







Retort-based nitriding and ferritic nitrocarburizing have been around a long time. Modern day challenges include providing known, repeatable hardness and surface case structures with the lowest possible investment and cost. While combining these factors may be difficult for equipment manufacturers, experience in designing equipment for challenging applications helps ensure meeting customer requirements. Here is a detailed look at Seco/Warwick’s use of advanced automation, ZeroFlow control technique, and reliable furnace equipment designs for the production of gears for diesel engines used in trucks, buses, construction machines, boats, and other industrial applications.
Automated, high-volume system design
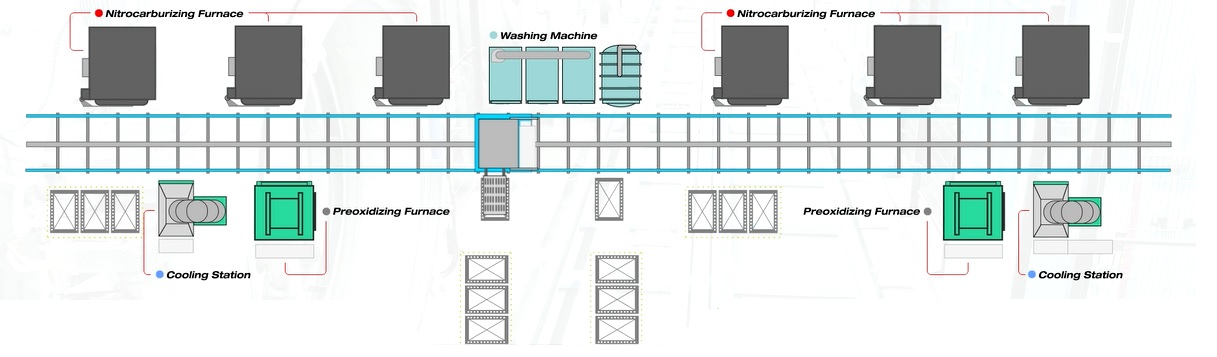
Seco/Warwick supplied nitrocarburizing technology using its ZeroFlow method in 2013 (Figure 1) for an automated thermal treatment line for the production of a variety of gears. The line consisted of six large, front-loaded retort-style batch furnaces, a four-chamber vacuum washer, two furnaces for pre-activation in air, additional post cooling of the furnace charges, and an automatic robotic loader/unloader, which ensured charge transport within the system (Figure 2). The automated line also included safety monitoring. System work-space dimensions were 32 inches wide x 32 inches high x 60 inches long with a gross workload capacity of 4,400 pounds, which enabled a production rate of more than 2,000 pounds of gears per hour. Good equipment design and use of ZeroFlow control technology resulted in a successful project.

Design features
ZeroFlow control technology enables precise control of the nitrocarburizing process, while using a minimum amount of ammonia. The carbon-carrier medium in this instance comes from methanol. Endothermic atmosphere, methane, propane, CO, and CO2 are some other gases used for nitrocarburizing.
Historically, most gas nitriding (or nitrocarburizing) has been performed in a retort-style chamber. This enables holding the ammonia at an elevated temperature and controlling its release only via a controlled exhaust. Seco/Warwick has decades of experience with these retort systems, including horizontal retorts, vertical pit retorts, and bell-type vertical retorts. All of these furnaces have common design elements, such as a high nickel-content alloy retort to reliably contain the ammonia atmosphere at an elevated temperature without leaking. The retort must also provide a long service life and withstand detrimental gases and temperature cycling as well as continual thermal expansion and contraction. Another common feature in these systems is recirculation fans that mix the atmosphere and provide convection to assist with heating the load.
Vacuum purging is an optional feature to cut cycle time, save gases, and offer additional flexibility, which makes system tightness even more critical and design even more complex. Both horizontal and vertical loading systems can use vacuum purging.
Role of convection
Gas nitriding (and the related nitrocarburizing) is a complex process. While there have been many process advancements in this area over the years, the combination of various gas reactions and understanding equipment design still present a challenge. Convection plays a significant role in nitriding and nitrocarburizing.
