








There are many demands for precision manufacturing of steel components. Heat treatment is a critical step in nearly all manufacturing processes to achieve required part performance properties, including strength and fatigue properties. Manufacturers also want to extend component service life, and heat treatment is a necessary process to reach that goal.
Technology is used to ensure that manufacturing processes allow for tight tolerances to meet design requirements. Tolerances are also being tightened for properties resulting from heat treatment, such as hardness variation, case depth range, and microstructural variation. Heat treatment systems and procedures are established to ensure metallurgical results are achieved to meet specification requirements for the parts produced. Heat treating processes present operating challenges with high furnace temperatures, critical atmospheres, and corrosive environments; equipment and controls are put to their test in these harsh applications.
Importance of process control
To maximize quality, steps must be taken in all heat treating processes to ensure that time, temperature, and atmosphere are not compromised. A good example is carburizing in a gas atmosphere to provide an effective case hardness and depth. An oxygen probe is used for in‐situ monitoring of the furnace atmosphere, measuring the “lack” of oxygen in the atmosphere. This calculation uses an EMF (in millivolts) generated by the probe, which is created by the partial pressures of oxygen, carbon monoxide (CO), and temperature to calculate the percent carbon available to the surface of the workpiece. For carburizing, the atmosphere must be rich in carbon and at a suitable temperature to allow carbon to be transferred to the surface and diffused into the part. Carbon activity at the surface and diffusion rate are calculated based on atmosphere, material type, and temperature.
CO present in the atmosphere is the most significant source of carbon to the part to develop the proper case hardness and depth. It is critical that the CO content of the furnace atmosphere is maintained and consistent for control instruments to make accurate calculations. Proper levels of CO and hydrogen (H2) are maintained continuously using a fresh source of prepared atmosphere, enriching gas (usually natural gas), and air, providing a carbon-rich atmosphere that can be controlled to a specific carbon activity.
