







Traditional gear heat treatment involves gas carburizing in batch or continuous furnaces for an extended time, and then oil quenching. The gears are typically low temperature furnace tempered for a minimum of one hour at temperature. After carburization the carbon contents of the case region are typically within the range of 0.7-1.0 percent C. Surface hardness range is 58-63HRC. Post heat treat processing may include grinding and shot peening to improve fatigue strength.
Over the years gear manufacturers have gained knowledge about improving the quality of heat-treated parts using lean and environmentally friendly technologies such as induction hardening that can be easily automated and incorporated into manufacturing cell, allowing individual gear traceability. Gear performance characteristics (including load condition and operating environment) dictate the required surface hardness, core hardness, hardness profile/pattern, residual stress distribution, grade of steel, and its prior microstructure [1-3].
Encircling inductors (spin hardening) are typically used for medium- and fine-sized teeth gears suitable for induction hardening. A major goal of induction gear hardening is to provide a fine-grain martensitic layer on specific areas of the part. The remainder of the part is unaffected by the induction process. Hardness, wear resistance, contact fatigue, and impact strength increase, improving load-carrying capacity to handle higher speeds and torques. Another goal of induction gear hardening is to form considerable compressive residual stresses at the surface and within the case depth. Compressive stresses help inhibit crack development and resist tensile bending fatigue. External and internal spur gears, worm gears, racks, shafts, and sprockets are among the parts that are routinely induction hardened.
There was a commonly accepted belief that not all gears and pinions are well suited for a conventional induction hardening. Hypoid and bevel gears, spiral bevel automotive, and commercial pinions as well as noncircular gears used to be induction hardened rarely because of their geometric complexity, so they were typically carburized. Recent developments have changed this situation.
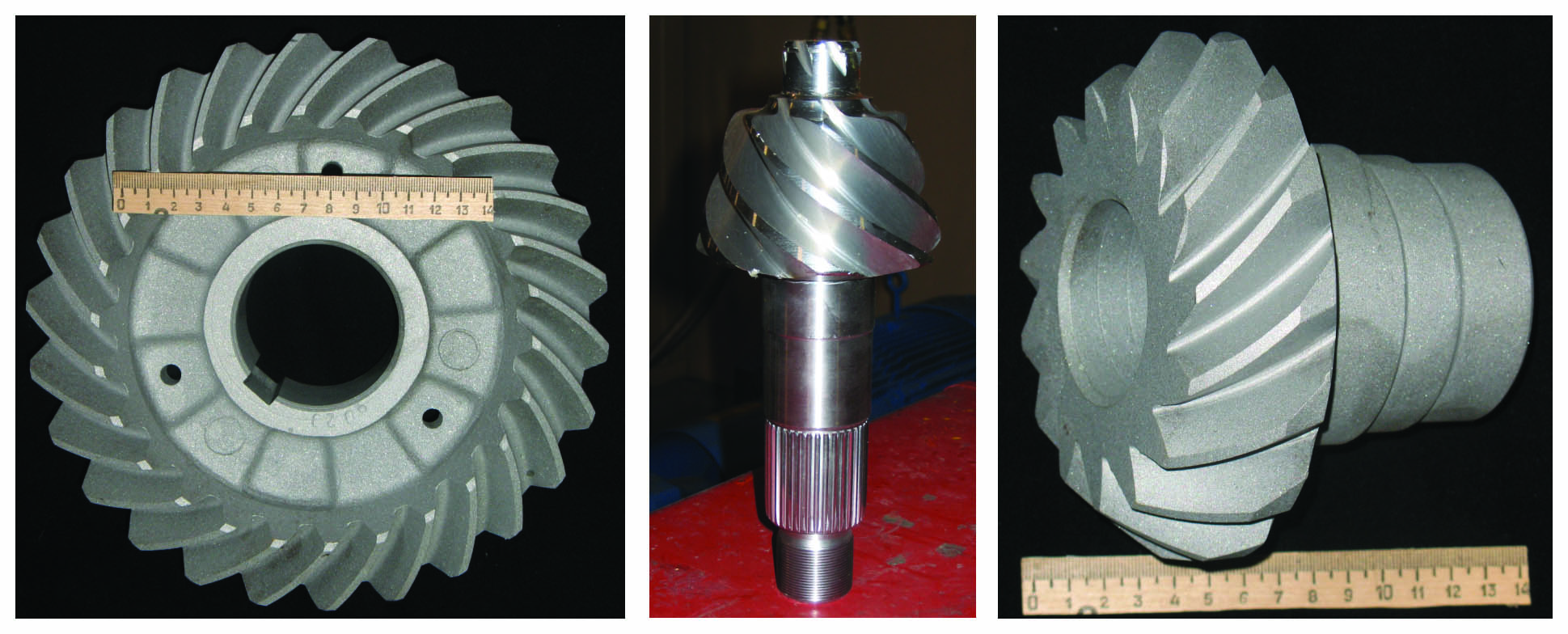
As an example, Figure 1 shows three examples of surface hardened gear-like components using induction. Helical bull gears, spiral bevel gears, journal crosses, crown wheel-style hypoid ring gears, bearings, and helical side gears are also among components that have been successfully induction surface hardened using novel technology.
