







Hot isostatic pressing (HIP) is a technology that has been around for 60-plus years. By using high temperature and high gas pressure, dry metal and ceramic powders can be consolidated, and a volume decrease can be achieved. Later developments include rapid cooling and rapid quenching to enable higher productivity and high-pressure heat treatment. This paper shows the advantages of having HIPing and heat treatment combined for powder metallurgy parts.
Introduction
Hot Isostatic Pressing (HIP)
Hot isostatic pressing has fundamentally two different designs when it comes to contain the high pressurized gas, typically argon. The two methods are called mono-lithic, sometimes referred to as mono-block, and pre-stressed wire-wound technology. An example can be seen in Figure 1.
The mono-lithic design will always experience tension stresses on the outside and inside of the pressure vessel making any material faults — and you will always have material faults — sensitive to fatal failures if the wall cracks. This failure mode is described as catastrophic. The consequence is a dramatic release of the gas pressure with serious damages to surrounding buildings. See Figure 2.

The pre-stressed wire-wound HIP will always experience compressive stresses both on the inside and outside of the pressure vessel and the yoke frames during all phases of the HIPing process. This is the safest design and is approved by ASME per ASME Boiler and Pressure vessel code, Section VIII, Division 3. This failure mode is described as “leak-before-burst.” This means that if the pressure vessel will crack, the gas under high pressure will dissipate through the wire-wound package without any damages to the surrounding equipment and structures.
The combination of high temperature, 1,050 to 1,250 °C, and high gas pressure, 100 to 200 MPa, consolidates dry metal and ceramic powders by creep and diffusion, and heal internal voids, i.e. metal castings, to substantially improve the strength of any materials. The temperature depends on the material to be HIPed, e.g., aluminum has a lower melt temperature (650 °C) than steel (1,550 °C). An example of the effect of HIPing of voids in a material can be seen in Figure 3.

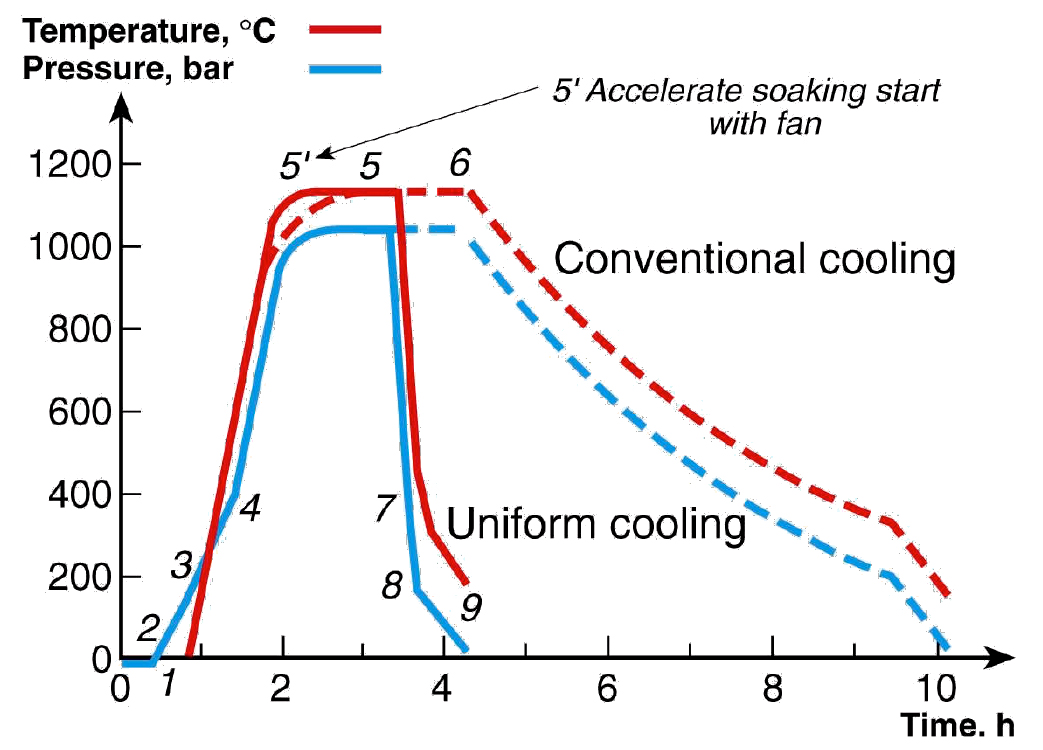
The HIP cycle itself is strongly dependent, as mentioned before, on the parameters temperature and pressure. But, also time is of the essence in most applications. Therefore, much efforts have been done the last decades to optimize and minimize the total cycle time. The introduction of Uniform Rapid Cooling (URC®) greatly decreased the cycle time and allows the HIP operators to optimize the cycle to be most suitable for them and their materials. An example of a HIP cycle with and without URC can be seen in Figure 4.
