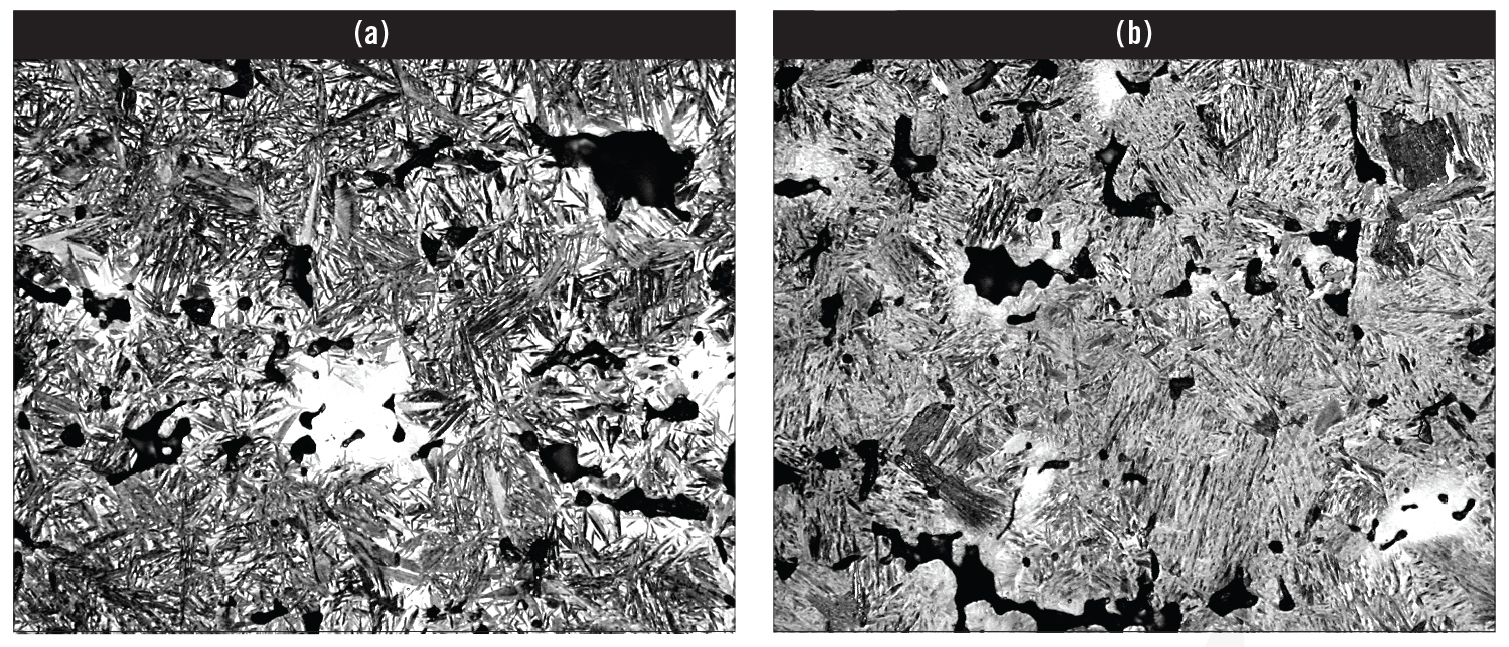
Through Harden
A through-hardened part typically has a core carbon of >0.5 percent. Through-hardened parts will usually have greater yield strength than case-hardened parts, as both the surface and core are hard. Through hardening is also achieved via the quench-and-temper method. In the through-hardening process, the furnace carbon potential is typically the same as, or slightly higher, than the carbon content of the component being heat-treated.