Novel Developments
The Michigan-based ERS Engineering Corp. has worked with its European partners to develop unique steel metallurgy and processes that allow the replacement of carburizing with induction hardening for a wide range of complex-shaped components, including parts previously thought to be impossible to induction harden. Inductoheat has been chosen by ERS Engineering to be their exclusive manufacturer of induction heat-treating systems for TSH technology in the North American market.
TSH technology is a synergistic combination of low hardenability (LH) advanced steels and superior induction hardening techniques. TSH steels were successfully used in Europe for more than a decade. However, recent breakthroughs in further excelling TSH steels substantially widens the range of their applications. TSH steels can be substituted for more-expensive standard steels typically used for conventional induction hardening or carburizing grades.

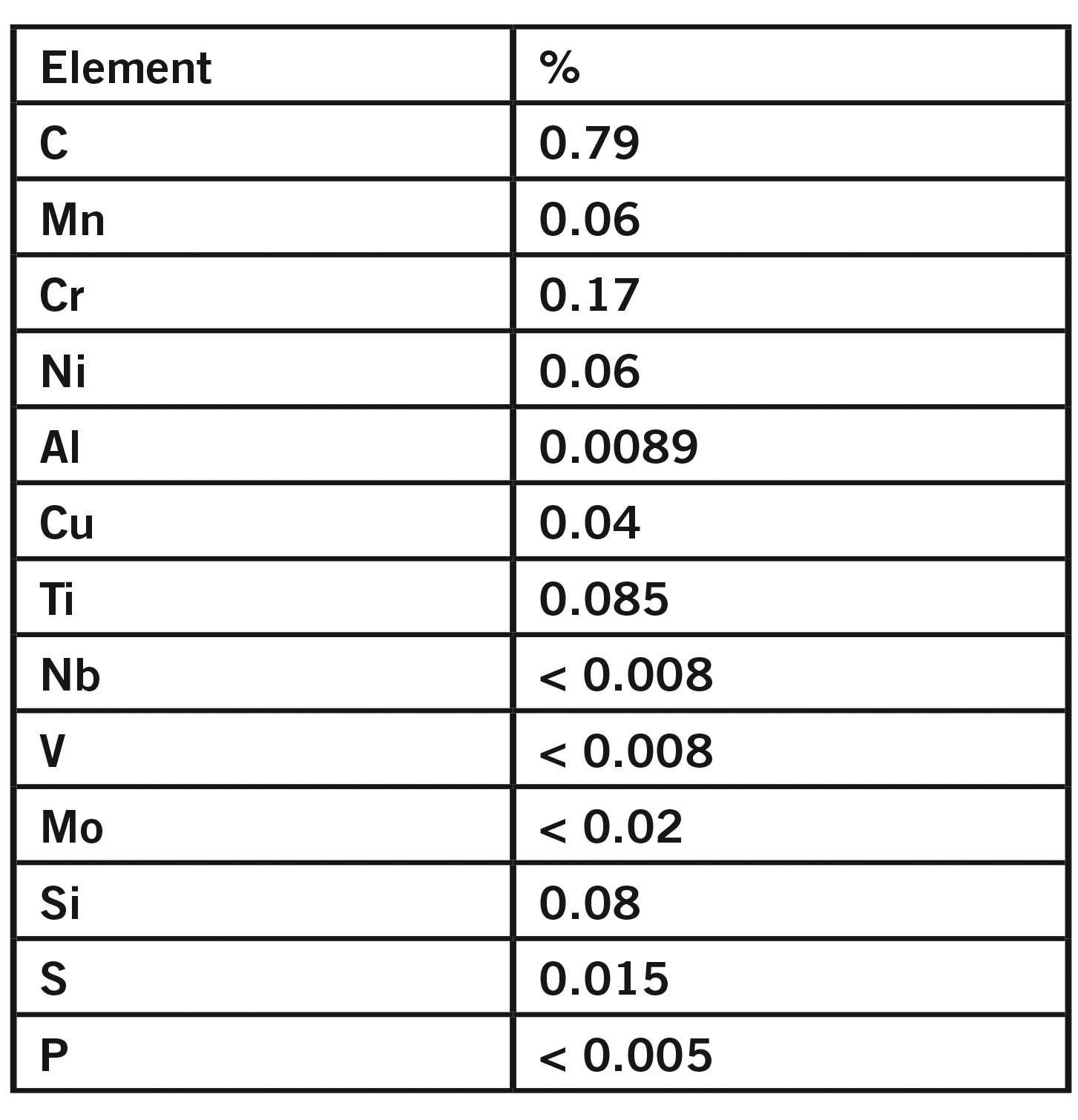
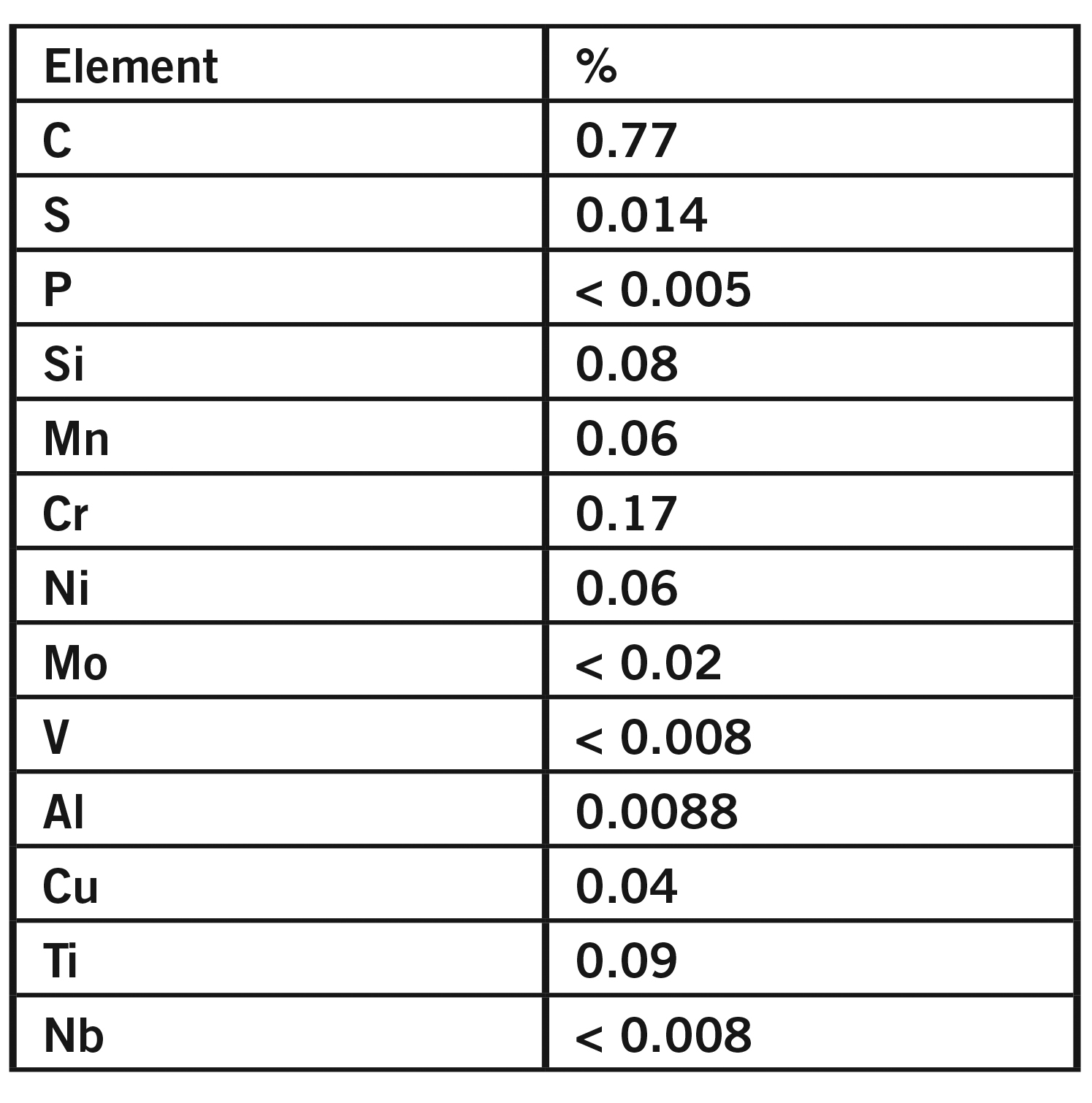