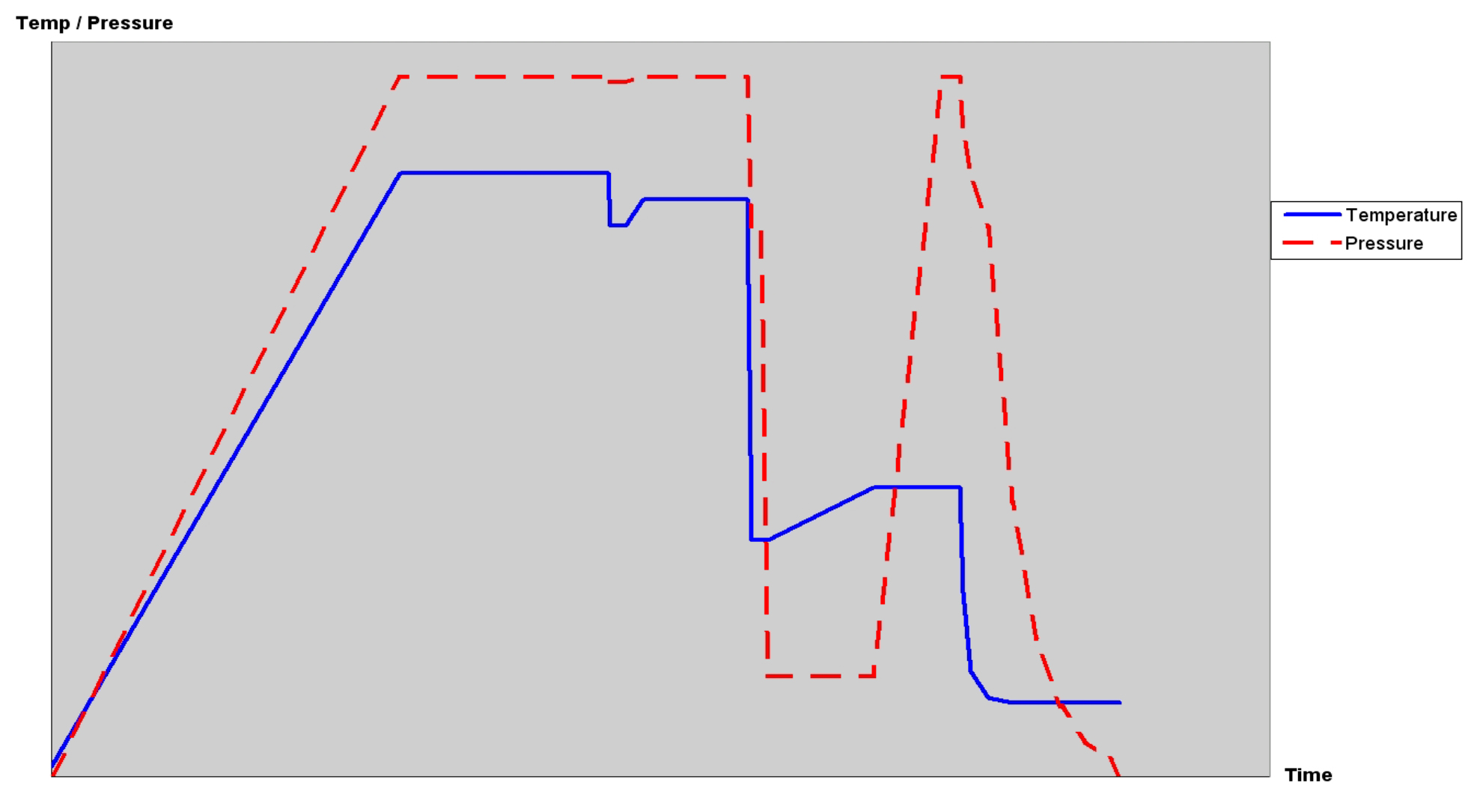
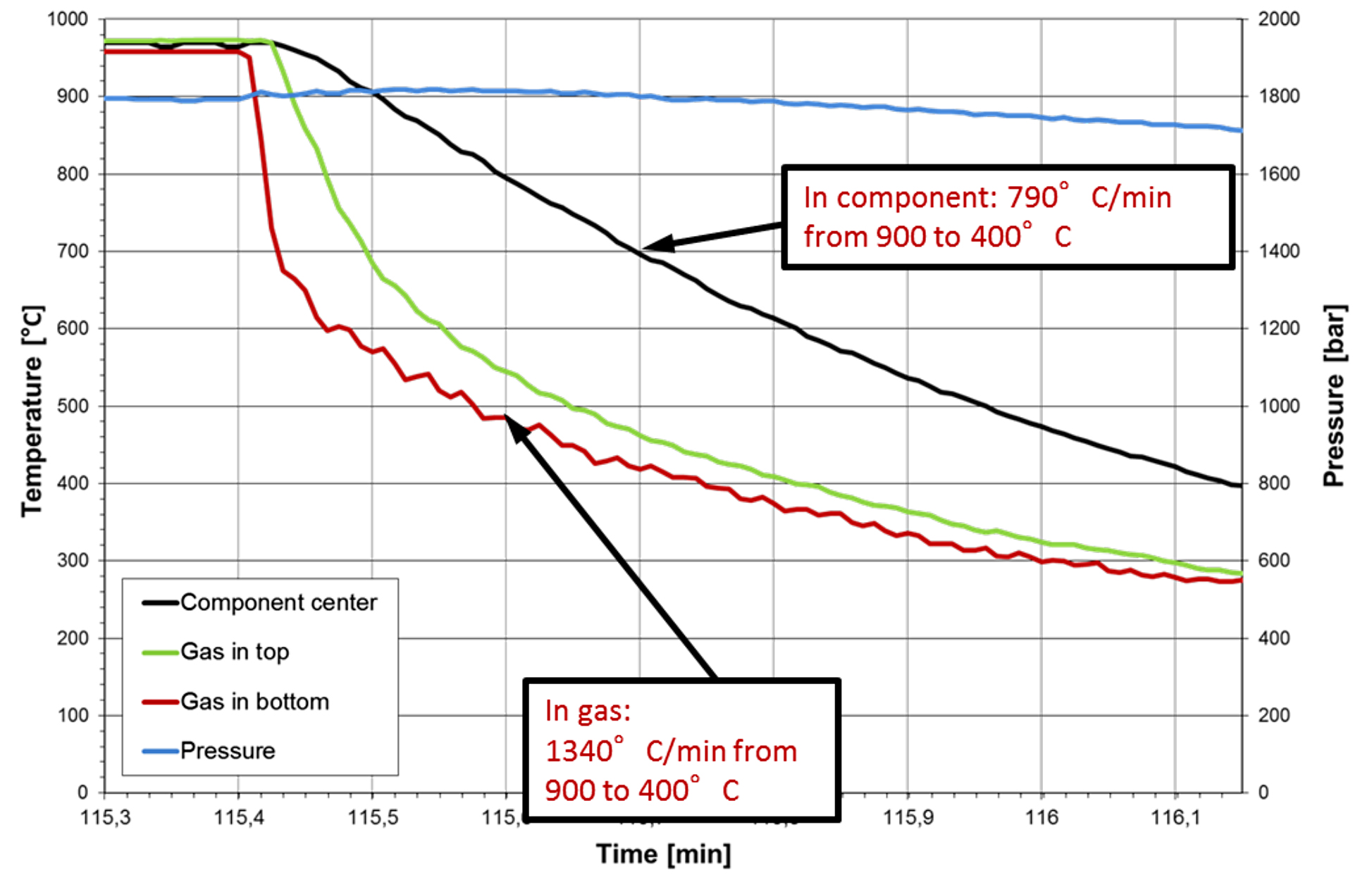
Recent developments in HIP technology have introduced Uniform Rapid Quenching (URQ®). A URQ® HIP furnace enables gas quenching with a cooling rate up to 3,000 K/min. This enables the user to perform high pressure heat treatment in the HIP and thereby avoid extra post-processing steps as annealing, tempering, or hardening. An example of a HIP-URQ® cycle can be seen in Figure 5.
