







Scot Forge is a 128-year-old, 100-percent employee-owned forging company that works in multiple markets from large defense, aerospace, power generation and mining projects to small machine shop and single bar orders. Over the years, our owners have made substantial investments in thermal processing equipment with nine custom-designed quenchant systems that work in tandem with more than 53 furnaces and use specialized material handling equipment. However, as customer requirements change, our company faces challenges that have never been seen before, from extreme shapes, geometries, and custom materials to mechanical properties and detailed documentation of information. Customers seek more from the thermal treatment of their forgings — more precision, more consistency, more reliability, more data. Which begs the question: How can Scot Forge keep up with the everchanging demands of customers in a matured area of the business?
Equipment: Staying maliable without melting
In today’s environment, technology is rapidly changing and quickly rendering new equipment obsolete. For Scot Forge, this, coupled with the financial investment of new equipment, has compelled our company to know and extensively document what can and cannot be achieved with the current heat-processing equipment. We lean heavily on our employee-owners for innovation and research and development, rather than continuously purchasing new equipment to take on the thermal processing of nonferrous alloys and nonsymmetrical forgings. To better understand the capabilities and limitations of the furnaces and quench systems, Scot Forge routinely examines the equipment, employs modeling software, uses destructive testing and documents best practices.

Most of the furnaces at Scot Forge were engineered in-house and created for the thermal processing of steel, which posed a problem when nonferrous alloys began making their way through the plants. To understand the differences between these alloys’ chemical characteristics and how they would respond to different thermal techniques, Scot Forge invested in metallurgical engineers and a state-of-the-art metallurgy lab. Bringing testing in-house gives us a more reliable and better-documented analysis of forgings and how thermal treatments affect the way they react under simulated environmental conditions. The Met Lab not only serves as a conduit for quick refinement to the thermal-processing equipment and techniques, but it also helps capture the capability of the existing equipment.
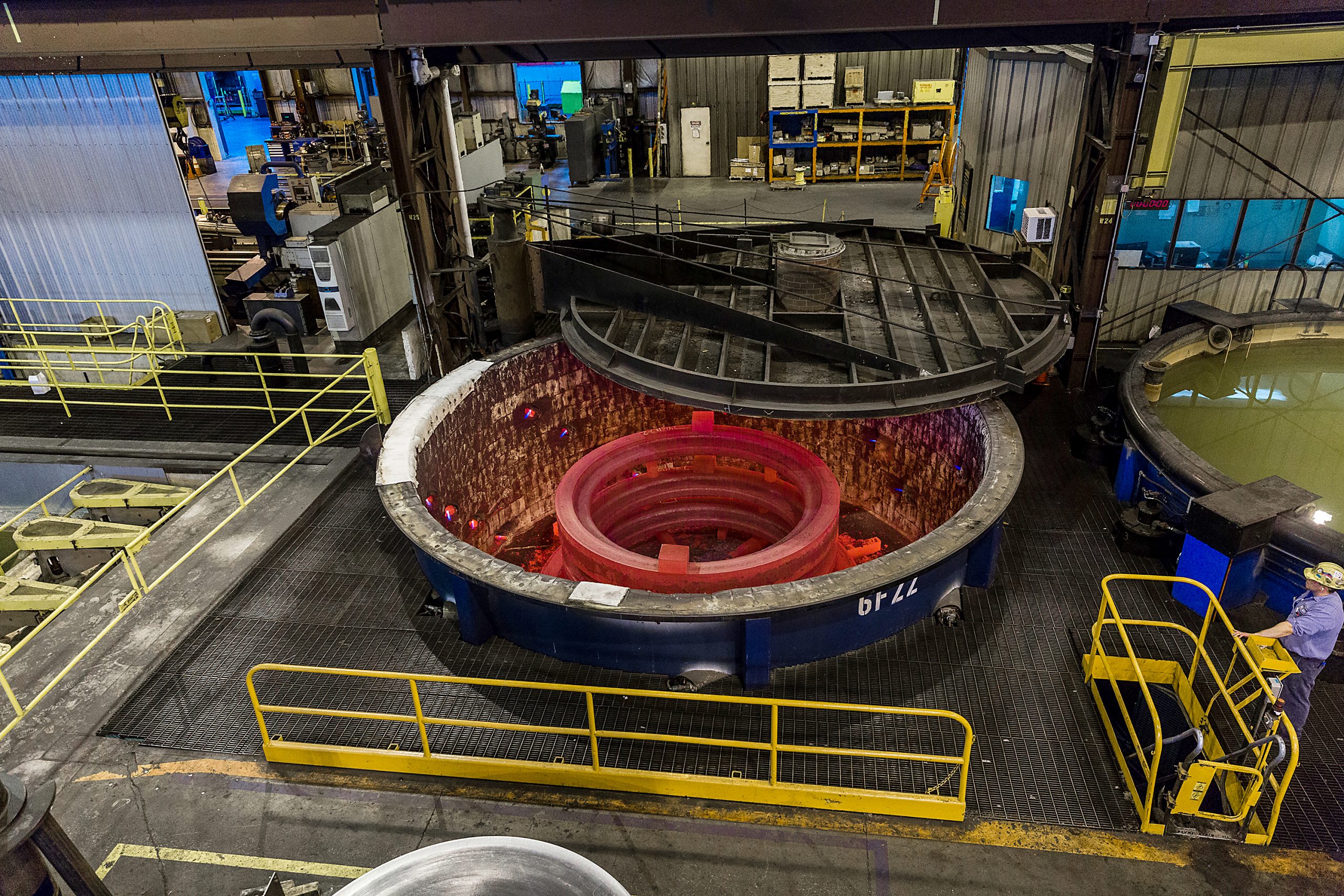
Understanding if we can work with an alloy is half the battle; the other half is developing a robust and replicable process to assure meeting required properties. By using modeling software, forge engineers can run through different scenarios with customers, heat-treat operators and metallurgists to study how a forging will react to heating and cooling. The simulation outcome may lead to media-flow improvements, quench-media changes, better part placement, design or material modification recommendations, or the conclusion that there is a need for new equipment. These adjustments can help lead to better mechanical properties and minimize the risk of cracking or distortion due to quench stresses. However, the simulation results are only reliable in the real world if the equipment is operating correctly and consistently. When working with cross-sections that change from 10 inches to 40 inches or thermal treating hollows that are 200 inches long with a 30-inch diameter, it is essential to understand and maintain furnace uniformity to ensure quality. Scot Forge has invested in the capability to check furnaces by way of thermal imaging equipment to detect hotspots and monitor a forging throughout thermal processing to ensure more precise and consistent heat treatments for customers.

