







Often the options of heat treat may feel pre-defined when looked at from a gear designer’s perspective. There are options, but both gear designers and some heat-treat manufacturers are constrained by limited exposure to the fundamental physics that drive the process performed by the equipment available. The heat treat industry is old and rich with experience, but it moves slowly without the proper incentives to change. It is important to recognize the benefits of early, constructive dialog between gear and powertrain designers and heat-treatment experts to advance system features and designs to the overall benefit of cost-effective performance of quality powertrain systems.
The objective of this article is to touch on some of the key elements of heat treatment at the fundamental levels to impress upon readers the benefits and limits of commonly discussed methods. In some cases, older methods with newer packaging can be a foundation for progress. The science of our processes has not changed much over the last several decades. The focus of this article is carburized gears, but most of the fundamentals discussed can be applied in other heat-treat processes when the benefit can bring value.
A Real-World Example – Large Deep Case Gear Opportunities Missed
In this case we’re talking about wind-turbine gears — gears that can weigh in excess of 1,500 pounds (680 kilograms). The pressure created by surface winds apply extreme force to the turbine nacelle and the structure supporting the gears and rotating gear mass. Gears, no matter the application but especially in wind turbines, are expected to operate with as little noise as possible. To effectively operate in such harsh conditions, most wind-energy gears are carburized and quenched. Pit furnace systems are the most commonly used equipment. The driving force in selecting this technology is the very long carburizing time related to quench utilization. Multiple pit carburizing furnaces can be serviced by one shared quench tank. When carburizing times are measured in days, utilizing multiple carburizing chambers with one quench tank is logical. However, when the overall gear design is taken into consideration to include both heat-treat and hard-grinding processes, opportunities exist to significantly improve manufacturing cost and overall quality.
The fundamentals of this carburizing and quench process are sound, but the physics of the mechanisms are not being considered. Keep in mind that thousands of these systems are being used for large gear processing around the world today. Carburizing en masse for deep-case parts makes sense. Beyond the awkward material handling and the undesirable product-to-fixture load ratios, the quench configuration is the true weakness. These systems use oil to quench the parts, which is a time-tested and proven process. Here is where physics comes in and the problems grow.
The oil quench system used is a vertically elongated quench chamber. It is simply not possible with such massive loads to get uniform high volume oil flow from the bottom to the top of such loads. Since oil boils when it gets too hot, there is an inevitable non-uniform cooling of these gears that leads to dramatic distortion. The more uniform the heat transfer during quench, the lower and more predictable the distortion you will see. Gears can be designed to compensate for predictable distortion.