The HIP system itself consists of the wire-wound yoke frames and a thin-walled cylinder, which can be considered as the backbone of the pressure vessel, since they take up the forces coming from the compressed gas. See Figure 6.
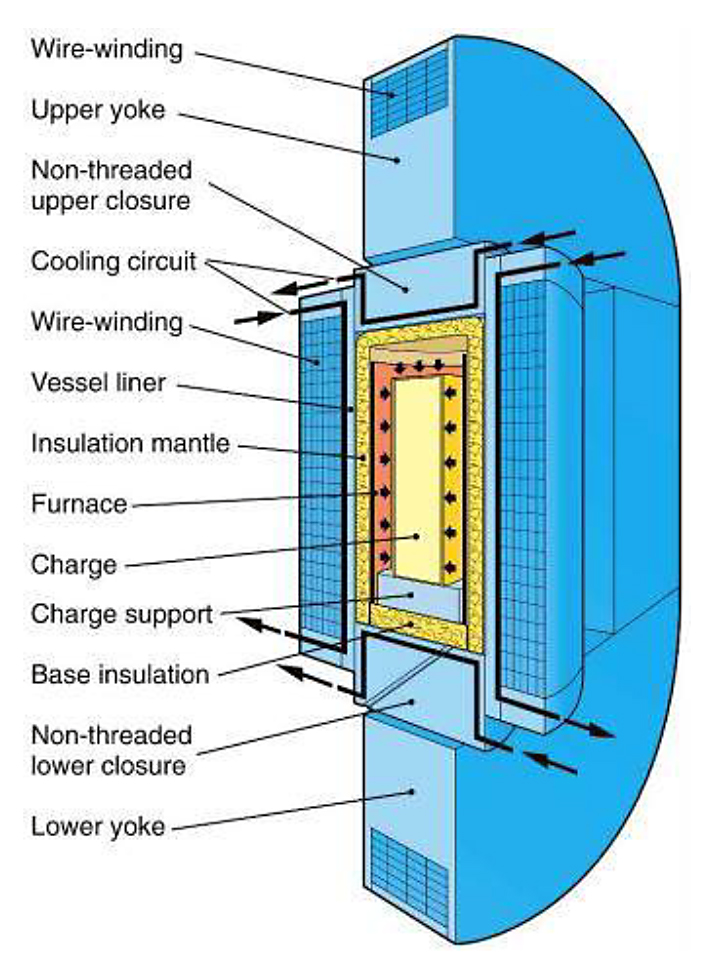
The furnace, which is the heart of the HIP machine, has an elaborate design to ensure good insulation, temperature accuracy, rapid cooling, and reliable and safe requirements. HIP furnaces can be supplied in steel, molybdenum, or graphite, depending on the operating temperature. See Figure 7.
