







Stress relief and tempering are important processes, but they are still conducted much as they have been for the past 50 years. However, advanced equipment designs are available from Pyromaitre that permit these processes to be conducted in a fraction of the time than was formerly required, producing substantial improvements in productivity, cost, and energy savings.
In this paper “rapid” stress relief and tempering processing will be discussed, along with the equipment used to accomplish these benefits. In addition, the use of a simulation program for equipment selection and use will be described. The key words in this article are: heat treatment, temper, and equipment. Introduction
Rapid heating is defined as “any heating method that accelerates conventional furnace heating” [1]. Heat transfer rates of up to 30 times those achieved in conventional convection furnaces are possible [2]. In the past, rapid heating technology has been applied primarily to the forging industry where steel is heated to 1000-1250°C (1830 ‚ 2280°F), and it is much less commonly encountered in the heat treating industry.
Although rapid heating is enjoying increased use for stress relieving, the use of rapid heating technology is still in its infancy for tempering processes. In this paper a brief overview of stress relieving and tempering will be provided; high-speed convection and temperature uniformity will be addressed and, finally; selected examples will be provided.
The Stress Relieving Process
Stress relieving is typically used to remove residual stresses which have accumulated from prior manufacturing processes. Stress relief is performed by heating to a temperature below Ac1 and holding at that temperature for the required time to achieve the desired reduction in residual stresses. Then the steel is cooled at a sufficiently slow rate to avoid formation of excessive thermal stresses. No microstructural changes occur during stress relief processing. Nayar recommends heating to [3]:
• 550-650°C for unalloyed and low-alloy steels;
• 600-700°C for hot-work and high-speed tool steels.
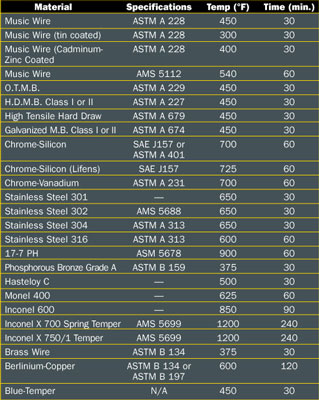
These temperatures are above the recrystallization temperatures of these types of steels. Little or no stress relief occurs at temperatures < 260°C, and approximately 90 percent of the stress is relieved at 540°C. The maximum temperature for stress relief is limited to 30°C below the tempering temperature used after quenching [4]. Stress relieving results in a significant reduction of yield strength, in addition to reducing the residual stresses to some “safe” value and crack-sensitive materials. Typically, stress-relieving times for specific alloys are obtained from standards such as those listed in Table 1 [5-7]. The stress-relieving times shown in Table 1 were developed for conventional convection heated batch ovens. With rapid stress-relieving technology, the total stress relieving time for 16 mm diameter CrSi wire can be reduced to 10 minutes or less.
Among others, an expression used in evaluating the stress relief of spring steels is the Larson-Miller equation [5-8]: P = T (log t + 20) / 1000.
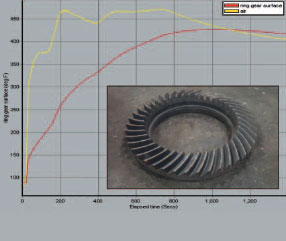
Software (Pyromaitre’s Pyrograph) has been developed which has utilized the Larson-Miller equation to model production heating requirements for high-speed stress relieving oven selection. A typical example of the output is shown in Figure 1.
