







There are various processes where temperatures and other operating parameters in the oven must be controlled accurately in real-time with minimal delays. Taking a metal curing process as a viable example, we must acknowledge that the production of adhesives or various polymers materials and their bonding to the metal surface is a highly temperature-sensitive process. The temperature affects the reaction kinetics and, more importantly, the atomic structure of the particular substance. The conversions of the atomic structure configurations occur at a specific temperature, and reaching the nearest temperature to target one is essential for manufacturing durable and high strength materials.
One of the most troublesome issues in industrial ovens applications is maintaining the target temperature uniformly across all oven sections. The excessive production demands and the highest quality products are followed by overwhelming operating costs, especially in the aerospace industry. Manufacturers must apply the curing process to smaller production parts to ensure that the material’s target tensile strength and durability are reached. Since the curing process often represents the production process’s bottleneck, there is a need for investment into multiple ovens that will make up for excessive retention times and enable continuous production.

The oven design
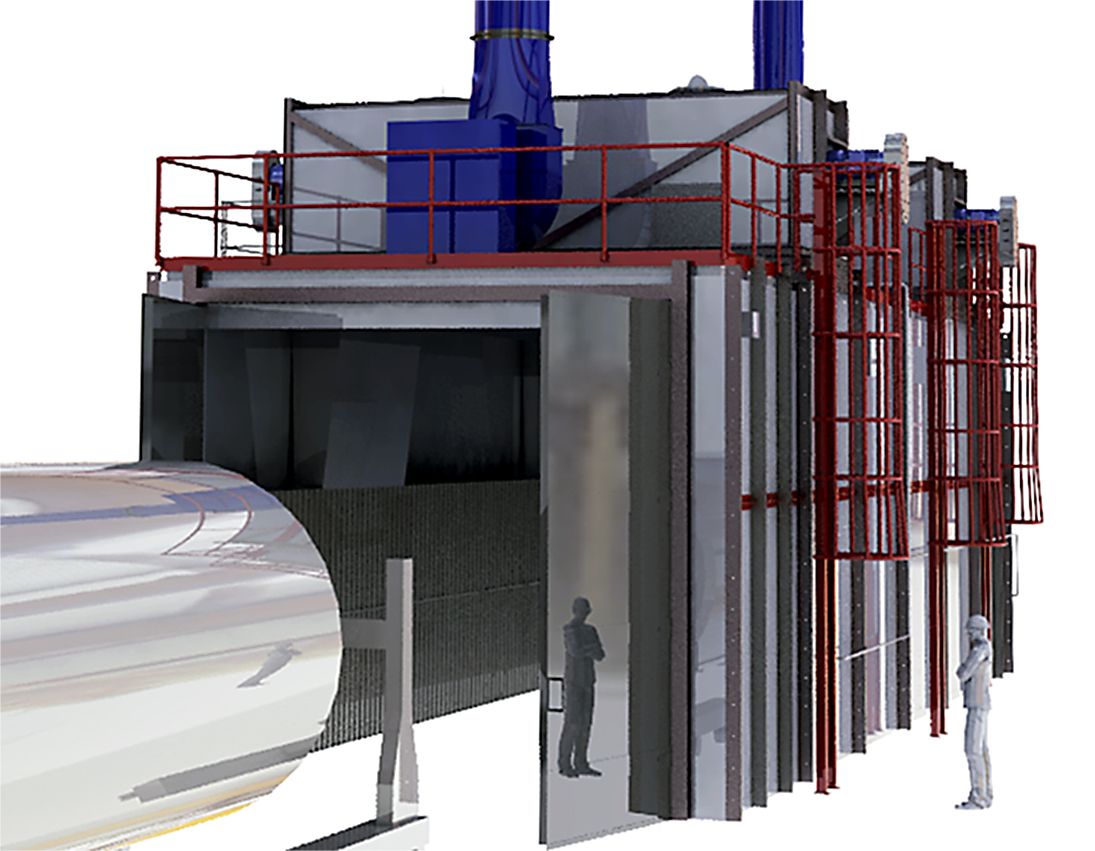
Epcon Industrial Systems continues to invent solutions that meet a variety of customer’s needs, which implies the highest quality production of large parts with accurate control of operating parameters and real-time monitoring. The EELV curing oven and its control system are custom-designed to secure the constant quality production with monitoring where the user is notified by alarm if any of the parameters reach the critical boundary value.
This oven is the latest technology curing system for aerospace industry. The oven is designed for operating temperatures in the range of 300 to 400°F. The electricity represents a heating utility with two 500 kW incoloy heating elements. In contrary to ovens with natural gas as a heating utility, the electricity as a fuel does not define a manipulative variable in the curing process, which means that its power is constant at all times. Therefore, using two electric heaters in two chambers within the oven, the continuous heat supply is enabled. The electric heaters allow the heat-up rate of 2°to 5°F per minute using a three-phase electric power of 480V. The main issue is the distribution of heat throughout all oven sections and the achievement of a uniform temperature.
Both chambers are supplied with two recirculation fans. They are posted at the opposite sides of the chamber where supply plenums are installed on both sides. The supply plenums are wall-mounted and shall cover a 62-foot length of the oven work chamber. Heating air is returned through the return plenum installed on top of the working chamber, creating a horizontal cross-flow pattern from both sides. The cross-flow of two air streams enables their mixing, merging into one stream, flowing vertically through the working chamber. By two-chamber assembly and four recirculation fans, sufficient airflow through all oven sections is achieved, providing a highly efficient convection heat-transfer mechanism. The nozzle adjustment of the fans’ plenums and programmed RPM of the fans’ motors secure the tubular flow regime of the air that additionally contributes to the airflow in every direction covering all surfaces of the material. Each fan with an airflow has a switch as an interlock. Therefore, the alarm is sent if any of the fans fail, causing other fans to stop working. To maintain a continuous flow of air through the oven and constant pressure, the four 1-inch vacuum ports are posted, one at each side of the chamber. The ports are piped to a single point connection on the customer provided vacuum source. Each vacuum port has its transducer for monitoring from the control system.
During the heating session, the recirculation fans have a primary role in maintaining the uniform temperature across the oven, while exhaust fans work slower with a minor output. On the other side, the cooling session is more complex, and it requires control of the cold air flow by two parameters. Two exhaust fans posted at each chamber are responsible for cooling the oven at a rate of 10°F per minute. Their output is 12,000 CFM during cooling mode in contrary to heating mode when it is 1,500 CFM. The exhaust fans are connected to pneumatic modulating fresh air dampers. The high-accuracy pneumatic actuator adjusts the damper opening in real-time and regulates the fresh air intake. When the oven is required to be cooled, these dampers open, and exhaust fans speed up to draw fresh air inside the oven to efficiently cool the parts. The damper opening and the RPM of the exhaust fan motors are manipulative variables, and they are finely-tuned based on the negative feedback control principle.