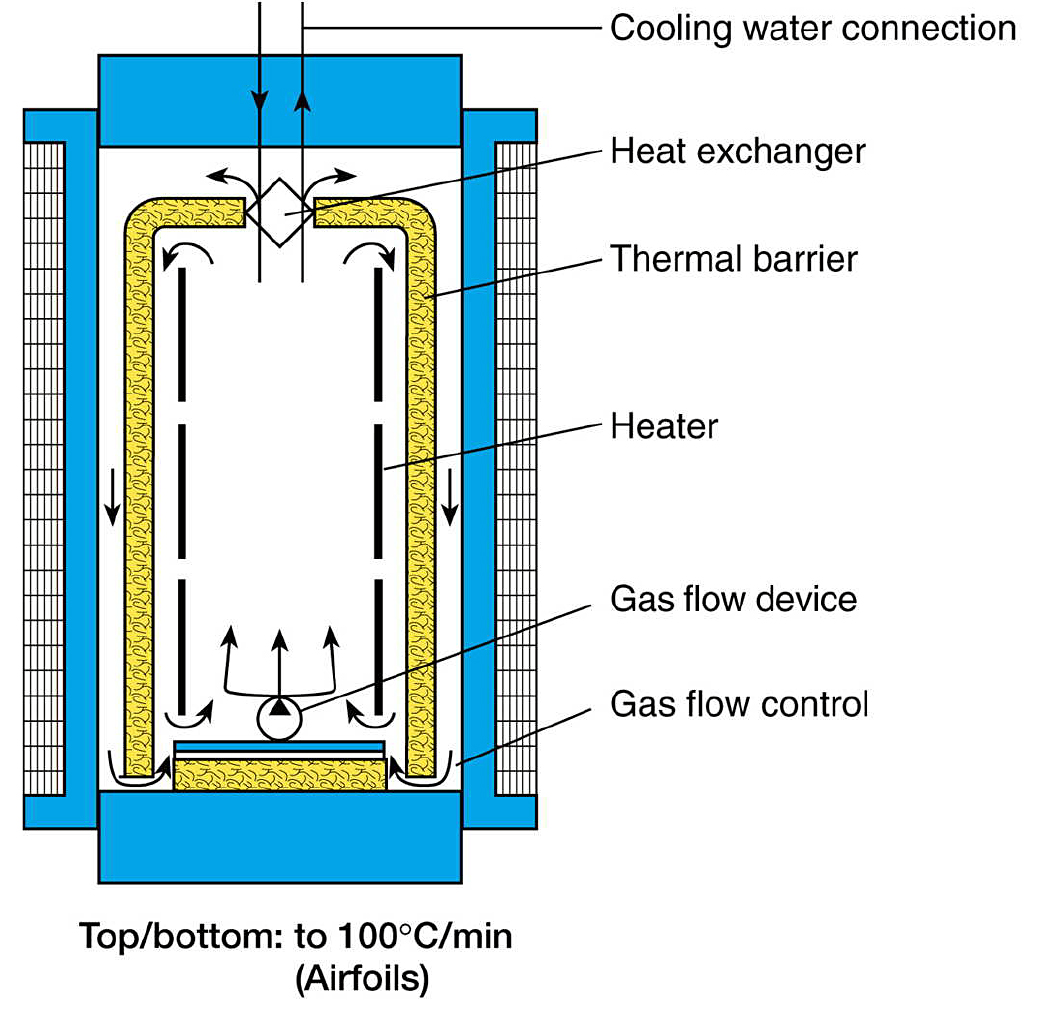
The charge, which can be canisters of powder, cast/forged parts or PM parts such as AM, MIM, and press+sinter parts, is placed on an insulated support structure. The gas flows freely around the charge for utmost temperature accuracy. The best temperature accuracy is achieved with a multi-zone convection furnace. See Figure 7.
Case study of quenching under high isostatic pressing
A study to see how the high external pressure during URQ quenching affects the thermodynamics of a steel have been made. Previous studies have shown that the thermodynamic kinetics in the Fe-C system was significantly decrease by very high external pressures up to 50,000 bar [1, 2, 3] and the purpose of this study was to investigate if the same effect can be seen for typical HIP pressures.

The material chosen for this study was steel 4340, EN 34CrNiMo6 or SS2541 which is a common quench and temper construction steel. The nominal chemical composition is in Table 1.

The set-up of samples for the HIP trials can be seen in Figure 8.
With this set-up, one can measure the temperature in the gas as well as in the material and compare cooling rates. The accuracy is very good for these high cooling rates, which can be seen in Figure 9.