Tempering
When steel is hardened, the as-quenched martensite is not only very hard but also brittle. Tempering, also known as “drawing,” is the thermal treatment of hardened and normalized steels to obtain the desired mechanical properties which include improved toughness and ductility, lower hardness, and improved dimensional stability. During tempering, microstructure modifications (carbide decomposition and martensite alterations) allow hardness to decrease to the desired level. The extent of the tempering effect is determined by the temperature and time of the process [9,10]. Table 3
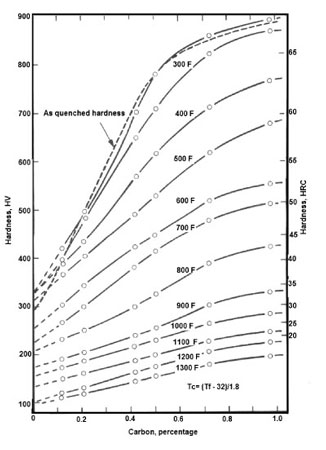
The tempering process may be conducted at any temperature up to the lower critical temperature (Ac1). Figure 2 illustrates the effect of carbon content and tempering temperature on hardness of carbon steels [10]. The specific tempering conditions selected are dependent on the desired strength and toughness.
Typically, tempering times are a minimum of approximately one hour. Thelning has reported a “rule of thumb” of one to two hours/inch of section thickness after the load has reached a preset temperature [4]. After heating, the steel is cooled to room temperature in still air. The recommended tempering conditions, in addition to recommended heat treating cycles, for a wide range of carbon and alloy steels is provided in SAE AMS 2759.
Tempering times and temperatures may also be calculated by various methods. One of the more common methods is to use the Larsen-Miller equation discussed above. Alhough originally developed for prediction of creep data, this equation has been used successfully for predicting the tempering effect of medium/high alloy steels [11].
High Speed Convection
Tempering may be performed in convection furnaces, salt baths, or even by immersion in molten metal. Among these, convection furnaces are the most common, and it is important that they be equipped with fans and/or blowers to provide for uniform heat transfer when heating the load. Typically, convection tempering furnaces are designed for use within 150°C-750°C.
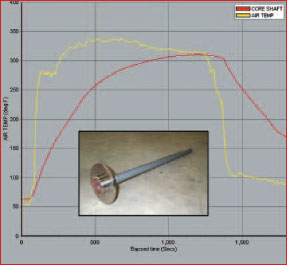
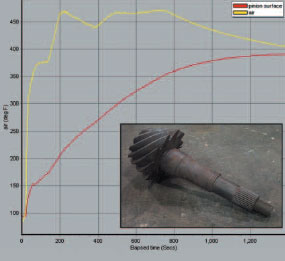
One of the most important and critical deficiencies of most conventional stress-relieving and tempering ovens is the actual temperature non-uniformity of the material being heated. This is illustrated in Figure 3, where it is shown that the actual temperature of the part depends on its placement in the basket in the oven. Table 3
A high-precision oven requires not only uniform temperature, but also uniform heat transfer. Rapid heat transfer is achieved by the use of turbines. However, this is not sufficient for uniform heat transfer, which is achieved by the number of turbines used and their position, the shape of the heating chamber, and placement of the component on the belt to optimize surrounding air flow. Therefore, both the heating velocity and the temperature uniformity of the part is optimized in the Pyro systems.
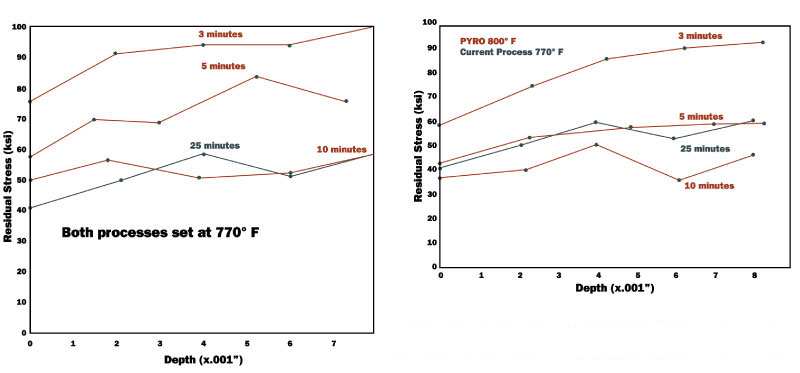
It is important to note that optimal stress relief for a given material is not a fixed value of one specific time and one specific temperature, as suggested in Table 1. This is illustrated by x-ray diffraction data shown in Figure 4 [5-7]. These data show that five minutes at 800°F is equivalent to 770°F using a Pyro high-speed stress relief oven. Also, 10 minutes at 770°F in the same Pyro high-speed stress-relieving oven is equivalent to 25 minutes in a conventional in-line oven at the same temperature.