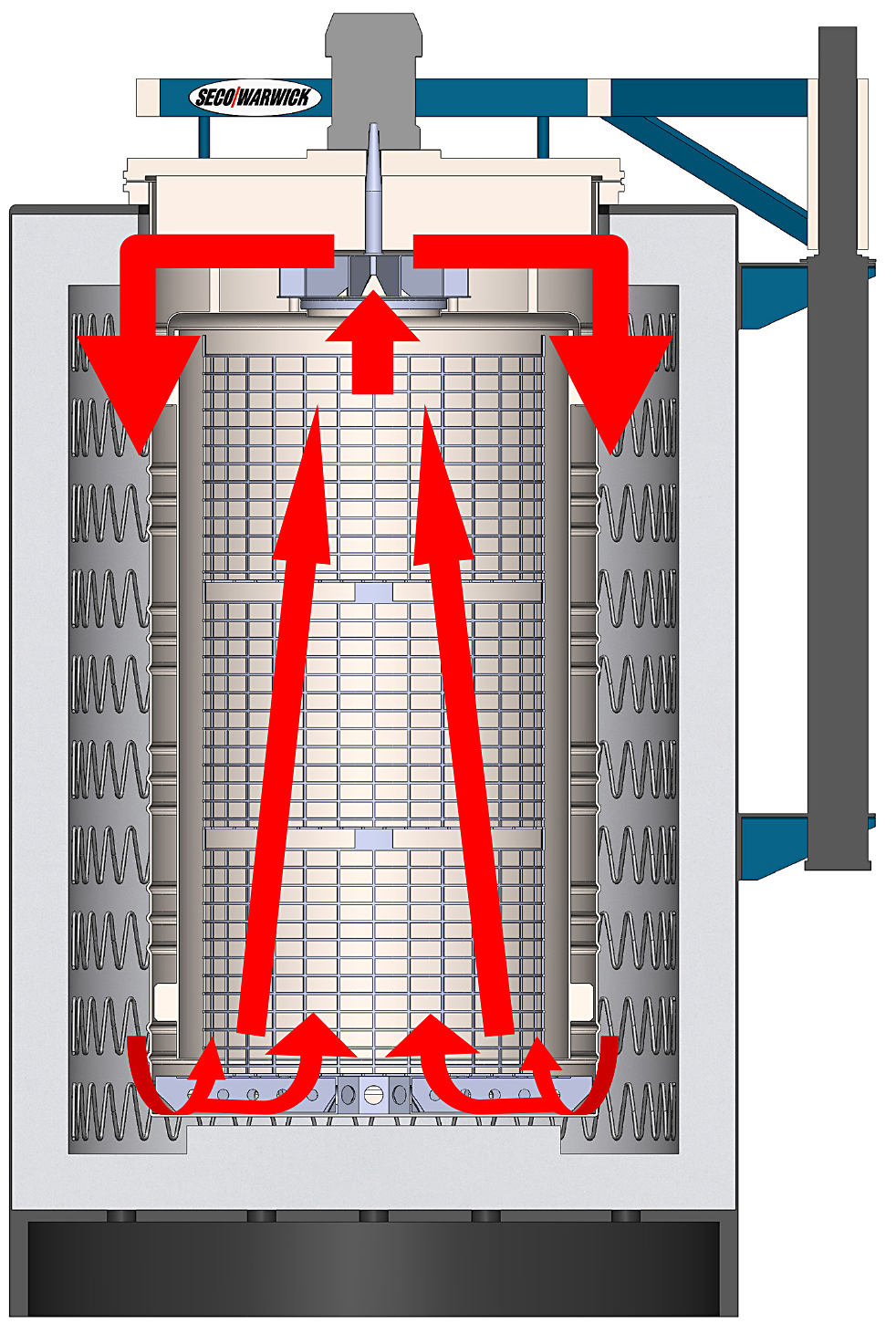
Using dense workloads is the most cost-effective way to heat treat. Getting the workload up to temperature is important, but because gas nitriding is a fairly low temperature process (below 600°C), radiation does not play a significant role in heating a dense load. Also, because nitriding reactions at the metal surface are temperature dependent, all parts must be at the same temperature so that they have the same time-temperature history. This requirement makes equipment design critical. Figure 3 shows a typical flow schematic of a convection system performing well. The equipment designer must make trade-offs between cost, performance, productivity, and quality. However, for gas nitriding, it is not practical to take shortcuts in design for proper convection. Therefore, a fan is not only used for mixing, but it is also used to guide flow to maximize heat transfer from the heated retort walls to the entire load in a uniform manner.
Mixing gases in the load
Dense loads also require aggressive mixing of the gases to maintain nitriding and carbon potentials at the surface of the metals at the required levels [1]. Systems with only a mixing fan are not as effective. As hot gases react with the metal surfaces, their compositions change. Therefore, proper, aggressive mixing within the workload is crucial.