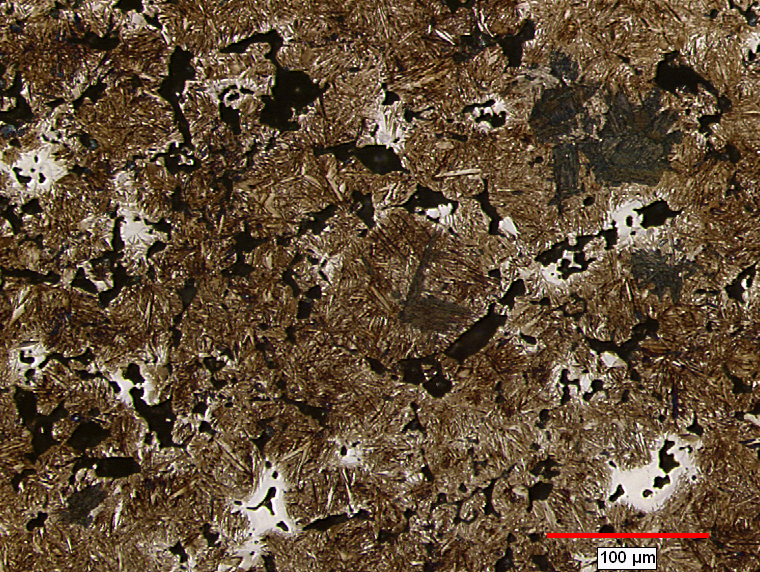
Carbonitriding
Carbonitriding is performed for applications that require extreme surface wear resistance. This process is performed using the quench-and-temper method with one exception: In carbonitriding, the components are carburized to achieve carbon consistency between the furnace atmosphere and the parts, and then NH3 is added to the atmosphere, while maintaining carbon potential, to apply a nitride “skin” to the surface of the parts. Then the parts are oil-quenched, washed, and tempered.

white halos surrounding pores are nitride layer
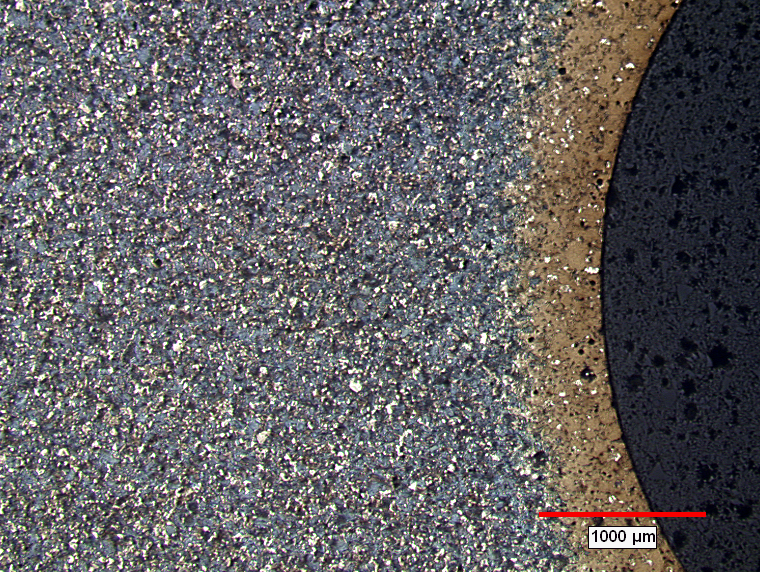
Induction Harden
Induction hardening is used to harden only a specific region of a part, e.g., a critical wear surface, and have the rest of the part remain soft. This operation is often performed on parts that have a critical wear zone yet also need to be machined. An example of this is a gear that would need to have hard teeth for wear resistance as well as a tight-tolerance machined feature in a softer region of the part. If a part is to be induction hardened, it needs to have a relatively high core carbon (0.8 percent), as this is not a carburizing method. In the hardened region, a typical apparent hardness of RC 35 and a typical particle hardness of RC 58 can be expected.
Materials
The hardening method is only one step in a processing system of a PM component that is engineered for a specific application. The selection of the proper material is also critical and dependent upon the application requirements. Characteristics such as density, yield and tensile strength, ductility, and wear resistance should all be considered.
Process
The process design is also critical to the success of the component in its application. Press, sinter, machining, and secondary hardening operations all define the characteristics of the finished part.
References
- Metal Powder Industry Federation (MPIF).



















 general practice for CQI-9 and AMS2750E")