Oil by nature is a multi-phase quenchant when used in heat-treat quench applications. This means there will always be more than one type of heat transfer occurring in a load, no matter what we do in quench designs: the heat transfer of liquid oil (convection), film boiling heat transfer, and the heat transfer into oil vapor (bubbles) when it all out boils. The differences of these heat transfer rates are dramatic (Figure 1).
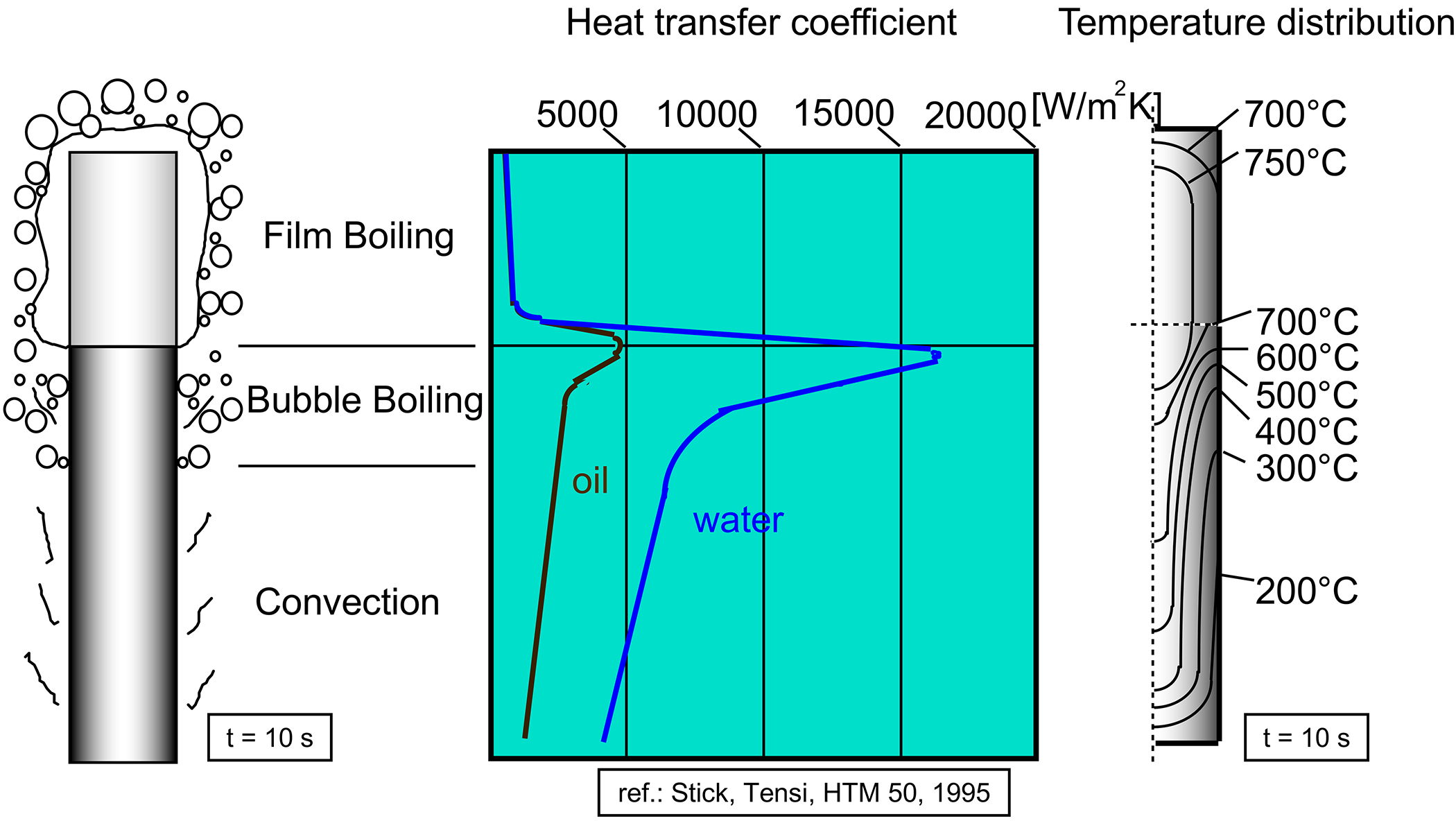
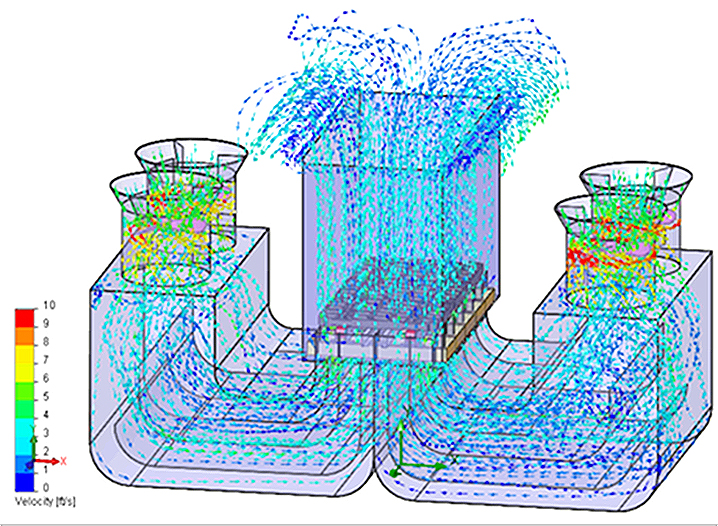
For those of a less technical mindset, consider thawing something frozen for dinner. Let it thaw in air (vapor) or put it in water (liquid). The same physics principles are involved. All oil quench tanks have agitation — or they should — to minimize the formation of vapors that create non-uniform cooling of the parts. In an optimum situation, you want enough flow to absorb heat into the oil and take the oil away (convection) before it gets to a temperature of phase change. There are also detrimental effects from too much agitation, so we really want a sweet spot of 2-3 feet/second in an optimum world. (See Figure 2)
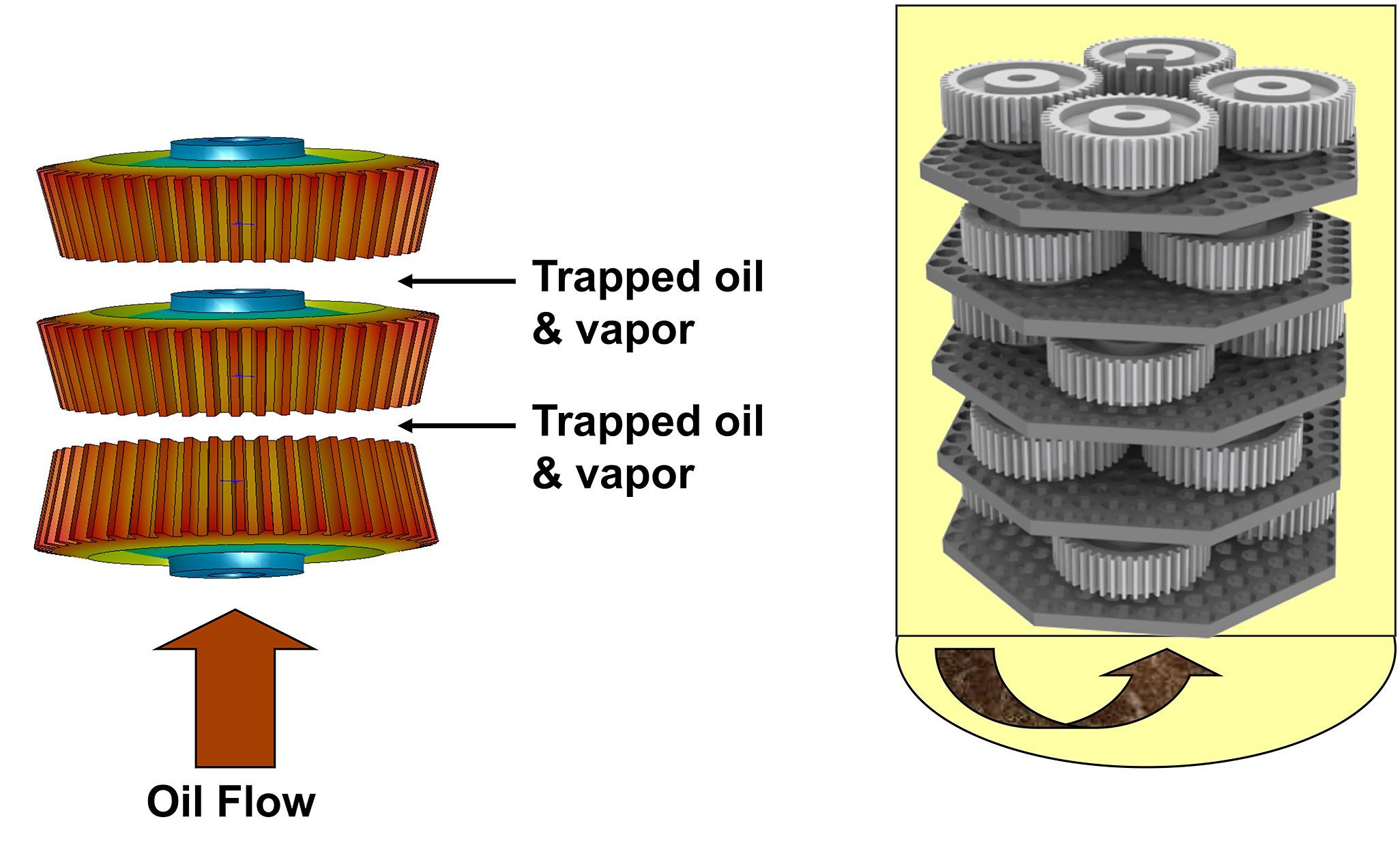
The quench tank in a pit furnace setup is the worst-case scenario, as the agitation is from the bottom to the top of the elongated tank. There is no way, regardless of how aggressive the agitation may be in the bottom of that tank, to have any uniform, much less laminar, flow through the load. Even with high flow at the bottom, the top of the tank will act closer to still oil. In addition, the mass of the gears creates voids of flow between themselves due to the needed vertical fixture. (See Figure 3)