ZeroFlow control senses the changes in overall gas composition and efficiently adjusts the nitriding potential. It is important to have a means to continuously measure the variation in nitriding potential at the sample point in the furnace using a gas-analysis system and make automatic adjustments. Proper convection and mixing ensures that the sample point sees the change in nitriding potential quickly and makes timely adjustments to the gas mixture. It is crucial that the sample point accurately reads the condition of the gases because it is necessary to adjust the nitriding potential at the part surface during heat treating. Ammonia dissociates during the metal surface reactions, and nitrogen (as well as carbon in the case of nitrocarburizing) diffuses into the steel. So, a fresh atmosphere with the correct nitriding potential must be available at the surface. Precise layer control has been demonstrated, especially in the longer second stage transport mechanism, under ZeroFlow adjustment.
Significantly, ZeroFlow control simplifies managing the nitriding process. The control system manages the correct parameters to deliver repeatable results regardless of the workload size (small, light load or heavy, densely packed load).
With ZeroFlow, only a single gas (raw ammonia) is used. Calculations of how to add a carrier gas, required in older-style systems using nitrogen or dissociated ammonia two-part gases, are not required (see Reference [4] for a discussion of nitriding processes). The simplicity means that no extensive support from the furnace supplier is required to properly nitride, and recipes become repeatable, regardless of load size.
Zeroflow control saves gas and reduces emissions
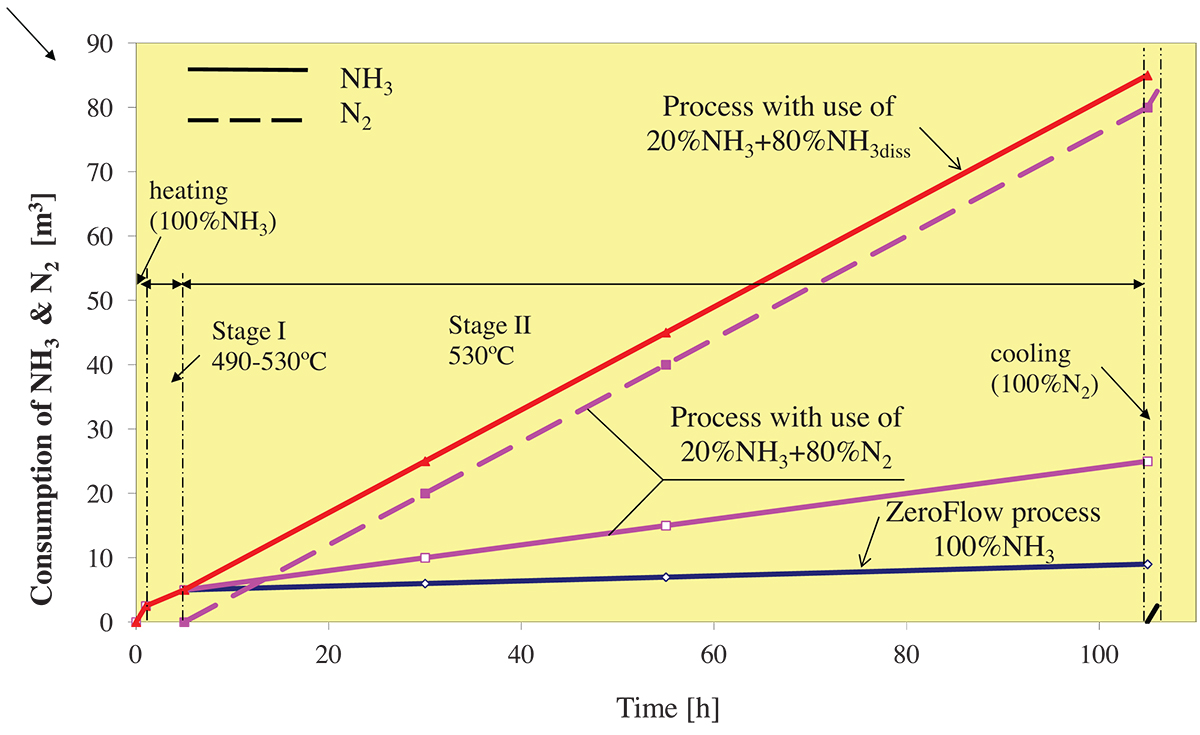
Over the years, much has been learned about nitriding (and nitrocarburizing), mainly that nitriding potential must be adjustable to control various reaction kinetics that occur at the steel surface. To control and “mold” the desired nitrogen transport into the steel, methods were developed to adjust or maintain the nitriding potential, which is always changing if no control method is used. Initially, dissociated ammonia (75-percent hydrogen and 25-percent nitrogen) was used [2] and its percentage adjusted together with simultaneously flowing raw ammonia gas into the retort. As nitrogen became less expensive, only nitrogen was flowed with raw ammonia gas as a dilution method to adjust nitriding potential [3]. These processes worked (although they created a more complex non-equilibrium process), and the extra gases used were not a major concern. Today, using extra process gas is a concern and is an added expense (Figure 4).
