







In the ongoing strive for light weighting or power densification, high-performance clean steels are showing a significant improvement. As a next step, gear steels that combine several properties, are now proving an interesting alternative. Traditional gear steels achieve their maximum hardness after carburizing and a fast quench. A fast quench usually results in distortion as the part is unavoidably unsymmetrically cooled/quenched. For many gear applications, distortion during heat treatment of final component, can add cost and unwanted hard machining operations. With many components being more sensitive to distortion, especially within electrical vehicles, where NVH becomes even more important, the potential to reduce distortion from heat treatment can be essential. With a new steel composition that hardens by precipitation hardening (aging around 500°C/950F), low distortion can be attained as a fast quench such as an oil quench is not necessary. This type of steel can be both nitrided and carburized. Costly hard machining can therefore be reduced due to the low distortion. Other interesting properties of this new steel that will be presented in this paper are: good mechanical properties at elevated temperatures and good corrosion and oxidation properties compared to traditional gear steels.
1 Background and Introduction
Increased demands on mechanical properties at elevated temperature set the starting point for the development of hybrid steel.
The objectives were:
- A possibility to reach a high hardness ∼58-60 HRC.
- Improved mechanical properties at elevated temperatures.
- Material can be produced cost-effectively (in current process with Electric Arc Furnace EAF, Ladle Furnace & Ingot casting-route).
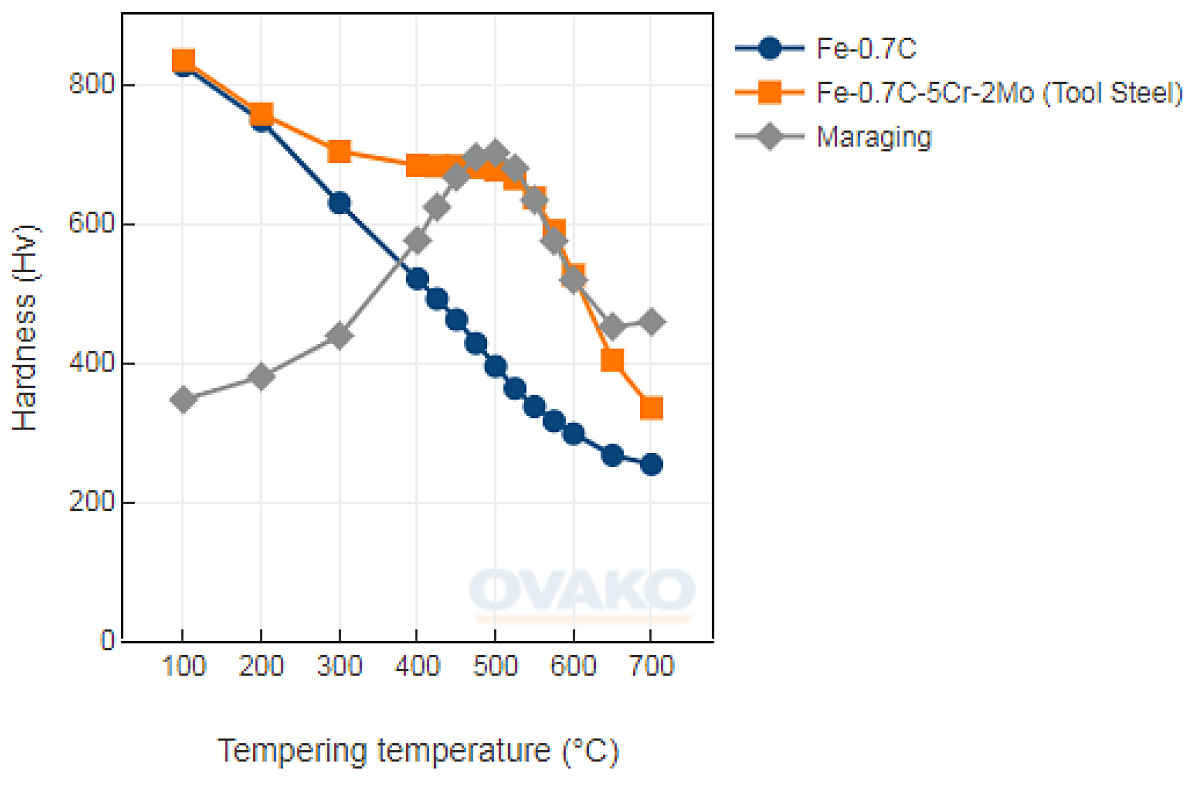
The strength and hardness of steels are dependent on particles that stop dislocation movement. In order to achieve good strength/hardness at elevated temperatures, these particles need to be stable at those temperatures. In a low alloyed steel (Fe-C), the hardness is dramatically reduced by increased tempering temperature. In tool steels, secondary carbide particles precipitate at about 500°C and contribute to increased strength. Another example of high-temperature precipitates are the precipitates in maraging steels (examples of precipitates: Fe-Ni-Al and Fe-Ni-Ti).
To illustrate how these types of steel respond to tempering, the Ovako Heat Treatment Guide [1] has been used (Figure 1). There it can be seen how the material strength is affected by the tempering temperature; the strength of the “engineering” steel, Fe-0.7C, drops with increasing tempering temperature. The maraging steel as well as the tool steel, both exhibit secondary hardening properties, resulting in improved elevated temperature properties.
