







Finding a company that can reliably repair vacuum pumps for furnaces on a budget can be a daunting task. But for the experts at Metallurgical High Vacuum Corporation, that skill is simply something they do.
“Our ability to do sophisticated engineering, in house machining, and custom applications probably sets us apart from almost every company except the companies that actually make the vacuum heat-treat furnaces,” said Chris Estkowski, vice president of engineering at MHV. “But generally, OEMs will be reluctant to come in and do specialized stuff. For them, it gets a little pricey; for us, it’s kind of our core competency.”
MHV supports a wide range of high-vacuum equipment, including the rebuilding of most OEM brand pumps, Hanbell dry screws, diffusion pumps, boosters, blowers, and auxiliary vacuum equipment.
Customer service
But before MVH sees a single pump, the company strives to make customer service its front end, because that’s where the relationship begins, according to Estkowski.
“We do custom work for companies,” he said. “If they need something that will improve their process and we can do it — we will do the work for them. We’ve gone into furnaces to troubleshoot leaks and end up getting into various issues related to power feed through redesign and high vacuum valve rod seal problems”
That customer service extends into MHV’s capabilities.
“Our machine shop capability is extensive,” Estkowski said. “And we have expert welding capability here as well and can produce vac-tite welds confirmed with helium leak testing — not an easy thing to do. Our welding department does it all. TIG (Tungsten Inert Gas), flux core MIG (metal Inert Gas), Silicon bronze onto copper, silver soldering and on a variety of materials; stainless steel, aluminum, copper and mild steels.”
That expertise is important when it comes to the services available at MHV.
“Our full-service machine shop does everything from grinding to CNC milling/turning and that really makes a big difference in our ability to produce parts that are no longer available,” Estkowski said. “We also create designs and have tooling produced to make castings of components for some of the pumps when parts become scarce or unobtainable. We invest in that as well, specifically for the Beach Russ pumps and the Stokes oil sealed rotary pumps as availability or price becomes problematic for producing value-based OEM spec’d rebuilds. We bring the castings into our shop and machine them to specification, producing direct replacement parts for these cast components.”
Optimum efficiency
And for the companies in the heat-treating industry, MVH works to ensure their pumps run at optimum efficiency in harsh environments, according to Estkowski.
“Many of those production environments can be pretty hot,” he said. “Years ago, MHV founder and president Geoff Humberstone designed a pump we manufacture here from our own castings that has a higher pumping speed. It’s able to rough down at a much quicker rate. And that benefits heat treaters because it will evacuate the chamber quickly and shorten cycle time. But it also operates very well in high temperature environments because the oil is filtered and removes contaminants providing optimum oil function in high temperature conditions maintaining the proper running clearances and operational efficiency. Essentially, we try to provide a service for the heat-treating community that minimizes their headaches. We troubleshoot for them when they need help and try to provide them with quick service and turnaround, so they don’t have extended down time.”
Troubleshooting
Rebuilding and servicing equipment is an important part of MHV’s mission, but MHV wants to be there for heat-treaters regardless of their needs, according to Estkowski.
“We try to offer help to whoever contacts us,” he said. “Our goal is to provide customers with what they need and if they don’t need to make a purchase or get a pump rebuilt, we help them with what they do need, including providing them the appropriate resource to solve their problem from whatever source necessary. Work automatically comes to you if you provide the customer, whoever they are, with whatever they happen to need at a particular time. If they’re just calling us for troubleshooting over the phone, we want to be there if it helps them get running a little quicker or maybe solves some of their problems. We try to give them tips and tricks that will help them with their process that they may not have thought of or that nobody had ever trained them on. Our technical staff is exposed to all kinds of problems with pumps and systems in our shop and on service calls. That experience is used to help our customers.’
Additional training is something MHV works into those troubleshooting incidents.
“We want customers to have a good experience with our company whoever they happen to be interfacing with,” Estkowski said. “That just pays big dividends for everyone.”
A lot of work at MHV involves vacuum pump rebuilds, according to Estkowski. After an initial contact by a potential customer, experts at MHV let the customer know whether they can actually rebuild the pump in question.
“Normally we can,” he said. “There are very few pumps that we are unable to rebuild, really only limited by part availability from OEM’s. And so, we will give them an initial cost estimate to help them ballpark a budget. Typically, we are reluctant to lowball even our initial estimates.”
Budget impacts
MHV provides an initial estimate that’s realistic and gives the customer a good estimation of what the cost impact is going to be if the pump is shipped for a tear down, evaluation, and rebuild.