Use of less ammonia means less storage and less ammonia emissions as well. Seco/Warwick’s advanced systems offer less gas use, lower emissions, good convection design, and high-quality construction. A retort-based system also offers options to add cooling and to use vacuum to speed purging air and save on using expensive gases.
Cooling the load and vacuum purging
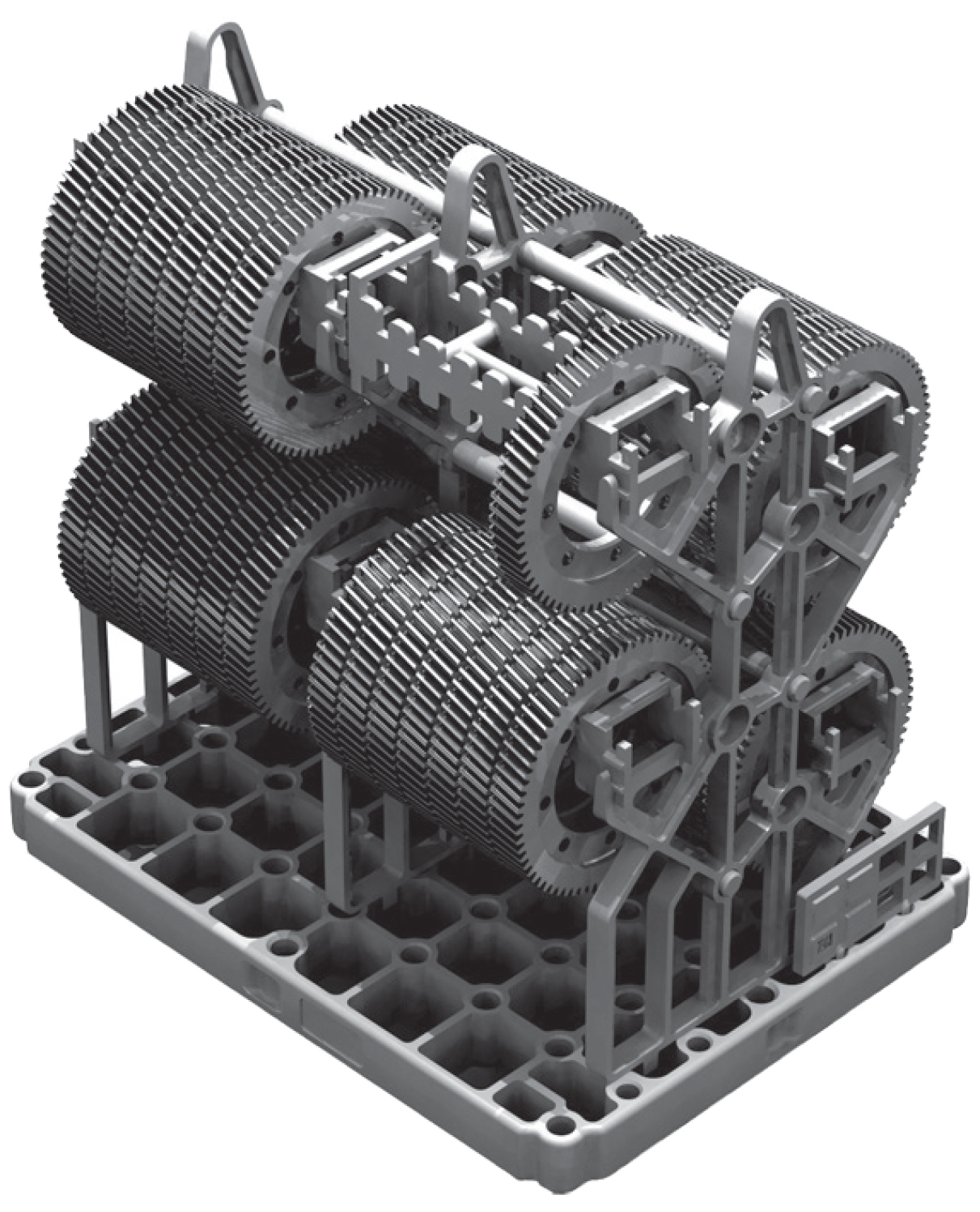
Vacuum provides a method to purge air at the beginning and end of the cycle. Seco/Warwick developed options to speed the cycle via cooling options. The vacuum-purging option is often chosen to save time and further reduce gas consumption and emissions. Retort and system design are important to allow for constant vacuum pressures. Many factors go into keeping retorts leak-free, but mainly correct alloy selection, allowance in the design for continual thermal cycling, and proper design to support the heavy gross load. The retort also commonly supports the load, further complicating the design. Seco/Warwick designed horizontal and vertical loading retorts that handle fairly heavy loads, allow for thermal expansion, and provide long service life (Figure 5).