The negative aspects of tool steel, are that the high carbon content (which is needed to achieve the desired hardness/strength) in combination with the carbide formers (e.g., Cr, Mo, V) will have a strong tendency to form large carbides during the solidification of the steel. These carbides will have a detrimental effect of the fatigue performance of the steel. The tendency to form large carbides can be reduced by fast solidification (small ingots) or by alternative steel making methods such as ESR or VIM- VAR, but this will have a large negative influence on the cost to produce the steel. Maraging steels have many attractive properties, but the very high alloying content (e.g., Ni and Co) makes it too expensive to be attractive for many applications, and also, the very low carbon content does not make it suitable for an EAF-route.
2 Material Properties
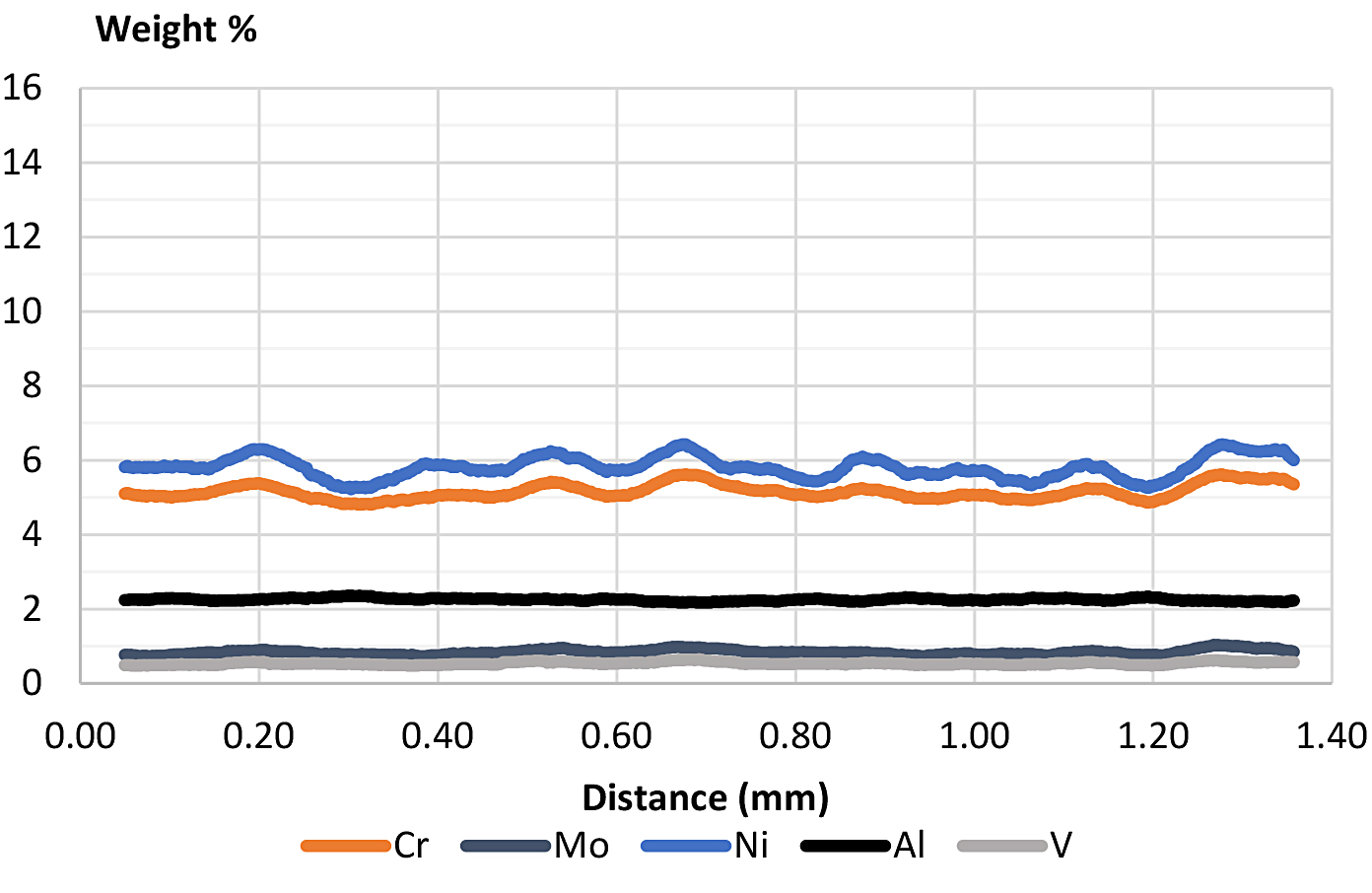
To avoid the negatives of tool and maraging steels, the aim was to keep the carbon content low, avoiding formation of large carbides and at the same time keep the alloying content, and therefore the cost, at a reasonable amount. Figure 2 shows the steel’s low tendency toward segregation, which is important for the fatigue performance of the steel. As can be seen, all elements show an even distribution.
The development has resulted in two steels so far, hybrid steel 1 and hybrid steel 2. The name “hybrid” comes from the fact that the hardness is achieved from both secondary carbides and precipitated intermetallic particles. The chemical composition for the two grades is presented in Table 1; the carbide forming elements are Cr, Mo and V and the elements that form intermetallic phases are nickel and aluminum. Oxygen, nitrogen, and sulphur in these grades are low; approximately 3ppm O, 20ppm N, and < 10ppm S.