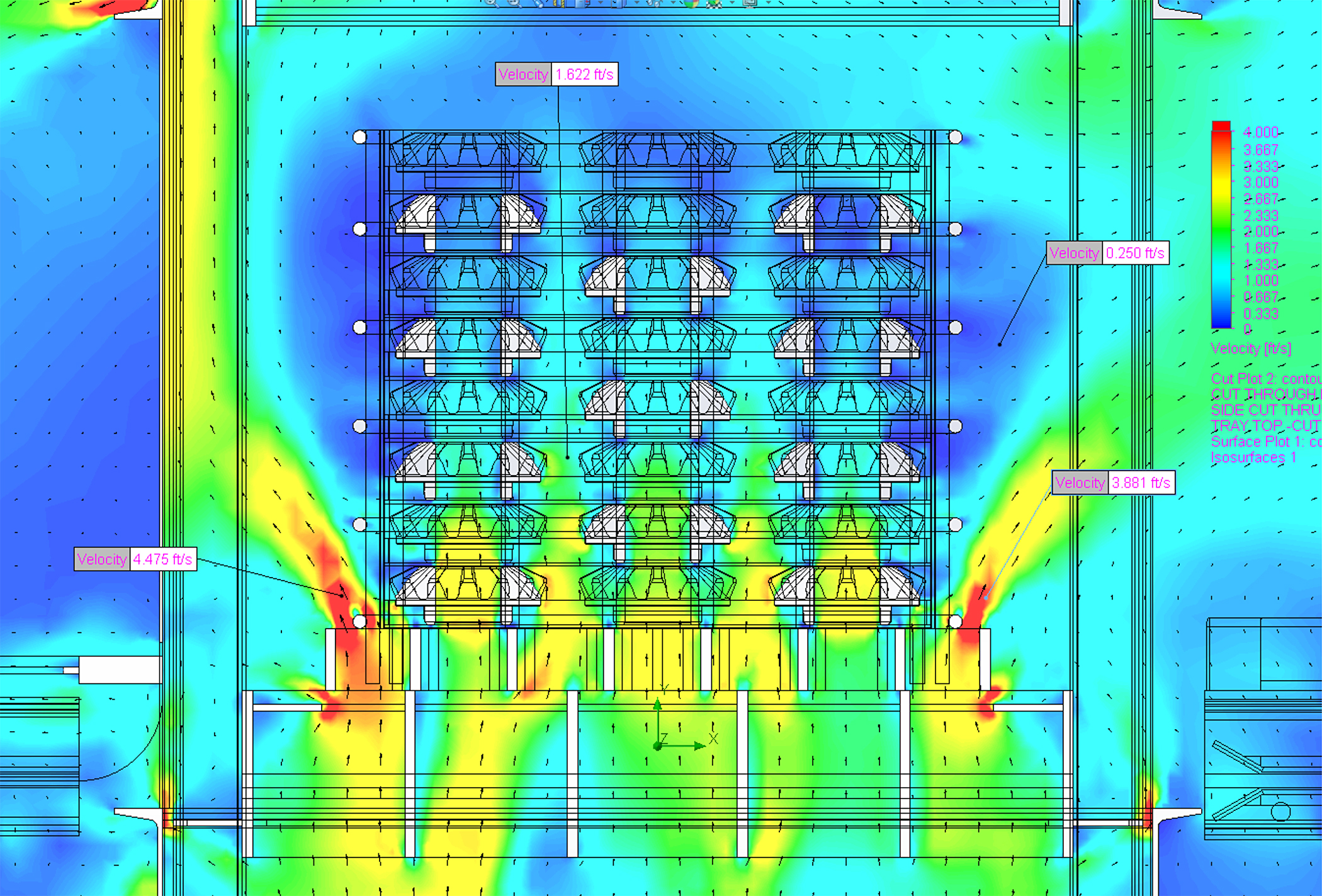
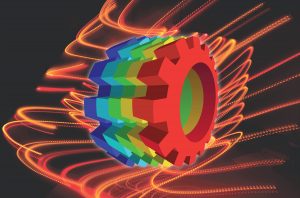
The way the parts are configured within a load is very important to the uniformity of any quenchant’s flow. By using CFD flow modeling, fixturing can be optimized to improve flow. As an equipment supplier, I can say with experience this technology is seldom used early in a project, but often used to solve problems later in production. Figure 4 shows how CFD modeling can help with progressive quench system designs. Imagine what a flow model would look like if applied to a pit furnace quench tank.
During tests done in a conventional sealed quench batch furnace with a much more optimized oil quench configuration, it was found that a decrease in distortion could have a substantial impact in reducing the amount of costly hard grinding needed for these gears. It could also allow a decrease of carburizing time by almost one day — more than 20 hours of furnace time. The reason is the gear could be designed with less planned waste material, as the reduced distortion would minimize that requirement due to the improved quench method applied. Of course, using conventional sealed quench batch furnaces, each with their own quench tank, is not a cost-effective or practical solution for a number of reasons. However, the lessons learned can lead to new designs of equipment applying conventional technology in a new package. These alternatives exist and bring with them improved automation, improved quality of the parts, and much lower overall part costs.