Cold air added to the outside of the retort cools not only the retort, but also the furnace portion (elements, insulation, etc.) outside of the retort. This, in turn, cools the load via high convection flows inside the retort, removing heat from the workload and transferring it to the retort walls to be cooled indirectly. While this cooling method is good without the use of water, production can be further improved by directly cooling the hot gases, such as by Seco/Warwick’s turbo cooler — an external heat exchanger. This system uses a high-volume fan enclosed in a pressure-tight system to remove hot gases from the retort, pass them through a high-efficiency heat exchanger, and return cold gases to the retort. Heat exchangers are typically water-cooled bundles of finned tubing, such as those used with vacuum quenching cooling systems. The result is an approximate 50-percent reduction in the cooling times, depending on the desired heat removal. In the end, the system is ready faster for the next load to be heat treated, yielding higher production rates.
Case history: Process and results
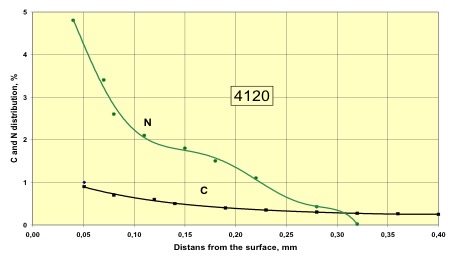
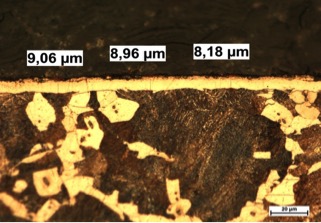
The system referred to in Figure 1 and Figure 2 went online in 2014 and is currently operating at full capacity, while meeting the stringent requirements of the automotive industry. It achieved the planned production goal of 1 million gears per year with 99-percent process reliability and 98-percent equipment availability. It has worked continuously with one maintenance break a year. Heat-treated parts meet specification requirements in terms of thickness and hardness of the nitrocarburized layer, structure of the compound layer, and porosity. No deficient gears were found during normal operation. Moreover, fatigue properties improved by about 50 percent (Figure 6 and Figure 7). The heat treating line also achieved desired operation parameters including an 80-percent reduction in the consumption of ammonia from that consumed using the previous method to nitrocarburize (from 160 metric tons per year to 20 metric tons per year). At the same time, only 1 m3 of methanol is used as the carbon source in exchange for the total elimination of fuel and process gases (methane and propane). The unit cost of heat treatment using the system was reduced significantly by going to an automated batch cell versus a continuous furnace method. This modern heat treating system plus ZeroFlow control also eliminated any environmental, safety-related, and emission of hazardous gases (NOx) issues.
References
- Maldzinski L., Liliental W., Tymowski G., Tacikowski J.: “New Possibilities of Controlling the Gas Nitriding Process by Utilizing Simulation of Growth Kinetics of Nitride Layer” Surface Engineering, 1999, Vol. 15, No. 5, s. 377–384.
- Floe CF., “A study of the nitriding process” Transactions, American Society for Metals, Vol. 32, 1944 p. 134-149.
- Sorokin, Yu. V., Minkevich, A.N., “Nitriding steel in a mixture of nitrogen and ammonia,” MiTOM, 1966, 5, p. 49-52.
- Maldzinski L.: “Controlled Nitriding using a Zeroflow process,” Heat Treating Progress, August 2007, Vol. 7, Number 5, p. 53-57.



















 general practice for CQI-9 and AMS2750E")