The fact that the steel composition comprises 2 percent aluminum affects the density of the material. Common engineering steels such as the AISI 8620 have a density of approximately 7,800 kg/m3, whereas the hybrid steels’ density is 7,582 kg/m3, i. e. almost 3 percent lower. For the automotive industry, among others, where weight reduction is in focus, lighter materials can make an impact.
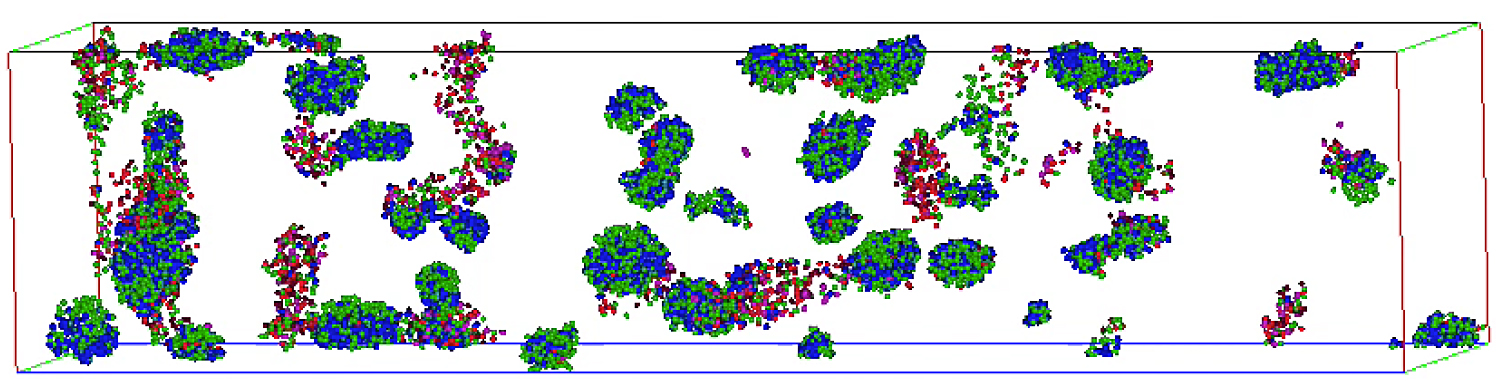
Figure 3 shows the intermetallic Ni-Al precipitates (green and blue) that form at aging of the material. The average precipitate size is 5nm, which means that in 1µm3 of the material there are approximately 500,000 of these precipitates, adding to the strengthening of the material.
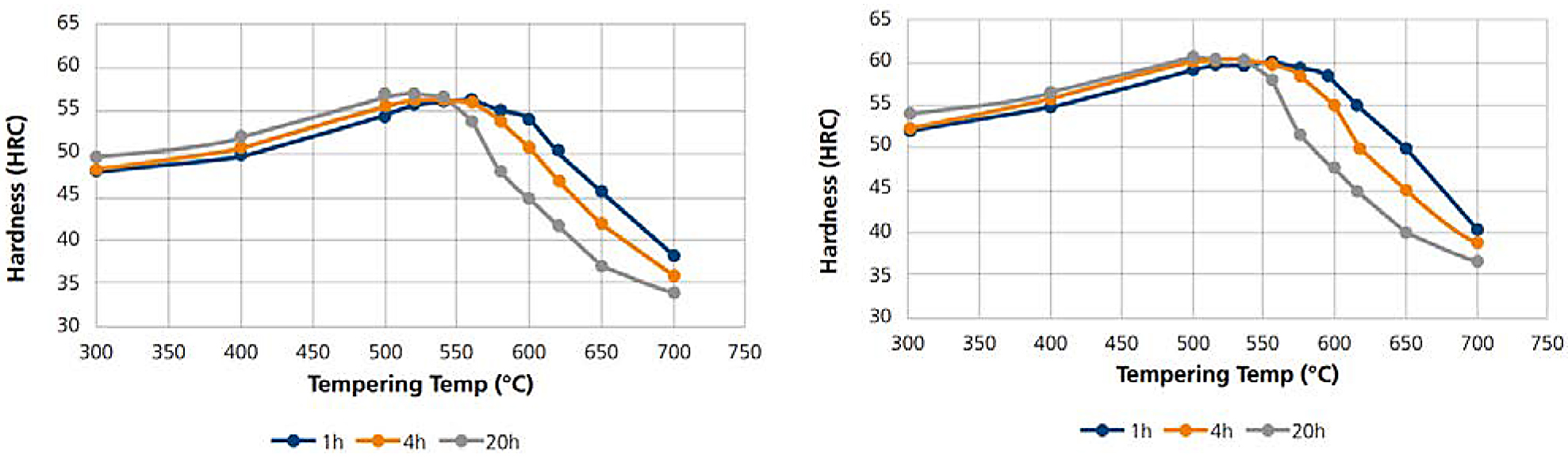
The hardness after austenitization and cooling is 430 Hv for hybrid steel 1 and 550 Hv for hybrid steel 2, and it is after tempering at 500-550°C (aging) that the hybrid steel reaches its hardness; 55 HRC for hybrid steel 1 and 60 HRC for hybrid steel 2, see Figure 4.
2.1 Soft Annealing
Hybrid steels can be soft annealed; with a slow cooling from 800 to 600°C, <20°C per minute, the resulting hardness is approximately 260 HV for hybrid steel 1 and 300 HV for hybrid steel 2.