But today, pit furnaces remain the primary solution purchased for heat treating such large, extremely deep case gears as are used for wind energy. Why? To take advantage of this change in heat treatment approach, the actual gear design, upstream of heat treatment, must be changed. In many companies, there is not an optimal channel of communications, and the actual Value Add that could be seen is not easily conveyed.
The Heat-Treat Building Blocks Gear Designers (And Furnace Engineers) Should Understand
1. Heating and holding parts at temperature during carburizing and other processes.
a. Temperature specification for a process chamber may be common, but what the actual part experiences in one system vs. another is not the same — and it can matter.
b. When comparing a continuous furnace to a batch furnace, regardless of process (atmosphere carburizing, LPC, nitriding, tempering, etc.), parts will experience more uniformity in continuous furnaces.
c. In addition, in a comparison of a processes, parts experience better uniformity with a continuous process vs. a batch process.
The reason is that although the chambers may be validated to common uniformity specifications, a part/load moves through a continuous furnace, and, hence, the parts experience an averaging effect of the highs and lows within the acceptable specification band. In a batch chamber, the parts are stationary and one part vs. another in the same load will experience the full variance of the tolerance allowed.
Consider a ±10°F temperature specification in the typical carburizing furnace. That is a 20°F total spread. Although the significance to the quality results of what the parts see will vary based on case depth and process, consider that a change of 100°F in carburizing temperature either doubles or halves the case depth. If you are striving for higher and higher quality, this might matter.
2. Atmosphere options for carburizing — conventional endothermic gas vs. LPC-based approach — understand the pros and cons of both
a. Endothermic carburizing gas, either created by a generator or through a blend of nitrogen and methanol directly in the furnace, is controlled via sensors inside the furnace throughout the cycle, allowing compensation for load size variations.
i. These processes displace air in the chambers with the gas, but will have trace levels of oxygen remaining.
ii. Cycles are fairly “text book” with respect to carbon potential and case-depth creation.
b. LPC uses alternating acetylene and nitrogen throughout the cycle to carburize, with no sensors inside the furnace involved throughout the process.
i. LPC chambers use vacuum to remove air from the chambers and backfill with carbon-rich gas; hence, virtually no oxygen remains in the chamber.
ii. Cycles can be simulated, but testing is required to dial in the exact process for each specific load of parts — the results depend on exact load surface area each time, so partial loading is not possible.
iii. With no trace air, inner granular oxidation (IGO) can be eliminated, and this can be a benefit in some cases.
1. LPC processes come with a price, so be certain the IGO benefit applies to the application; often, it does not due to the failure points of the gear or the post-process grinding requirements.
iv. Acetylene carries about six times more carbon than conventional endo atmosphere and can offer faster cycle times for light-case parts.
1. After a short carburizing time, the benefit of this surface carbon activity is overridden by carbon diffusion physics within the part. In mid- to deep-case carburizing, it is unlikely that the process times will differ in a significant way.
2. The same can be expected for case uniformity when measured from the root to the face of a gear — with a shallower case, the benefits are likely to be more pronounced; with a deeper case, it will be less so.
v. Viable temperature increases to shorten carburizing times, and their adverse effect on microstructure apply to both LPC and conventional atmosphere systems.
c. Complications are created when using vacuum in continuous furnaces, so LPC is typically constrained to batch only processes.
3. Quench media and load size — key considerations to minimize distortion (a newer way to look at this topic)
a. Quench media, in my opinion, should be grouped into two main categories:
i. Multi-phase quench media: oil, water, polymer.
1. Each of these will experience phase changes during quench, which leads to non-uniform heat transfer in the parts, regardless of what is done in machine design.
2. Although oil is a multi-phase quenchant, when used properly, it remains a high-quality, flexible solution that meets the needs of many gears and other components.
ii. Single Phase Quench Media: Compressed Gas or Molten Salt
1. These will not experience a phase change during quench and, therefore, will provide the most uniform heat transfer from the part during quench.
2. Compressed gas, typically nitrogen or helium (which has a better heat transfer coefficient but is no longer viable), has very limited heat-transfer properties.
3. Salt has better heat-transfer properties and is often blended with small amounts of water if even higher heat transfer rates are required.
iii. In all cases, circulation is a major consideration.
b. The smaller the load, the better quench uniformity can be in all cases.
i. This again is the intersection of physics regarding how one can get flow uniformly through the load.
c. Figure 5 shows approximate heat transfer rates for common quench media options.