Results and discussion
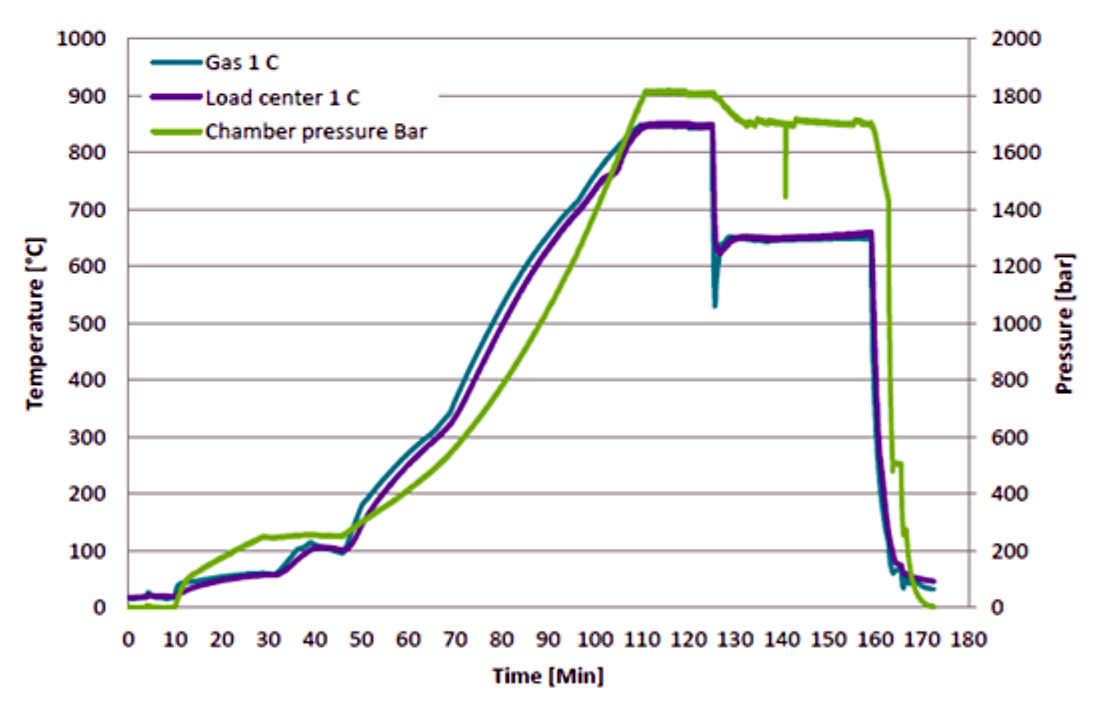
The HIP cycle for these trials was conducted at 850° C with enough hold time, 15 minutes, to ensure that the material uniformly reached austenization temperature. The temperature was then rapidly quenched to the heat treatment temperature, 650° C, and then held at working pressure and temperature for 25 minutes. See Figure 10.