2.2 Hardenability
Due to the alloying strategy, the material has very high hardenability and can therefore be cooled slowly; no need for a fast quench to reach required properties. As can be seen in Figure 5, the hardness is the same for a bar with a diameter of 10 mm as a large bar with a diameter of 250 mm when air cooled.

2.3 Mechanical Properties at Elevated Temperature
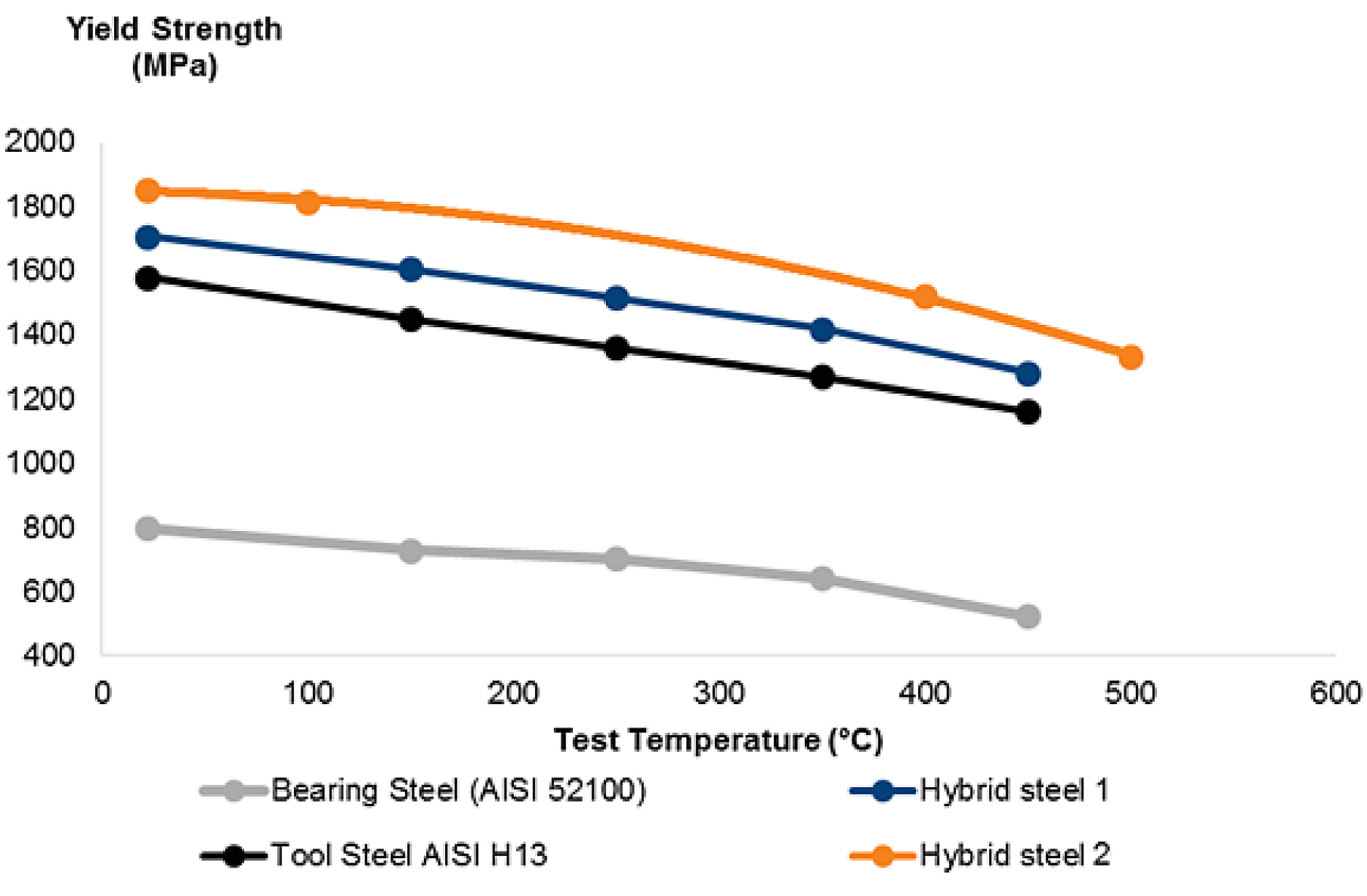
One objective with the present steels is to increase the mechanical properties at elevated temperatures compared to engineering steels. In Figure 6, the yield strength of hybrid steel 1, hybrid steel 2, tool steel, and a bearing steel (100Cr6/52100) are compared. All steels have been hardened and tempered at 550°C (1,022°F). As can be seen, the elevated temperature properties are comparable with a tool steel and significantly improved compared to an engineering steel.
