







In integrated control system is the most effective way to enhance any complex industrial manufacturing process. A well-designed control system not only ensures greater safety and hazard prevention, but it also allows for precise monitoring for strict operating parameters. While recommended for all industrial process equipment, for some applications, such as metal coil coating, a sophisticated controls system is a critical element for successful production. Process speeds, temperature ranges, airflows, and pressure, as well as air pollution control mechanism, all need to be closely monitored and adjusted for the progressive stages of production.
In the modern manufacturing industry, coil coating represents an essential step in metal production, ensuring a long-life span of the metal parts. Before applying coating material onto the rolled metal strips, cleaning and chemical pretreatment are undertaken to prepare the coating session of metal, where the metals are dipped into a liquid chemical solution. After the coating applications, curing represents the crucial part of the process, where the coatings form physical and chemical bonds with the metal, resulting in a solid uniform layer that prevents corrosion.
Curing process
The curing process of organic coatings commonly takes place in two conveyor ovens: a prime and finish oven. The metal parts are typically transferred via a conveyor belt through the oven, where the precise temperature and pressure conditions take place. The passage of the metal parts through each oven takes between 15 and 60 seconds, depending on the coating type. The oven’s operating temperatures are predetermined based on the coating’s chemical structure and features. During the curing process, under higher temperatures, chemical reactions produce molecules that evaporate from the coating film. These molecules are highly toxic volatile organic compounds (VOCs) that must be eliminated in accordance with regulatory compliance before the exhaust air emissions enter the atmosphere. The destruction of VOCs, under the influence of extremely high temperatures in a thermal oxidizer, is one of the most efficient techniques for VOC removal and the most widely used air pollution control measure for industrial applications.
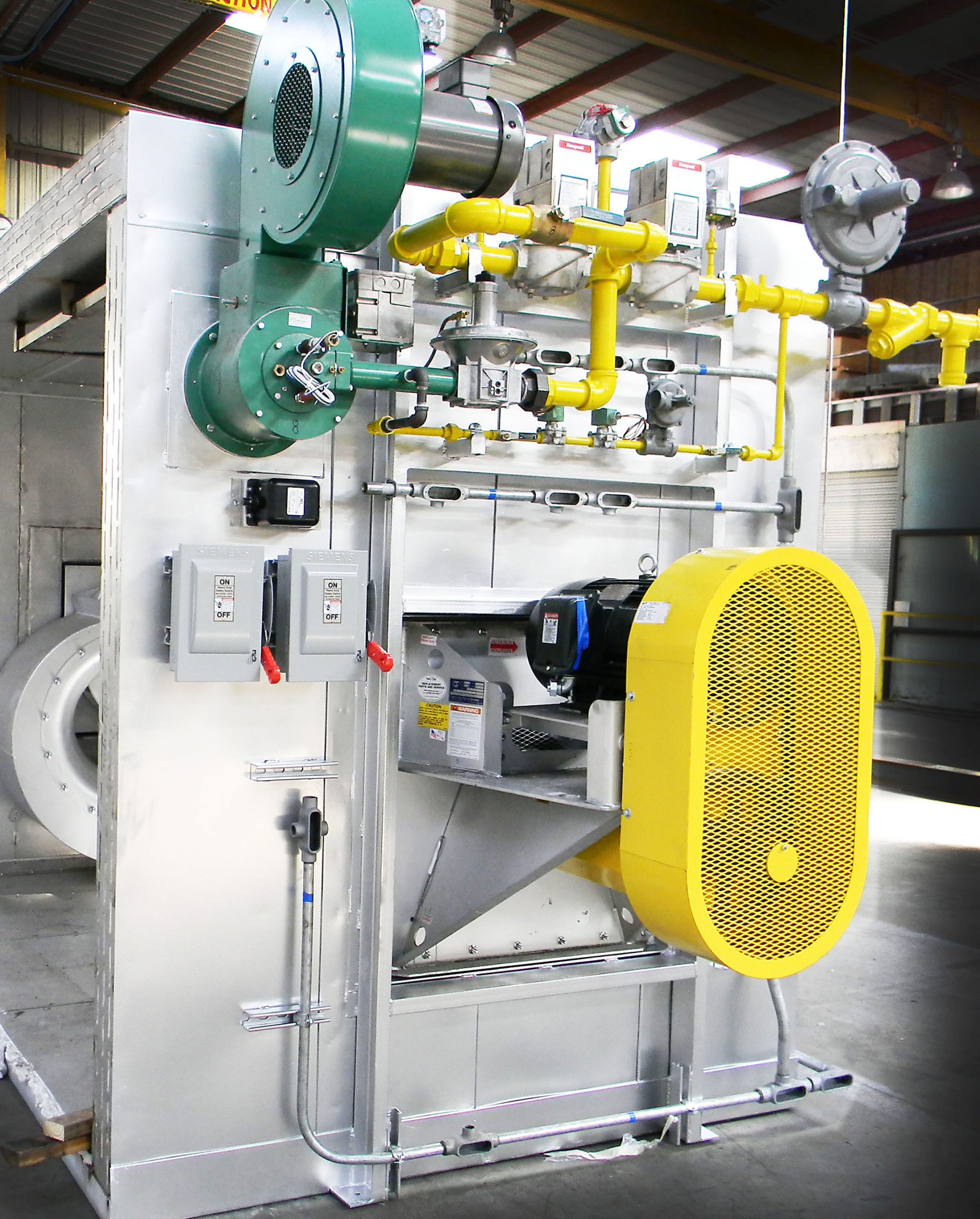
There are many challenges to overcome in metal coating production, as the continuous process needs to meet large throughput demands while allowing multiple slow-curing phases. A pre-painted metal manufacturer approached Epcon to replace its 20-plus-year-old coil coating line with a faster and more efficient system that reduced the curing bottleneck in its process. Our engineering team redesigned the system to a multi-zone continuous conveyor oven design with target peak metal temperatures between 475°F and 500°F and variable operating speeds from 60 to 250 FPMs. The overall scope of the final design included a three-zone prime oven, a four-zone finish oven, integrated thermal oxidizer air pollution control and heat recovery system with primary and secondary heat exchanger, complete air handling ductwork, an advanced PLC (programmable logic controller) system with quality and performance monitoring sensors, and a user-friendly HMI interface.
Each component of the system was designed for optimal efficiency and performance for its individual tasks as well as its role in the overall system. The advanced PLC controls monitor operating parameters, such as temperatures and pressures, throughout the system to achieve targeted zone control set-points and monitor peak metal temperatures to guarantee the process is meeting performance goals. Pre-programmed set-points are saved as for each material type and size to simplify system operation. The control system, from concept through panel build, programming, and custom HMI screen development, is completed in-house at Epcon’s UL Certified shop, so we are able to quickly make adjustments for optimal performance.