TSH steels are characterized by reduced tendency for the grain growth during gear heating into the hardening temperature range, and they have significantly less alloying elements such as manganese, molybdenum, chromium, and nickel, making them less expensive than the majority of conventional alloy and low alloy steels. Their chemical composition and process specifics provide fine-grain martensite with extremely high compressive stresses at the tooth surface and within the case depth. Different applications may call to slightly different steel chemical compositions and process recipes. As an example, Table 1 shows two of the most typical compositions of the TSH steels (60LH and 80LH).
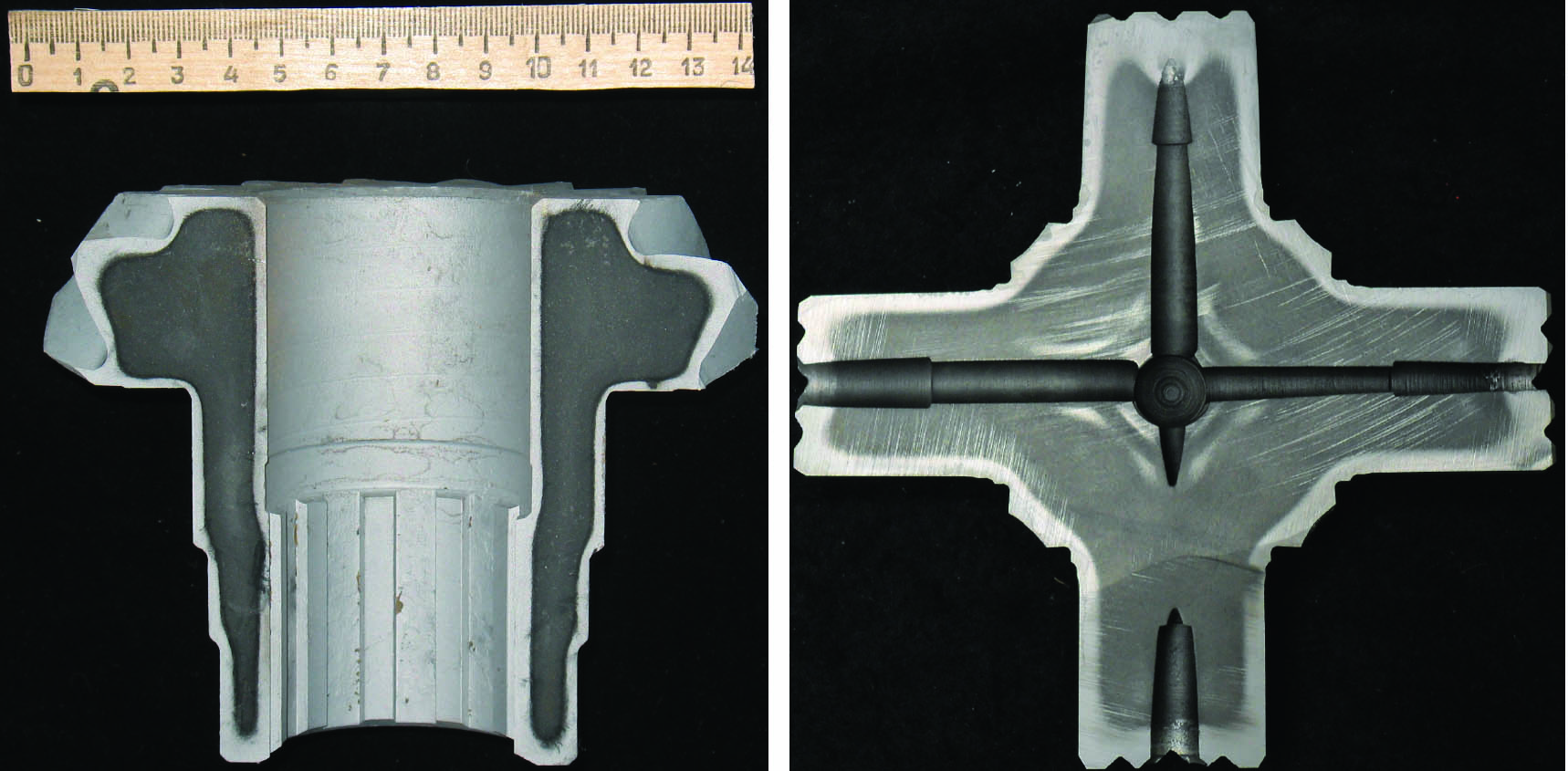
In the past it was practically impossible to induction harden parts shown on Figure 1 and Figure 2 due to a combination of shape complexity and sizes. Now it is possible to get those stunning uninterrupted hardness patterns by using a simple operation: induction through heating using low frequency inverters, and spray quenching in water. Notice that the hollow shaft (Figure 2, at left) was induction hardened on OD, ID, and the teeth region using a single operation, producing an uninterrupted case hardness pattern. There are several important factors associated with TSH technology:
- TSH technology is a cost effective process. Steels are relatively inexpensive, having significantly smaller amounts (3-8 times less) of alloying elements such as manganese, molybdenum, chromium, nickel, etc., compared to traditionally used alloy and low alloy steels.
- Formation of fine-grain and, in some cases, even ultra-fine grain martensitic structures within the case depth. This allows improving both: toughness and strength of induction hardened components at the same time. Core structure is a mixture of bainite and pearlite resulting in a good combination of core ductility and strength.
- With TSH technology components are usually through heated or partial heated (depth of heating needs to be 2-3x deeper than required harden depth) and then are rapidly quenched. The hardened depth is mainly controlled by the steel’s chemical composition. Even though, components made from TSH steels are often heated through, their limited hardenability allows obtaining well-defined hardness case depth with well-controlled crisp hardness pattern having minimum case hardness deviations even when hardening complex-geometry parts.