2.4 Distortion
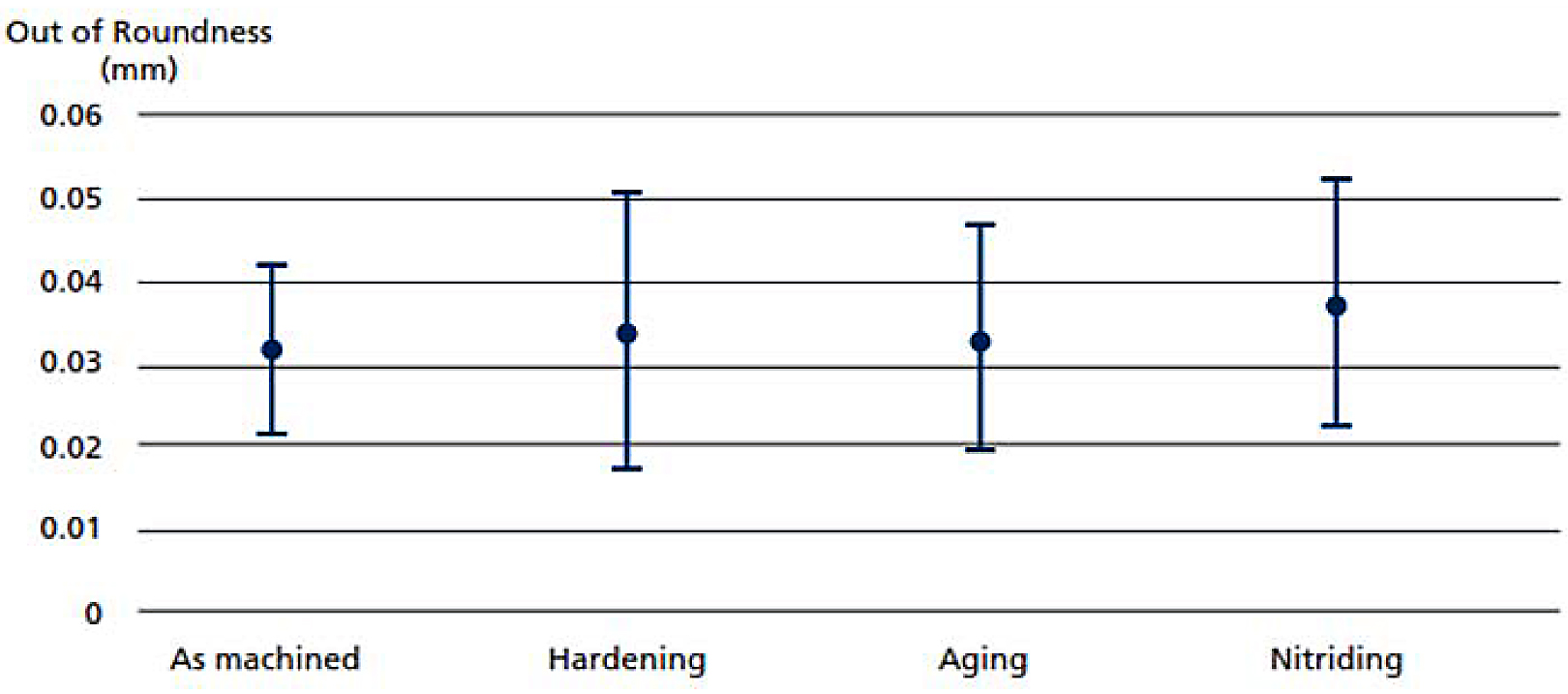
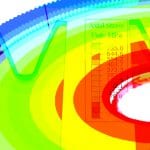
Component distortion after heat treatment is quite a common issue in gear manufacturing and tends to result in cost-intense hard-machining processes such as grinding. This does, of course, depend on the type of gear, gear material, and heat-treatment process, but with standard gas carburizing and quenching processes, it is difficult to avoid entirely. Choosing a material with high hardenability and a slow enough quenching operation will reduce the distortion significantly. The hybrid steels require a very slow cooling rate for the martensite transformation and to reach full hardness; the steels are aged/tempered (where no quenching is needed). These facts make it possible to harden the hybrid steels with significantly lower distortion, compared to traditional gear steels, which require a fast quench (typically oil quench). In Figure 7, a ring has been machined in a soft-annealed condition, hardened (solution treated to approximately 450 Hv), aged to full hardness, and finally nitrided. As shown, the out of roundness is not significantly affected by the heat-treatment steps.
Reduced distortion appears to be of large importance to reduce NVH, especially in electric vehicles, and therefore materials such as hybrid steels, where the propensity to distortion is low, offer an interesting alternative to currently used common grades.