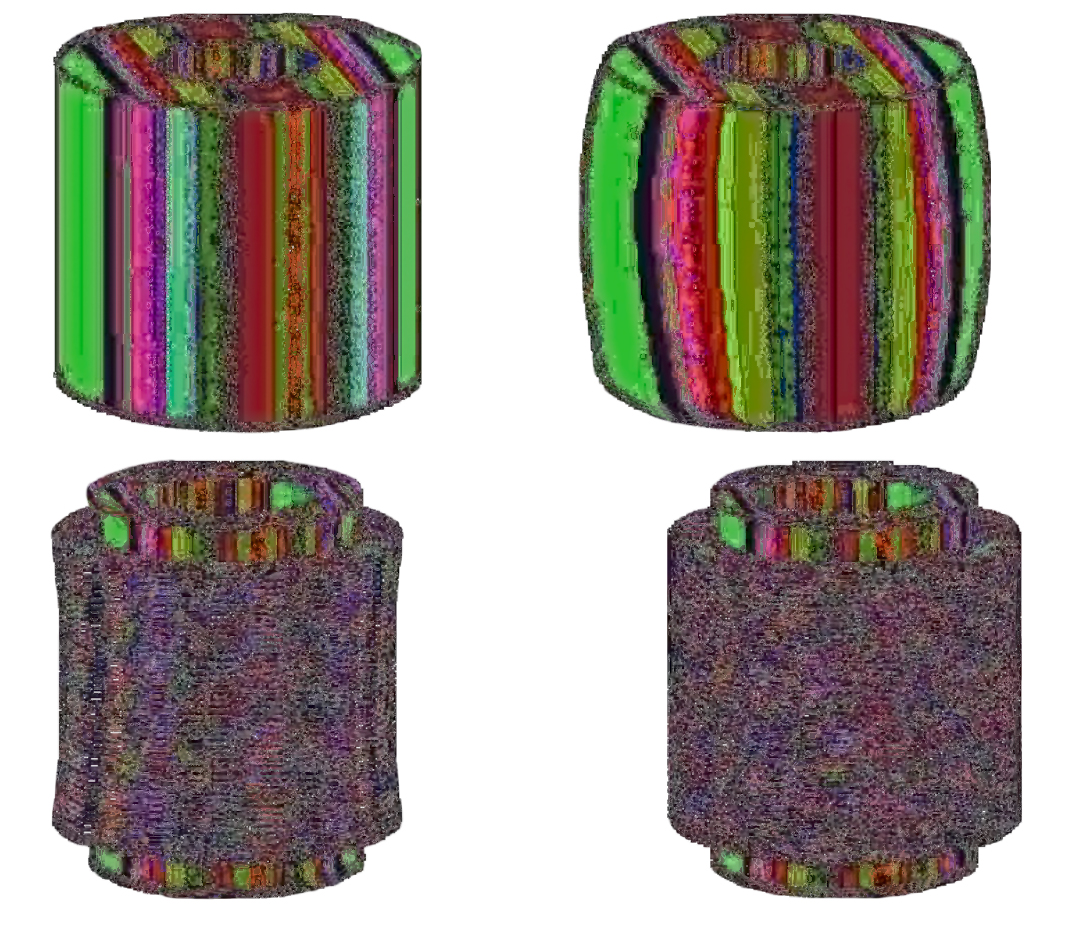
Two different HIP cycles were performed where the working pressure was 100 bar and 1,700 bar. The change of microstructure can be seen in Figure 11.

The pearlite content and hardness were measured for the different samples. For the 100 bar trial, the hardness was 344 HV, and the pearlite content was 70 percent. For the 1,700 bar trial, the hardness was 497 HV, and the pearlite content was 26 percent. These results show that the high external pressure during HIP quenching is enough to influence the phase transformation kinetics of a steel. This means that the pearlite nose is pushed toward longer times in the TTT diagram and that the material gets an increased hardenability when quenched in a HIP.
Conclusions
Several advantages can be seen by using pre-stressed wire-wound hot isostatic presses (HIP) for consolidating of metal powder. HIP is a proven technology since 60-plus years with world-wide safe operations. HIP systems are built per ASME Boiler and Pressure vessel code, Section VIII, Division 3, “Leak-before-burst”.
High pressure heat treatment is a possible way forward to minimize process time, save cost, and improve quality to maximize your parts properties.
Acknowledgements
This work was supported by VINNOVA, Swedish Government Development Board.
SEM-photos and material data was performed by Swerea KIMAB.
References
- É.R. Kuteliya, L.S. Pankratova and É.I. Estrin, Isothermal Transformation of Austenite under High Pressure, Translated from Metollovedenie i Termicheskaya Obrabotka Metallov, No. 9, pp. 8-13, September, 1970.
- S.V. Radcliffe, M. Schatz and S.A. Kulin, The Effect of High Pressure on the Isothermal Transformation of Austenite in Iron-Carbon Alloys, Journal of the Iron and Steel Institute, pp143-153, February 1963.
- J.E. Hilliard and J.W. Cahn, The Effect of High Pressure on Transformation Rates, Progress in very high pressure research 1961, pp. 109-125, General Electric Research Laboratory, USA.




















 general practice for CQI-9 and AMS2750E")