Continuous process conditions
In order to enable continuous process conditions with appropriate line speed, the conveyor ovens needed to exceed 60 feet in length. Besides high-energy demands, the issue with excessive oven length presents difficulties in maintaining a uniform temperature, in this case ±3°F, across all sections with a single heating source.
Another challenge is that the curing oven temperature requirements are low in comparison to the high temperatures required for the air pollution control equipment, creating a tremendous temperature gap between the oven exhaust air and the thermal oxidizer’s target temperature of 1,500°F. Continuously raising the process flow from the oven exhaust by more than 1,000°F for the VOC combustion chamber requires an exorbitant amount of operating fuel.
To address the issues of temperature uniformity and high-energy usage across the long curing lines, Epcon’s engineers designed an integrated unit with the custom coil coating ovens and exhaust gas treatment, essentially combining the thermal process and air pollution control equipment into a single system, interconnected by heat exchangers and multivariable process controls.
Removing volatile organic compounds
The conveyor ovens feature internally mounted exhaust plenums connected to a single thermal oxidizer. After leaving the oven, the exhaust air, laden with VOCs, first enters the primary heat exchanger, where it absorbs the heat from the “clean” oxidized air, exiting the thermal oxidizer. The proprietary large diameter tube and shell heat exchangers is a key feature of the Epcon’s Recuperative Thermal Oxidizer integrated into the system. With specially designed baffles that enable turbulent fluid flow and enhance the heat transfer coefficient, raising the air temperature to 950°F-1,000°F. Thanks to the primary heat exchanger, the temperature difference between the combustion chamber inlet and the target temperature is narrowed, causing a significant reduction in operating costs. Any additional heat required is provided by natural gas burners to reach the target temperature in the combustion chamber.
After passage through the primary heat exchanger, the treated “clean” air passes through a secondary heat exchanger, where it warms the coater room exhaust air. Once the ambient coater room exhaust air is preheated to an approximate temperature of 650°F-680°F, it is supplied back to each oven via ducts connected to plenums in each section. These plenums extend throughout the length of the oven, allowing for precise tuning of the oven balance, ensuring a uniform and consistent coating cure.
The ovens are divided into sections separated by automatic doors. The closing and opening of the automated doors enable metal parts to pass between sections with minimal air mixing and heat transfer. Each section of the oven is equipped with a burner and recirculation fans with airflow as a critical design feature as it can influence heat and mass transfer between sections. The unique air handling configuration found in Epcon’s patented designs provides higher velocity strip impingement, resulting in increased coefficient of heat transfer allowing the oven to be operated at lower zone temperature set points while still achieving targeted peak metal temperature. Lower zone temperatures translate to reduced energy costs as well as longer life expectancy of the system due to reduced thermal loads. Equally as important, this improved zone efficiency facilitates increased strip speeds, proven to be as much as 20 percent higher within a given oven size, allowing the new line to exceed the customer’s goal of increased throughput in the production space available. Therefore, the oven uniformity and performance standards are met while significantly increasing processing speeds and saving on operating fuel as well.