2.5 Nitriding
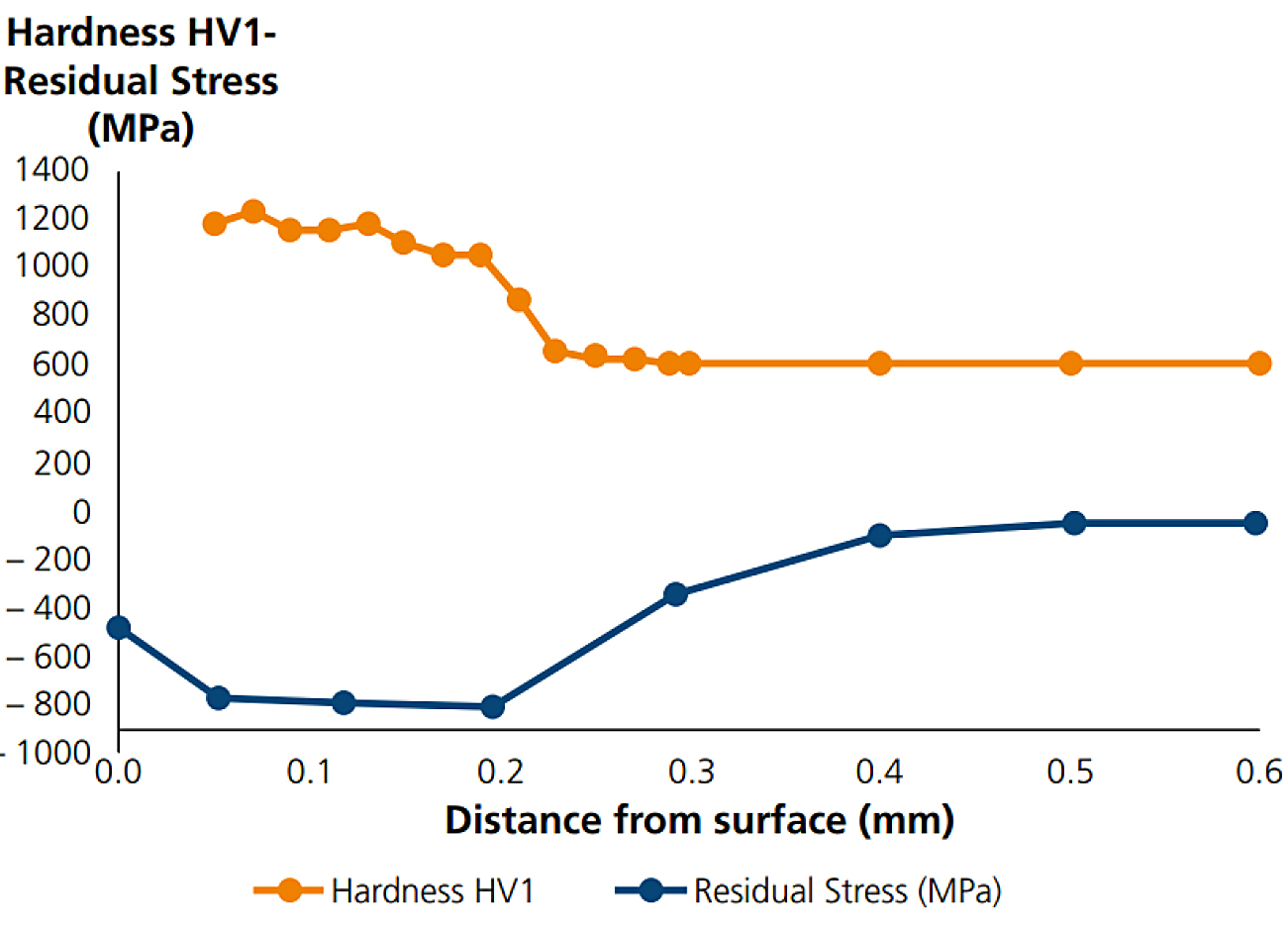
The maximum hardness achieved by nitriding is strongly correlated to the amount of nitriding forming elements (e.g., Cr, V, Mo, Al); therefore, it is no surprise that the hybrid steels exhibit a high surface hardness after nitriding. As an example, hybrid steel 1 was plasma nitrided at 520°C (968°F) for 20 hours; see Figure 8. The surface hardness reached, was approximately 1,200 Hv. The nitriding resulted in a high compressive residual stress. Unlike many engineering steels, the nitriding temperature does not reduce the core hardness since it is performed in the same temperature range as where the precipitation of intermetallic particles occurs. This can be used in different ways; one possibility is that the nitriding process time can be shortened.
2.6 Oxidation/Corrosion Properties
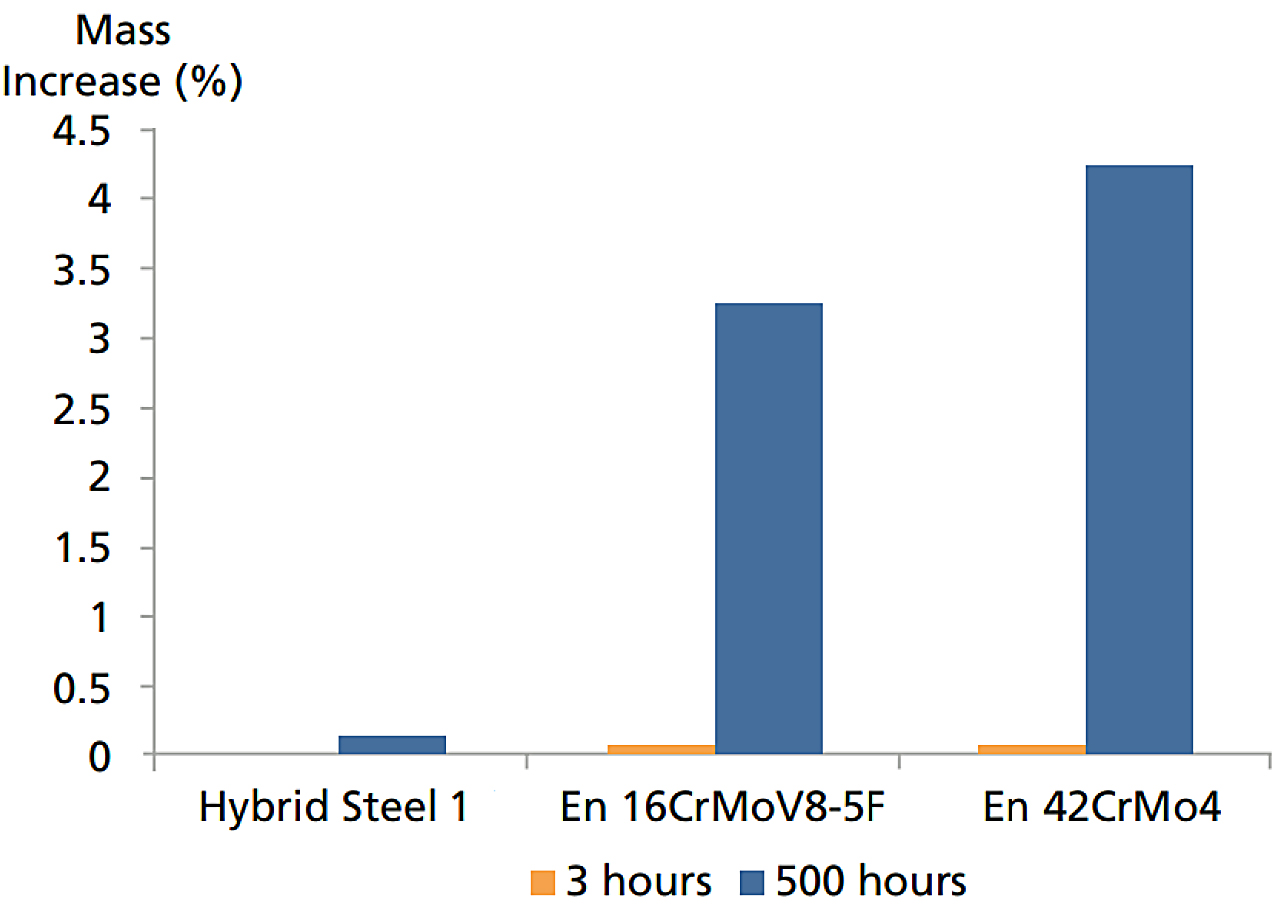
In some applications, the materials’ oxidation and corrosive properties are important. Although those properties for normal engineering gear steels are normally not discussed much since they are poor