Prepared atmospheres having a composition of 40 percent H2, 40 percent N2, and 20 percent CO are commonly produced using endothermic generators and nitrogen-methanol mixing systems. With a consistently prepared atmosphere, CO remains stable and measurements of carbon potential are calculated based on values of carbon dioxide (CO2) and oxygen (O2). These are the common control process variables used today. Furnace oxygen probes are connected to a control instrument that calculates percent carbon assuming that one of the components of the atmosphere has a consistent source of CO. Therefore, maintaining a consistent prepared atmosphere is critical for successful operation of process controls.
Today, control technology enables adjusting the CO, generally known as the CO factor (COF) or process factor (PF), correlated to the percent carbon calculation. This correction factor (COF/PF) is set to ensure that the probe is accurately calculating the carbon potential. There is debate regarding COF/PF adjustments in the heat treating industry. The most important factor regarding these settings is the precision, repeatability, and accuracy of the process to produce quality results.
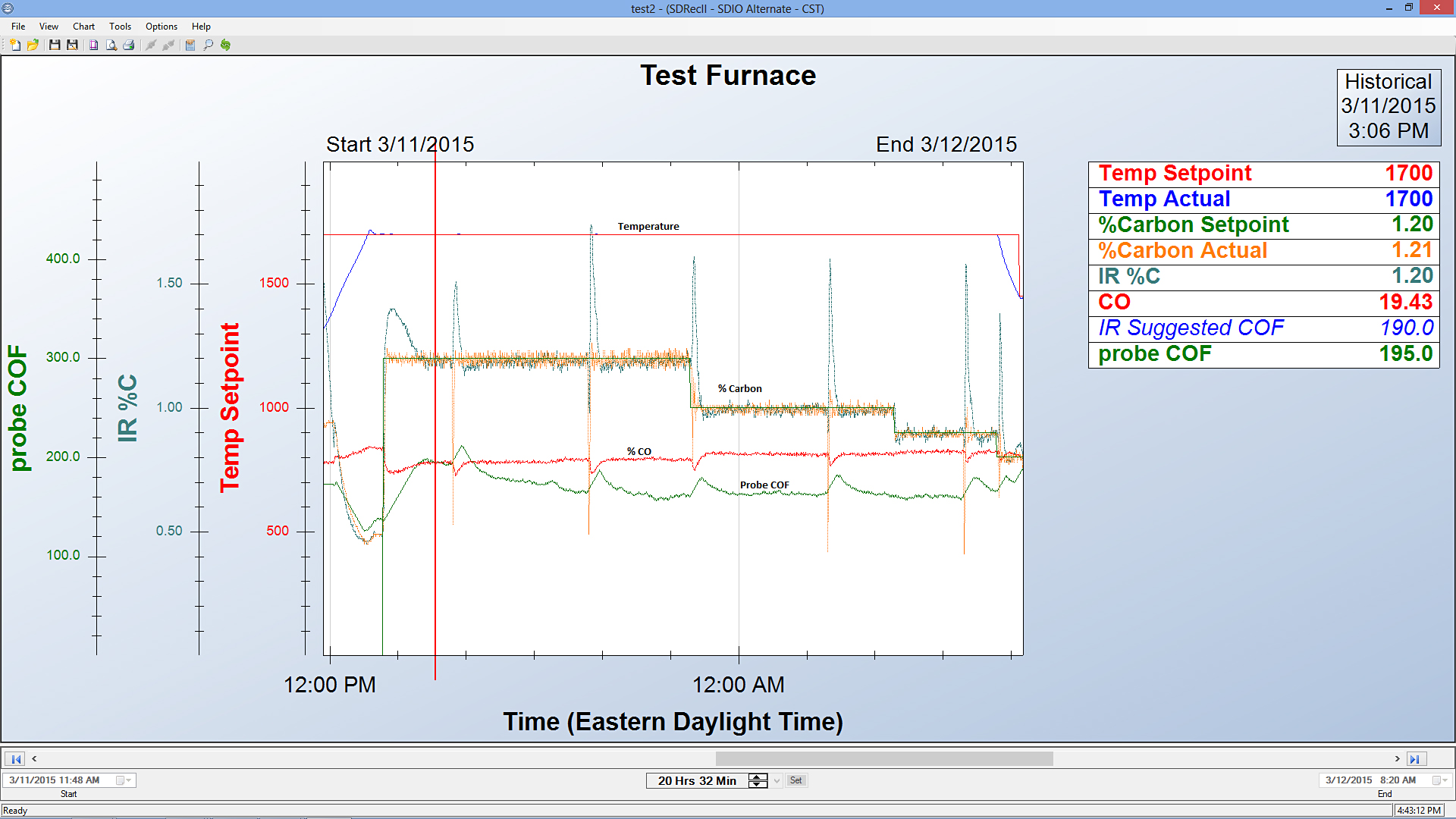
Atmosphere composition — independent of the probe reading — is monitored and used to improve the accuracy of the carbon calculation using only the probe input. This is performed by adjusting the correction factor (COF/PF) configured in the atmosphere-control instrumentation. Historically, the adjustment process has been intermittent using atmosphere sampling methods, including dew point, nondispersive infrared (NDIR) three-gas analysis, shim stock, carbon bar, and coil resistance. More recently, manufacturers are requiring continuous atmosphere monitoring and adjustment. Continuously sampling the gas and making adjustments to the COF/PF is implemented using a dedicated gas-monitoring system. The focus is on three main gases — CO, CO2, and CH4 — which are the larger components of the furnace atmosphere and have the most significant impact on the carbon present. Using NDIR cell technology, major atmosphere components are monitored to provide an additional carbon potential reading, which is independent of the calculation provided by the in-situ probe. Data are used to provide real time feedback to the control instrument. The COF/PF is adjusted based on the three-gas reading. The control feedback loop uses multiple technologies to create the most precise atmosphere control available today (as illustrated in Figure 1).

Summary
An oxygen probe plus NDIR control creates an opportunity to maintain the most accurate carbon control levels by adjusting the controller calculation. When performed in real time with the carbon probe, variations are quickly accounted for, delivering precise control and leading to proper metallurgical results with reduced labor and furnace time. Figure 2








 general practice for CQI-9 and AMS2750E")