- Formation of high magnitude of the desirable compressive surface residual stresses (up to 600 Mpa/85ksi).
- TSH technology provides improved repeatability and reduced process sensitivity. It is far less sensitive than conventional induction hardening to imperfections of a part’s positioning during heating (for example, a part wobbling due to a bearing wear when the component rotates during the heat cycle). The process is much more repeatable and robust because the hardened depth is primarily controlled by the steel’s chemical composition.
- TSH steels allow using low and medium induction hardening frequencies (1kHz to 15kHz) compared to similar conventional induction contour hardening processes that require much higher frequencies, and in some cases even dual frequencies. This helps to reduce equipment capital cost (including the reduction of the cost of power supply). An ability to avoid high frequencies improves a quality of heat-treated components by dramatically reducing the probability of overheating the edges, tips, and corners that could occur due to electromagnetic end effect and proximity effect when RF heating frequencies are used.
Case Study
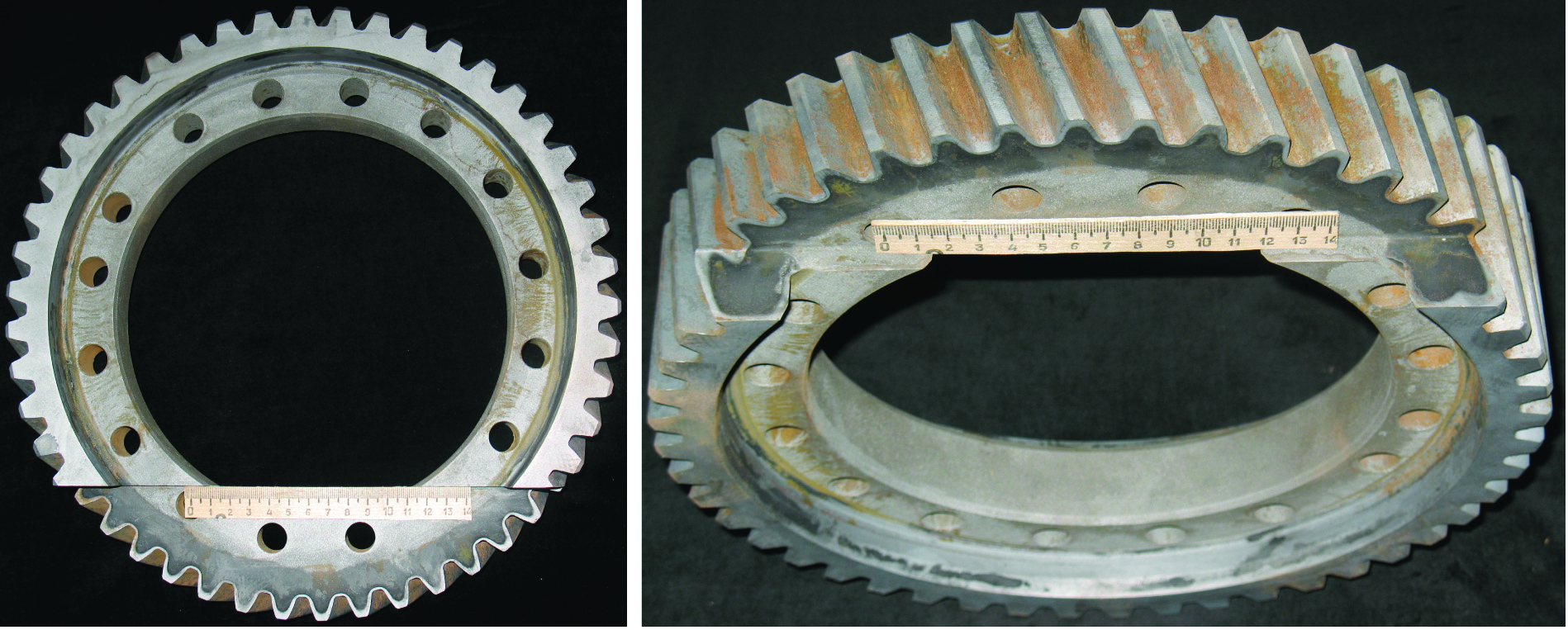
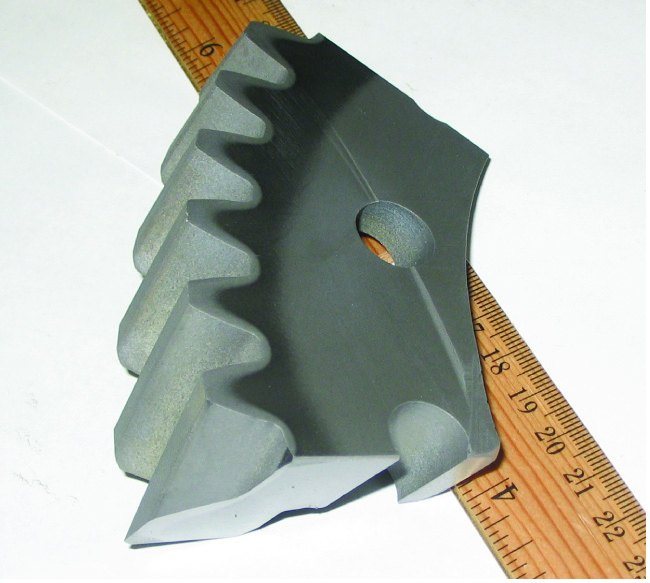
When induction hardening appreciable sized gears (for example, the helical gear shown in Figure 3) utilizing conventional induction technology, and in order to obtain the contour-like austenized surface profile required for achieving correspondent contour-like hardness pattern, it would be necessary using medium or high frequencies and a large amount of heating power applied for a very short time (for example, a few seconds).
As stated above, with TSH technology components are usually through heated or partial heated (depth of heating needs to be 2-3x deeper than required harden depth) and then they are rapidly quenched. The hardened depth is mainly controlled by the steel’s chemical composition. Even though components made from TSH steels are often heated through, their limited hardenability allows obtaining well-defined and crisp hardness case depth with well-controlled hardness pattern, having minimum case hardness deviations even when hardening complex-geometry parts. (Table 2)