and sometimes not needed. Due to the content of nickel and aluminum, the hybrid steels have an increased resistance to oxidation or corrosion compared to normal, low-alloyed engineering steels. In Figure 9, the oxidation behavior of the hybrid steel is compared to a carburizing grade (16CrMoV8-5F) and a quench and tempering grade (AISI 4140/42CrMo4). The test was performed at 700°C (1292°F) and in air. As can be seen, the oxidation resistance is significantly improved for the hybrid steel, which shows very little mass increase.
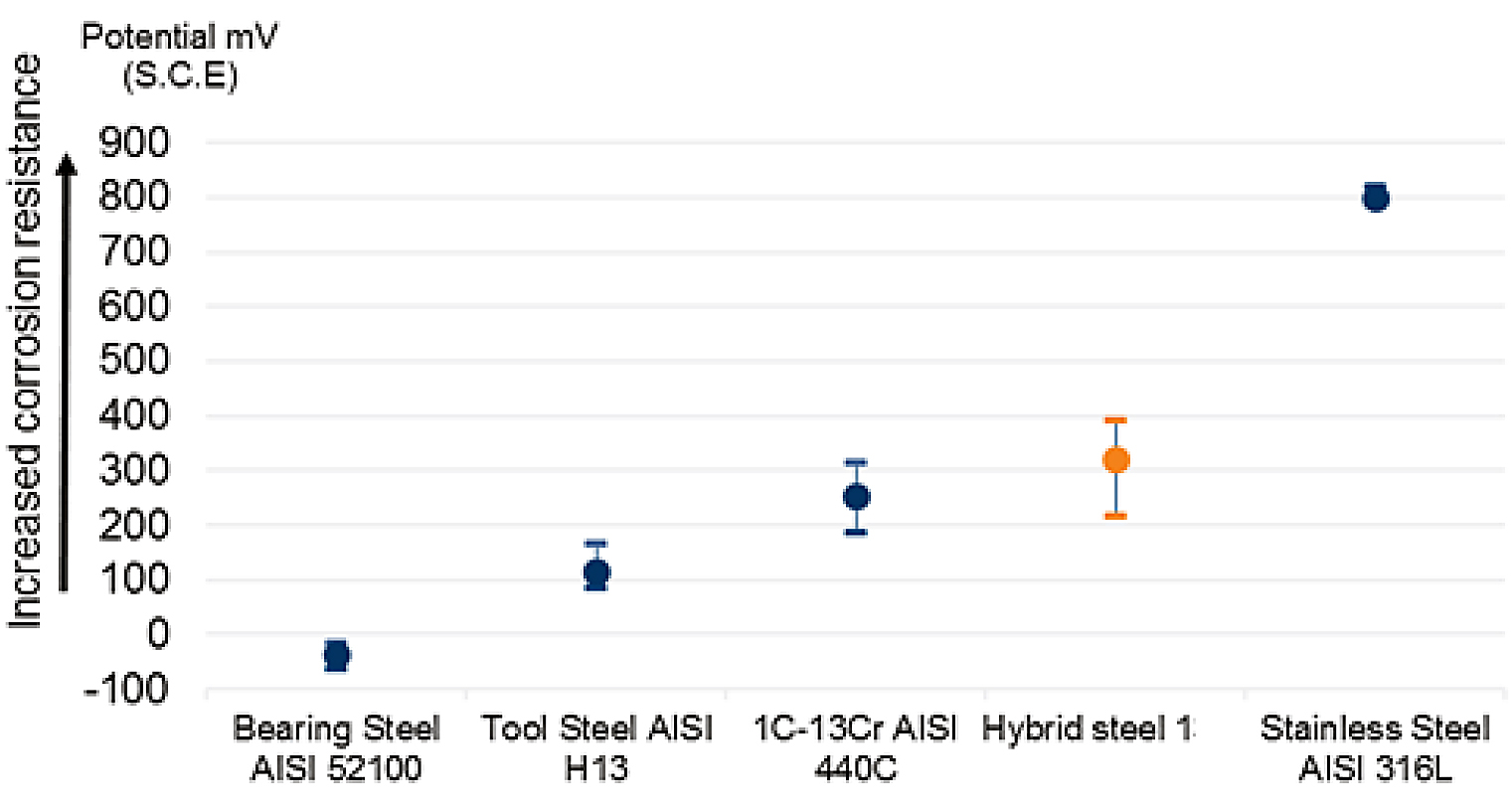
To evaluate the corrosive properties, a standardized test was performed (ISO 15158, [2]), where the pitting potential is measured. A high value means less sensitivity to corrosion. The result (Figure 10) showed the hybrid steel was comparable to AISI 440C (martensitic stainless steel with 17%Cr and 1%C). According to ASTM, the 440C steel is “characterized by good corrosion resistance in mild domestic and industrial environments, including fresh water, organic materials, mild acids, various petroleum products” [3].