Main design parameters
The peak metal temperature and lower explosion limit (LEL) are the oven’s main design parameters and critical variables that must be monitored. The LEL represents the minimum concentration of the volatile organic compounds that will ignite at specific process temperatures. Although VOC oxidization takes place in the thermal oxidizer’s combustion chamber, they are initially generating in the oven, so VOC levels must be monitored and controlled from the origination point until final oxidation. The LEL sensor detects the VOCs’ concentration, and the actuators adjust the openings of various dampers. The exhaust air dampers are programmed in coordination with the hot inlet air dampers, enabling continuous air flow and maintaining a constant pressure within the system. As the LEL and the temperature setpoint values must be achieved and controlled throughout the entire system, strategically placed and highly sensitive thermocouples constantly monitor the systems temperature from the oven, heat exchangers, and oxidizer. Based on transmitted values, control valves automatically regulate the flow of the air and natural gas, with a 20:1 turndown ratio, enabling quick responses when the difference between the setpoint and actual operating temperatures is out of range. The predefined excess air ratio is also maintained at all times to enable complete natural gas combustion, despite fluctuations in the total process volume.
Each burner is equipped with a burner management system. This microprocessor-based system, with built-in purge and pilot timers, is responsible for controlling all combustion-related aspects of the system. The proportion, integral, and derivative gain are precisely determined, so the system’s steady state is achieved in the shortest period with the natural gas combustion, adjusted to meet the setpoint’s temperature range with minimal fuel usage.
Additional features are also integrated into the system controls to efficiently ensure temperature uniformity. For example, custom designed nozzles induce the atomization of air, with specifically engineered ranges to optimize distribution, enabling uniform heat transfer. In addition, recirculation fan locations are determined for optimal heat transfer from the upper section where the burners are mounted to a lower section where the product passes. Each of these elements is independently controlled and adjusted automatically to ensure precise operating parameters are constantly maintained.

Regulating air pollution equipment
As an integrated system, the controls also need to simultaneously monitor and regulate the air pollution equipment. The thermal oxidizer’s essential duty is to reach a setpoint temperature above 1,400°F and to ensure optimal residence time sufficient for complete VOC combustion. The residence time in the combustion chamber is a critical feature within the operating controls. The exhaust air volume flow is regulated by damper openings and fan, adjusted by a variable frequency driver, to keep the residence time in the oxidizer constantly above 1 second. As the exhaust air coming from the oven is preheated in the primary heat exchanger, increasing its temperature to 950°F-1,000°F. The remaining heat demand is supplied by a burner strategically placed from the exhaust airflow to ensure uniform temperature distribution in the oxidizer’s chambers. The natural gas supply and combustion is regulated by a negative feedback control loop, similar to the one used in the oven controls.
Another key factor in performance is in the dimensions and sizing of the thermal oxidizer to accommodate the process flow volumes. Since the exhaust air comes simultaneously from both primary and secondary heat exchangers, the thermal oxidizers’ dimensions must be large enough to meet process requirements. The oxidizer’s cross-section area dimensions are designed to fulfill the air’s turbulent flow, which contributes to uniform temperature distribution throughout the combustion chamber, while maintaining the minimum residence time. Additionally, the strategic burner design in relation to airflow dynamics enables highly efficient heat transfer, resulting in complete VOCs oxidation even in layers located far from the burner.
Air management strategy
Properly managing the air flow throughout the process affects compliance as well as both cure and energy-consumption performance. Employing a cascading air management strategy, drawing air from the coater rooms through the oven and oxidizer systems, minimizes fresh air make-up reducing overall system energy consumption.
As with any industrial manufacturing process, operating safety and hazard prevention are the ultimate concern. Many organic coatings, such as epoxies and polyurethanes, are highly flammable substances that may cause an explosion even under mild temperatures. The VOCs’ local combustion is an exothermal process that causes further temperature rise, chain reactions, and rapid solvent evaporation where more VOCs are produced, potentially causing an explosion. Therefore, the PLC (programmable logic controller) is programmed to shut off the whole system if the oven temperature reaches the upper-temperature limit.
Additionally, the pressure in natural gas pipes is constantly monitored and controlled. A higher gas pressure leads to the excessive instantaneous flow of natural gas and uncontrolled combustion that may cause higher local temperature; while low gas pressure occurrence may result in incomplete combustion, and formation of an extremely flammable byproduct, carbon monoxide (CO). Therefore, both the upper and lower pressure boundary values are defined and closely monitored, triggering a total system shut down to prevent flashbacks and explosions.

Custom-engineered controls system
From metal preparation, coating application, and curing, to emissions compliance and safety measures, a custom-engineered controls system is an essential feature for any metal coil coating line. This “oven/oxidizer combination” design is based on Epcon’s patented systems proven across multiple installations at coil coating facilities around the globe. The thermal recycling and custom engineered systems that manage the airflow throughout the process translate to reduced energy costs, while enhancing emission compliance and performance. Before shipment of the equipment to customers, Epcon’s team conducts a full controls test, adjusting specialized tuning based on required setpoint temperatures and a particular range of process variables and inlet values. In addition, once installed, our in-field commissioning teams work with the system in operation to ensure all targets are precisely met. Together, the design of the air management system, PLC, remote sensors, and custom programming results in an integrated solution that delivers easy-to-manage and integrated system controls. Every thermal process application across industries has unique challenges and specific operating parameters. The best way to ensure the successful and safe operations of thermal processing equipment is to invest in a quality controls system.



















 general practice for CQI-9 and AMS2750E")