Pyrotemp Tempering Simulation Software
Pyrotemp software is an integration of the tempering calculator, shown above, and the pyrograph heat transfer software, discussed above. Pyrotemp software is tempering science and heat transfer science brought on the shop floor. Pyrotemp is initially used to select proper equipment, and then to set it up to its maximum operating efficiency. Table 4
Currently, various high-speed tempering processes have been successfully tested and/or developed using Pyro ovens. These include automotive axles, hypoid gears and CV joints, bearing races, connecting rods, and sickle blades. Table 5
Conclusions
In this paper, an overview of the metallurgy of stress-relieving and tempering has been provided. This discussion included a brief review of methodologies used at the present time to calculate stress-relief and tempering times. It was shown that, although soaking times and temperatures were generally fixed by the steel chemistry, substantial reductions in process times can be achieved by accelerating the heat-up time by designing more efficient heat transfer between the heated atmosphere and the load by using high-speed convective, turbulent flow, which also provides for significant improvements in temperature uniformity throughout the load. The use of a heat transfer simulation (Pyrotemp) to facilitate the process design was described. Selected examples illustrating successful high-speed stress relief were also provided. From this discussion, it is clear that substantial process design efficiency and property improvements which utilize less floor space and provide for greater production productivity are possible using a high-speed stress relief or tempering process.
References
1) N. Fricker, K.F. Pomfret, and J.D. Waddington, Commun. 1072, Inst. Of Gas Engineering, 44th Annu. Meeting, London, Nov. 1978.
2) G.E. Totten, G.R. Garsombke, D. Pye, and R.W. Reynoldson, “Heat Treating Equipment,” in Steel Heat Treating Handbook, eds. G.E. Totten and M.A.H. Howes, 1997, Marcel Dekker, Inc., New York, NY, p. 293-481.
3) A Nayar, The Metal Databook, “Chapter 3.4-Heat Treatment of Steel,” 1997, McGraw-Hill, New York, NY.
4) K-E. Thelning, “Chapter 5-Heat Treatment-General,” Steel and Its Heat Treatment ‚ Second Edition, 1984, Butterworths, London, p. 207-318.
5) M. Grenier and R. Gingras, “High Speed Stress Relief,” Proceed. SMI Tech. Symp., Chicago, IL, 1999, May, p. 125-128.
6) M. Grenier and R. Gingras, “Advances in High Speed Stress Relief,” Proceed. SMI Tech. Symposium, Chicago, IL, June 2001, p. 100-103.
7) M. Grenier, “High-Speed, High-Precision Stress Relieving,” Springs, 2002, Vol. 41. No. 5 (October), p. 68-71.
8) A.K. Sinha, Ferrous Physical Metallurgy, “Chapter 10-Basic Heat Treatment,” 1989, Butterworths, Boston, MA, p. 403-440.
9) M.A. Grossmann and E.C. Bain, “Chapter 5-Tempering After Quench Hardening,” Principles of Heat Treatment, 1964, American Society for Metals, Metals Park, OH, p. 129-175.
10) G. Krauss, “Tempering of Steel” in Steels: Heat Treatment and Processing Principles, 1990, ASM International, Materials Park, OH, p. 206-261.
11) D.J. Naylor and W.T. Cook, “Heat Treated Engineering Steels,” Materials Science and Technology, 1992, Vol. 7, p. 435-488.
12) R. Gingras, ‘”The Tempering Calculator” Paper, presented at ASM MS&T 2005.



















 general practice for CQI-9 and AMS2750E")






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}