Therefore, in contrast to conventional induction hardening processes, the coil power requirement thanks to TSH Technology is dramatically reduced, since it does not demand having short heat times nor it does not require formation of a traditionally needed contour-like austenized surface layer prior to quenching. Low hardenability of TSH steels assures obtaining such patterns (Figure 4), permitting the use of lower power and lower frequency inverters.
Conclusion
The TSH technology is an advanced induction hardening process that was specifically developed to reduce overall cost and to replace thermo-chemical heat treating processes such as carburizing, carbonitriding, nitriding, or furnace direct hardening. TSH is well-suited for induction surface hardening helical bull gears, spiral bevel gears, crown wheel-style hypoid ring gears, helical side gears, and other gears and gear-like components. Its benefits are particularly noticeable when induction case hardening medium and large complex-shaped components. (Table 3)
Applicability of the TSH technology is not limited to gears. Bushings, transmission shafts, king pins, ball joints, driveshaft and differential crosses, and bearings are also good candidates. Components heat-treated utilizing TSH technology have superior metallurgical structures. They are stronger and more durable than some made of conventionally heat-treated standard steels. TSH is a cost-effective technology that is lean, green, and allows for individual gear traceability.
References:
- V.Rudnev, D.Loveless, et.al., Handbook of Induction Heating, Marcel Dekker, NY, 2003.
- K.Shepelyakovskii, Induction Surface Hardening of Parts, Mashinostroenie, Moscow, 1972.
- ERS Engineering Inter-Company Report, 2010.



















 general practice for CQI-9 and AMS2750E")