Finally, Scot Forge optimizes equipment through thorough documentation of testing and best practices. While this may not seem like something substantial, it is. It gives us the ability to:
Easily pass knowledge to different operators ensuring consistency and meeting customer requirements throughout shift changes and at our other plants.
Pass techniques to the next generation of employee-owners to build on.
Discover trends to help establish the need for modifications or new equipment, which is just as important as knowing how to work with what is currently in place.
Meeting data and technical expectations
For many Scot Forge customers, data and documentation are more important than the part itself. They are ordering larger, more intricate forgings that demand unique alloys and considerably complex technical requirements that include thermal processing. Additionally, customers request parts that historically have come from fabrications or castings to be redesigned as forgings, creating the challenge of exceeding the established performance expectations. To meet these new demands, Scot Forge has a multifaceted approach starting with our front-line sales team, which has more than just a basic fundamental understanding of thermal processing. Many members of the sales team began their careers in the shop, giving them firsthand experience of processes, and all of them have been through thermal processing training with our degreed metallurgists. With an understanding of our capabilities and the customer’s needs, the sales team can align metallurgy, forge engineering, thermal processing operators, destructive testing, third-party witness and quality/certification teams to ensure requirements are met and documented.
From billet to the final product, the forging is tracked through serialization that is stamped on a part during forging and maintained through thermal processing to ensure traceability. The heat-treat operators then implement and monitor the heating and cooling of the forging to collect and document the required data. To aid operators, increase accuracy and decrease the amount of time spent on clerical functions, Scot Forge invested in automating much of the thermal process. Better furnace controls and apps on tablets have made it possible to capture real-time data in one step. Then, our metallurgists use the information gathered to help review test specimens for correct properties and microstructure through specimen examination under a microscope, tensile or charpy impact tests. Sometimes a third-party witness is required during thermal processing and testing to verify adherence to processing procedures. All the information gathered from thermal processing and metallurgy is then passed on to the quality and certification teams for product authentication.
For Scot Forge, staying on the cutting edge of thermal processing sometimes means reinvesting in our company with new assets, as we have purchased furnaces dedicated explicitly to specific alloys. Nevertheless, investment pales in comparison to hiring and training the right people since the equipment is only as good as the people planning, maintaining and operating it. Furthermore, capturing and disseminating more than a century of learning has proven invaluable to our ability to take on new challenges.
More info: www.scotforge.com



















 general practice for CQI-9 and AMS2750E")