“If the pump is coming to us, we require a Certificate of Contamination so we know what material has been through the pump, allowing us to evaluate if we need to do any type of specialized handling to control hazardous substances and residual waste that may have accumulated in the equipment,” Estkowski said. “We want to know what’s in there so we can manage it appropriately. We make sure we contain all contaminants and waste and have those removed to the proper facility, usually for reclamation. We are very careful about that.”
Once the pump is shipped to MHV, it’s brought into the shop and dismantled piece by piece in order to evaluate the condition of the components and pump, according to Estkowski.
“We’ll take a look at the residue in the oil,” he said. “We’ll look at what types of accumulations are in the pumps, so we know what kind of wear and tear has taken place. And we’ll measure everything the OEM would measure to get an idea of how extensive the rebuilding effort will be. Then we develop a quotation. It’s a very detailed, line-by-line, part-by-part, labor item-by-labor item, quotation for the customer. They see everything line itemed in the cost.”
When the customer approves the quotation, MHV orders the materials, works out the machining requirements, and routes the pump to the shop, where it is staged until the materials arrive and the machining is completed, according to Estkowski.
“Once all that is collected, we’ll get it back on the shop floor at the bench,” he said. “We’ll have an individual tech rebuild the pump, assemble it, and then test it — all our pumps are tested, 100 percent — in an area set aside specifically for completed equipment dynamic testing.”
Dynamic test
For each pump, a dynamic test is performed where the equipment evacuates a test chamber to end vacuum level while the technician monitors the elapsed time in order to confirm the pump performs according to the OEM’s original specifications, according to Estkowski. For Stokes 412 style pumps MHV balances each one using Fast Fourier Transform Analysis (FFT) to reduce shake and ensure smooth running.
“Then we give it a 24-hour burn-in, and let it run while monitoring the water temperature, oil temperature, and vacuum (pressure level) during the course of that time,” he said. “If it meets the requirements, we will shut it down, disconnect it, and move it to the paint area adjacent to the test area. Our painter, an expert former first surface automotive finisher, will prep then coat the pump with a premium finish, using whatever color the customer prefers, including custom colors. Finally, it is secured to a pallet or crated and shipped to the customer with the test documentation.”
A pump rebuild usually takes a month or more to turn around, but a faster turnaround is possible when the customer requires, according to Estkowski.
“Most of the time, the delivery urgency is tempered by customer planning, so while urgent crisis rebuilds happen occasionally, most customers have backups that allow them to operate while their spare is being rebuilt,” he said. “But we can turn things around in a week and sometimes sooner when it is necessary. For the most part, our lead time issue has nothing to do with routing to the shop. It almost always has to do with our ability to obtain a part. And usually it’s one or two parts that hold up the whole show. That comes from the manufacturers having lower inventory levels and in some cases, part scarcity is due to low volume requirements from the industry.”
Diffusion pump rebuilds
In addition to rebuilding rotary oil sealed, liquid ring, and Hanbell dryscrew pumps, MHV specializes in diffusion pump rebuilds, according to Estkowski.
“We have a Stokes 16 inch Ringjet clone that we can build from scratch,” he said. “It’s no longer produced, but there are a lot of installations that use them. We rebuild those and all types of diffusion pumps.”
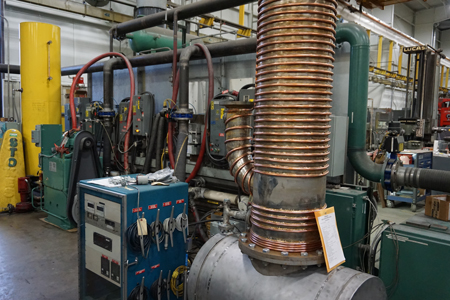
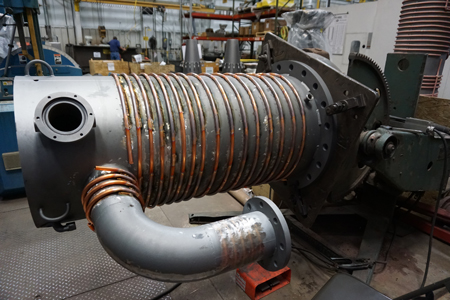
One of the components that make the diffusion pump unique is the cooling coil that’s on the outside of the shell and foreline of the pump, Estkowski said.
“Generally, that tracing needs to be cleaned free of scale or completely removed from the pump and a new one installed,” he said. “That requires sophisticated welding with a special silicon bronze alloy. A lot of folks will silver solder that coil onto the pump body and foreline, but that results in less cooling efficiency, so the pump doesn’t operate as well. Instead we weld using silicon bronze to maximize the cooling efficiency. It is a tricky process requiring a high level of expertise and skill, but our welder is quite good at it.”
Beach Russ pump rebuilding is another MHV specialty, according to Estkowski.