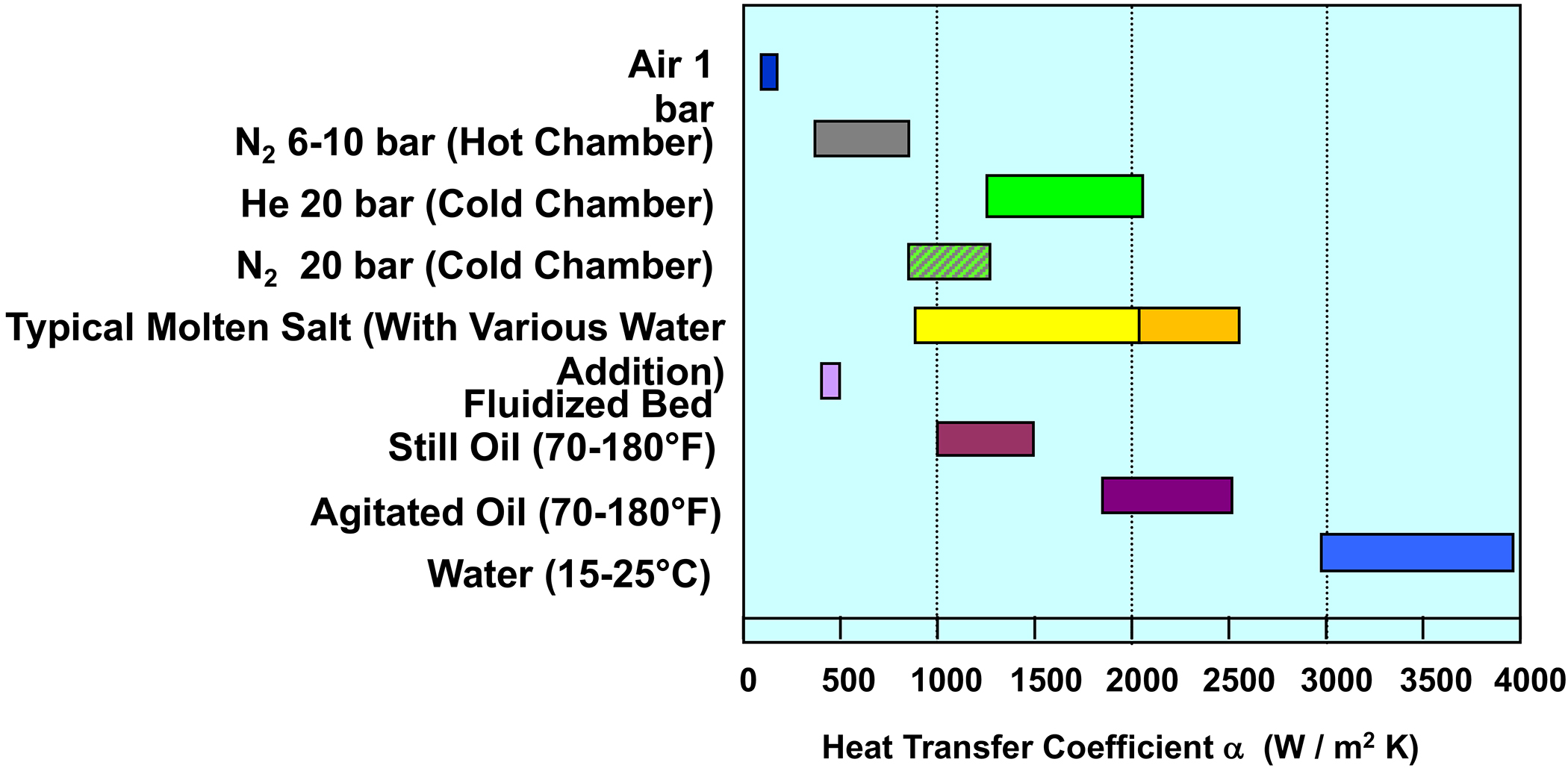
Some words about using salt as a quench media: It has a stigma from the past of being a nasty media with all kinds of safety and environmental issues. Often, when I mention salt quenching, I get looks from seasoned heat-treat experts like I am crazy. It is very important that people understand salts better to open opportunities for the future. The salts being referred to in this article are 99-plus percent recycled, and what is left can be easily discarded, unlike oil. Salt used in these quench systems is very green and environmentally friendly. Further, with new sensors being developed, the heat-transfer rate of salt with small amounts of water added can be controlled and become an added factor to tailor many processes. Demand for salt quench systems is growing. In some cases, this is because it can do things no other media can, like quench to bainite with a 700°F quench temperature. In other cases, it is being considered for martensitic quench processing to provide better heat-transfer rates for those who have seen the benefits of gas quench systems but do not want to deal with the poor heat-transfer rate limitations. Like everything, it has limitations and aspects to be considered for its application, but due to its mechanical properties, it may be worth considering.