The curing process is often highly demanding in terms of the need for multiple sessions with different retention times and operating conditions. The issue with entering operating parameters manually between sessions is that it leaves a space for a human error, but more importantly, it causes that process’s stages not to last as designed. If the operator needs 10 seconds to enter the new parameters between process stages and the process possesses 12 different stages, the result is two minutes where the system doesn’t run accordingly, which is not acceptable in modern industrial production. The production of airplane parts needs a highly controlled production environment to ensure that part will remain stable at pressures and extremely low temperatures in the stratosphere.
Control system and Instrumentation
Epcon Industrial Systems designed a custom PLC (programmable logic controller) connected to an HMI Rockwell Factory Talk View Site Edition Station Unlimited Display. The PLC directly controls the oven operation, including all fans, vacuum manifolds, and electric heaters. The oven-control system is designed specifically to satisfy complex batch process operational requirements. By using a human interface, the user is enabled to define 25 alphanumeric cycle descriptions and up to 11 different steps with the following:
Ramp-up Steps
1. Rate of temperature rise (min/max).
2. Oven air temperature (max.).
3. Target temperature set point.
4. Vacuum on/off and set point.
Soak Steps
1. Soak temperature set point.
2. Soak temperature tolerance.
3. Soak time range.
4. Vacuum on/off and set point.
Cool Down Steps
1. Rate of temperature drop (min/max).
2. Target temperature set point.
3. Vacuum on/off.
The additional features of the control system include:
1. Full air/part temperature control vs. time.
2. Control of max and min air heating and cooling rates with specifically designed dimming systems for electric heater output adjusting.
3. Control of cure time threshold.
4. Cure cycle data.
Hazard prevention and satisfaction of all OSHA standards are achieved by programming a system to shut down immediately if one of the following requirements is fulfilled:
1. Oven door open with oven temperature more than 150°F (Door switch).
2. Oven over-temperature state.
3. Heating/recirculation chamber over-temperature condition.
4. Loss of airflow of each fan (airflow switch).
5. PLC failure.
In addition to the regular electricity supply, the uninterruptible power supply is added to this control system. A UPS shall be provided for a 120V control circuit with the capability to operate PLC and operator interface for 60 minutes in the event of a power outage. The UPS is a true online model with field replaceable maintenance free batteries.
Temperature control and monitoring
The control system allows operators to monitor the oven on air thermocouples or individual part thermocouples using multiple thermocouples for redundancy. The oven is commonly supplied with 4 ‘’J’’ type thermosets that continuously monitor the temperature in all parts of the chamber. According to customers’ needs, the number of thermocouples and their positioning may be adjusted by Epcon’s engineering team. These thermocouples shall be permanently installed in the oven through the oven walls. High sensor sensitivity at various air humidities and temperatures is enabled using the thermocouples in the form of sheathed grounded junction elements with industrial protection head. The thermocouple I/O points on the PLC are wired to a jack panel (with female type “J” jacks) mounted in the control panel with clear labels. The PLC I/O modules are designed so separate outputs such as RPM of the fans’ motors and damping actuators are programmed to act according to the one particular thermocouple’s response, making an energy-optimized system at all times.
Conclusion
The firm proof that this type of control configuration is indeed the optimal solution for large batch curing ovens is its recent application in the aerospace industry. Epcon Industrial Systems designed the system tested with 50 thermocouples at different places within the large capacity oven. During the testing, all thermocouples registered temperatures within 5°F from the set temperature, showing the uniform temperature distribution in all the chambers’ sections. Another addition in the oven was a unique precise rotating device to rotate the rocket motor casing during the curing process. The rotating device was run by a rotation system servo motor drive, which presents an Allen Bradley product, and it is interfaced with a PLC and operated from panel-view. The rotating device’s addition significantly contributes to equal exposure of all product parts to the direct air stream, ensuring the highest quality of every millimeter of the product unit.



















 general practice for CQI-9 and AMS2750E")


 steels")