“They are used often in the food industry for dehydrating and freeze drying,” he said. “They handle moisture loads really well. A lot of vacuum pumps don’t like water. But these Beach Russ pumps don’t mind it at all. We have quite a few customers that use them, and they use them specifically for that. They’re a little bit of a different breed of vacuum pump. It’s not like the automotive industry where you can pull a part off and put a new part on, and it fits perfectly every time because they’re all the same everywhere. These pumps are kind of the same, but there’s a little bit of customization for each one when they were built at the factory. The fits are a little bit different on every single pump, and so they require some very careful attention to rebuilding detail when you put them back together to make sure they go together correctly.”
Branching out
As MHV continues to offer vacuum pump expertise, it is also looking at expanding its knowledge base.
“Power consumption these days is getting to be a real problem, and the less power you can use the better,” Estkowski said. “We are at the investigative phase of taking a look at putting VFDs (variable frequency drives) on these rotary pumps to try to manage the pumps’ energy consumption.”
When a pump is under load roughing down the chamber, a lot of energy is needed for a short period of time to drive the motor, but when the chamber is at process pressure, not as much energy is required, but pump motors only operate at a single speed, according to Estkowski. That means, regardless of the energy requirements, the motors operate using the same amount of power or nearly so.
“What we’re looking at is using variable frequency drives, so once you pump down to process pressure, you can throttle the motor down and reduce your energy consumption dramatically while the holding pump maintains the pressure,” he said. “But when you do that, though, there are always issues. When you throttle motors down, you’re going to have heat buildup. So, we’re working on how to dissipate heat and manage the heat on those motors.”
Dry pumps
MHV is also looking into moving into rebuilding dry pumps, according to Estkowski.
“As the industry moves more and more toward sophisticated alloys, like titanium and various aluminums, and aerospace and medical requirements, many companies want to move away from oil sealed vacuum pumps, where there is potential to backstream, which could contaminate the process,” he said. “They’re moving to dry pumps. We’ve taken steps to align ourselves and cooperate with companies that make the dry screws and rebuild them.”
One of the companies MHV recently has associated with is Hanbell in Taiwan.
“They’re probably the world’s premiere screw pump manufacturer for compressors,” Estkowski said. “We went there for training, and we have the knowledge and capability to repair their dry screw pumps and blowers. We’re preparing ourselves for the inevitability of dry screws taking a bigger and bigger share of the market. And we suspect that someday, the other dry screw manufacturers of the world are going to open up and share some of those rebuilds with the aftermarket community. So, we will be prepared to do that. Meanwhile, we’ll be rebuilding Hanbell pumps and trying to sell Hanbell pumps, which are every bit as good and, in some cases, better than the competition.”
1981 beginnings
Since its inception in 1981, MHV has been rebuilding vacuum pumps, including being a certified rebuilder of Stokes vacuum pumps, and later, becoming a certified rebuilder of Leybold vacuum pumps.
Over time, MHV founder Humberstone realized that, in order to deliver and rebuild pumps, he needed a machine shop with sufficient capacity and skill to do a lot of the necessary machining on various parts to bring the pumps back to OEM manufactured performance levels.
“Without having the machining capabilities, everything had to be brought in, purchased new and refitted, which inflates the rebuild cost,” Estkowski said. “Sometimes it’s necessary, so Geoff invested in machinery over the course of time.”
As MHV continued to grow and move to different places, Humberstone acquired more machinery and more capability.
Some of that capability has proven to be advantageous to MHV’s heat-treating clientele, according to Estkowski. And that advantage is evident in the HS430 oil sealed rotary vacuum pump designed by Humberstone.
“It rotates at a higher RPM, so roughs down the chamber much quicker,” he said. “It has pressure lube filtration to lubricate the faster moving parts and extend pump life dramatically when the ½ micron filters are changed according to how contaminated the process. Generally, the HS430 pumps will run in excess of 60,000 hours with semi-annual oil changes because of the filtration capabilities. And that was a real indication of the capabilities of MHV. Essentially, MHV did everything from scratch: the design, having the castings made, sourced in the United States, machining, and assembly. And that’s not easy to do anymore. Most folks are going overseas to do that.”
To demonstrate how versatile MHV is to custom work, recently MHV created a number of huge vacuum chambers for a customer that were 16 feet by 15 feet by 10 feet to dehydrate ceramic investment molds, according to Estkowski.
“They were made from scratch,” he said. “Geoff designed the chambers — I think there were four or five of them. The customer provided dual pumping systems, including blowers on those pumping systems. That required a great breadth of engineering and manufacturing capability. I don’t think there’s any aftermarket rebuilder of vacuum pumps in the country that can do that other than us.”
More Information www.methivac.com




















 general practice for CQI-9 and AMS2750E")