I encourage gear designers to reach out and explore the evolution of heat-treatment processes. Heat-treat systems tend to evolve slowly compared to other technologies such as metal cutting and automation, but they do evolve and can do so in the most efficient way when gear designers engage and explore options together with their suppliers. Much of what can be done is limited by physics, but creative packaging will allow for much more flexible and accommodating systems in the future. Although not explored in this article, changes are coming with other aspects of heat-treatment systems. As an example, consider the modular system shown in Figures 6 and 7.
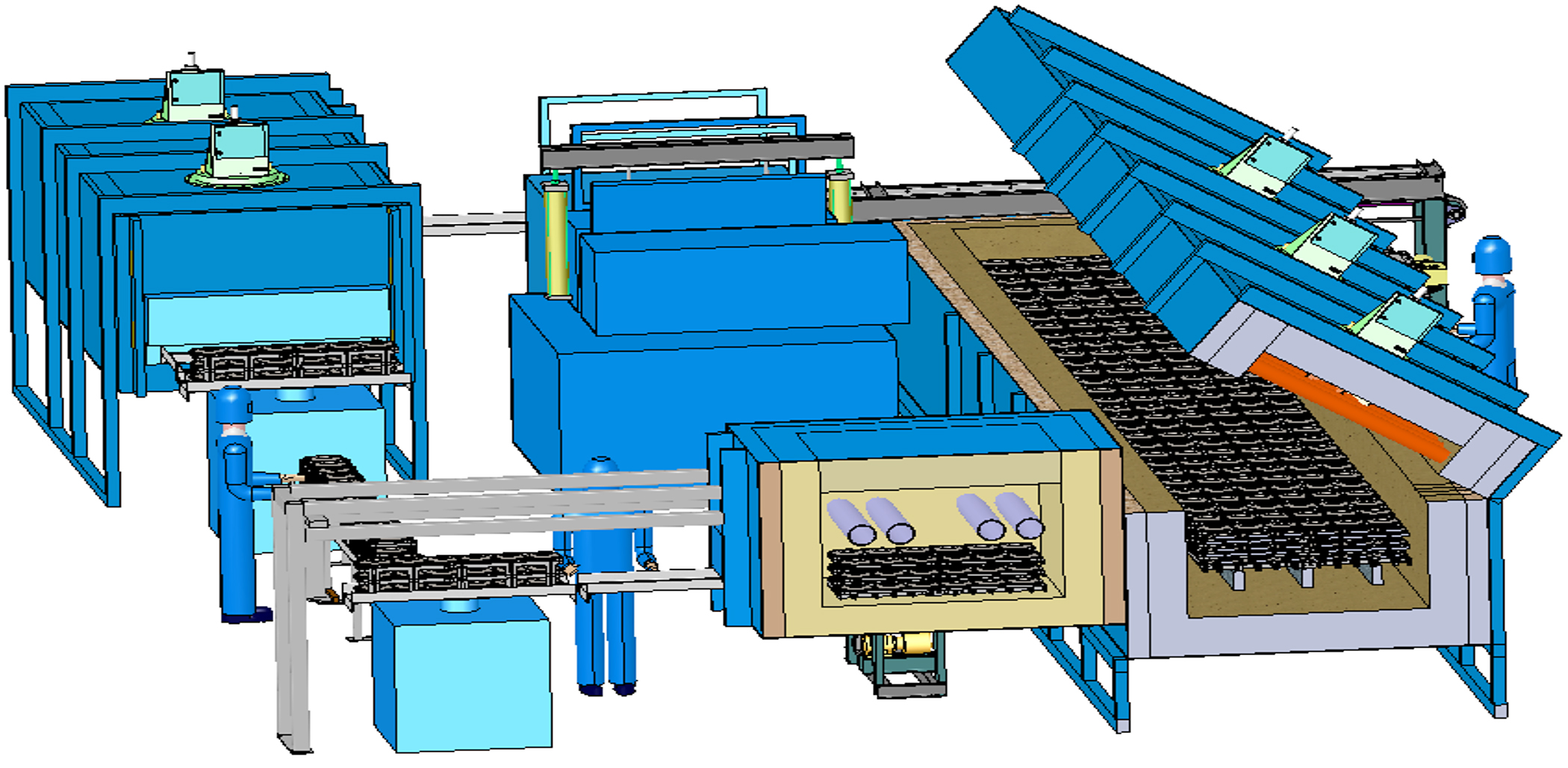
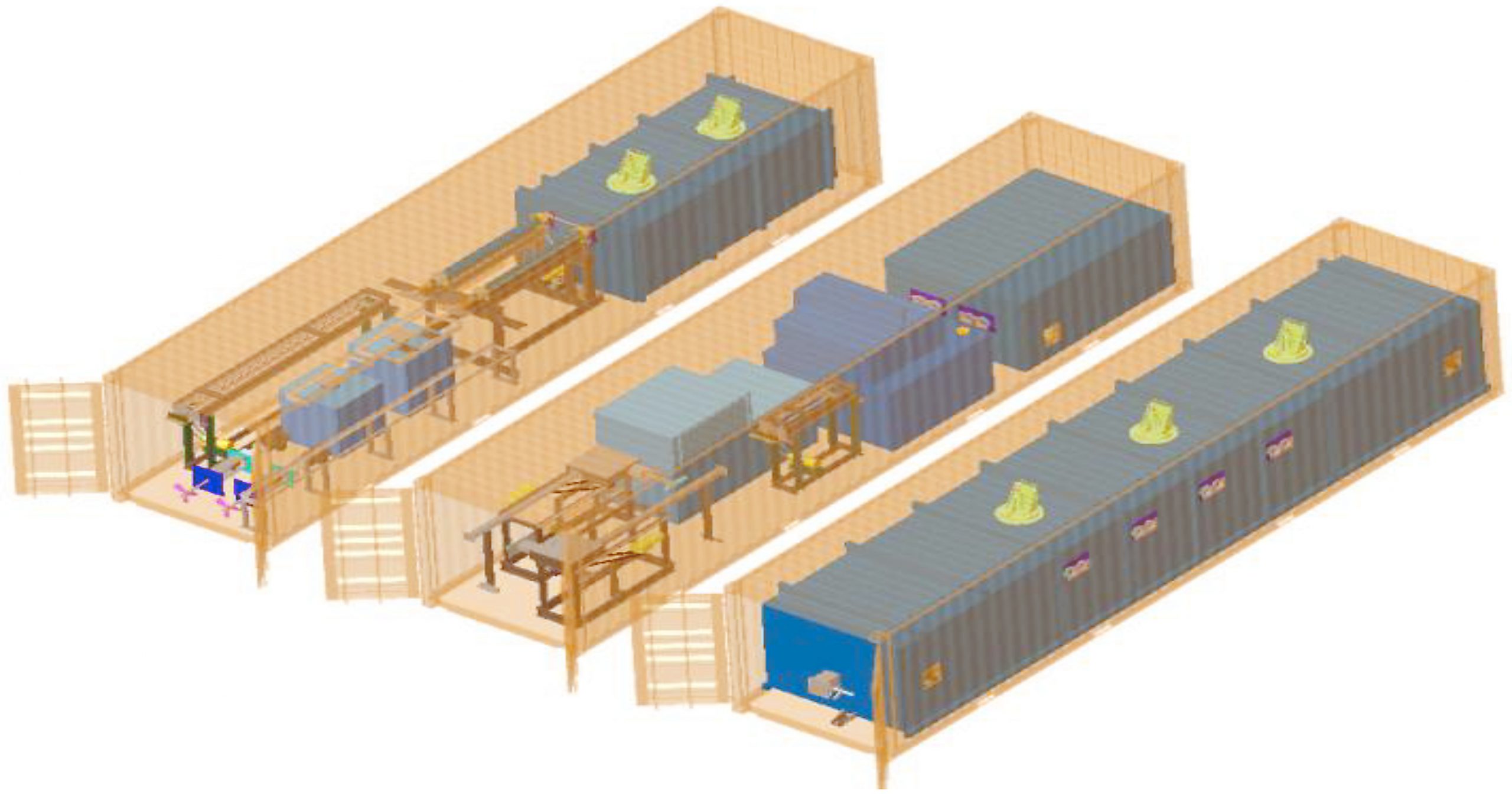
This system is designed for fast installation on flat floors, is easily re-deployable similar to CNC machines, can process moderate sized loads to balance flexibility and cost per part, has small load quench benefits, and uses salt quench for environmentally friendly, low distortion quenching. Change can happen when gear designers and heat-treat equipment experts work together to develop a vision of their future needs.


















 general practice for CQI-9 and AMS2750E")