2.7 Welding
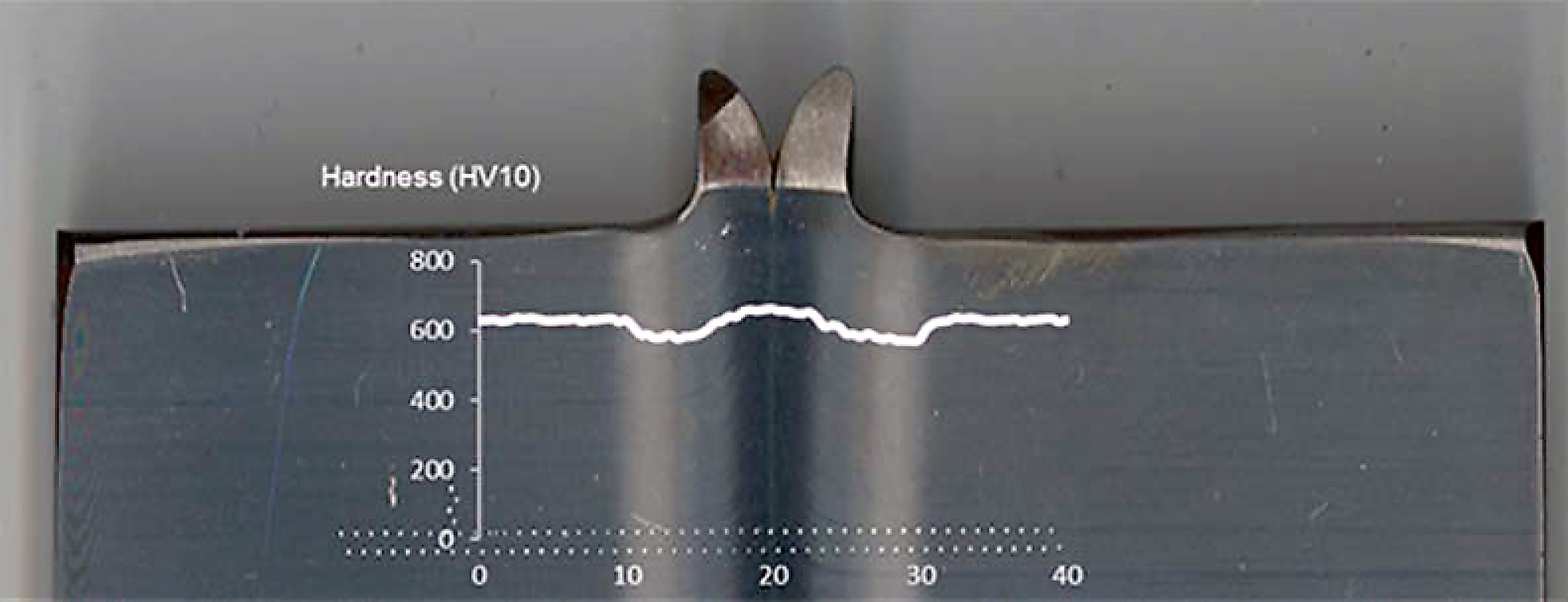
Hybrid steels are suitable for welding, but require a different approach compared to a typical engineering steel, which reaches its maximum hardness through a fast cooling from the austenitization temperature. In Figure 11, an example where hybrid steel has been friction welded is shown. The hardness before welding was approximately 450 Hv. After welding, the hardness outside the weld increased due to aging/tempering whereas the welded zone is more or less unaffected. After aging/tempering, the hardness increased to approximately 600 Hv. In a typical engineering steel, welding would result in a hard-center portion, and the surrounding material would be tempered to a lower hardness.
2.8 Induction Heat Treatment
When progressively induction hardening a ring/gear, there is a large risk of overlapping heating of the already heat-treated part, which can result in a soft part (tempering of the already hardened steel). Tests have been performed by induction heat treating the hybrid steel and by intentionally doing an overlap.
The hardness results show minimal effect of the overlap.
2.9 Influence of Hydrogen on Fatigue
The fatigue properties of steels can be severely influenced by hydrogen, observed in both bending fatigue and in rolling contact fatigue. This can affect the component and system lifetime for many different applications, from wind power to electric vehicles, where hydrogen can be an issue and where the choice of material can be crucial. Hydrogen can be an issue in gear applications, as sliding contact, together with the lubricant can introduce hydrogen into the gear (depending on lubricant, temperature, and leak currents).
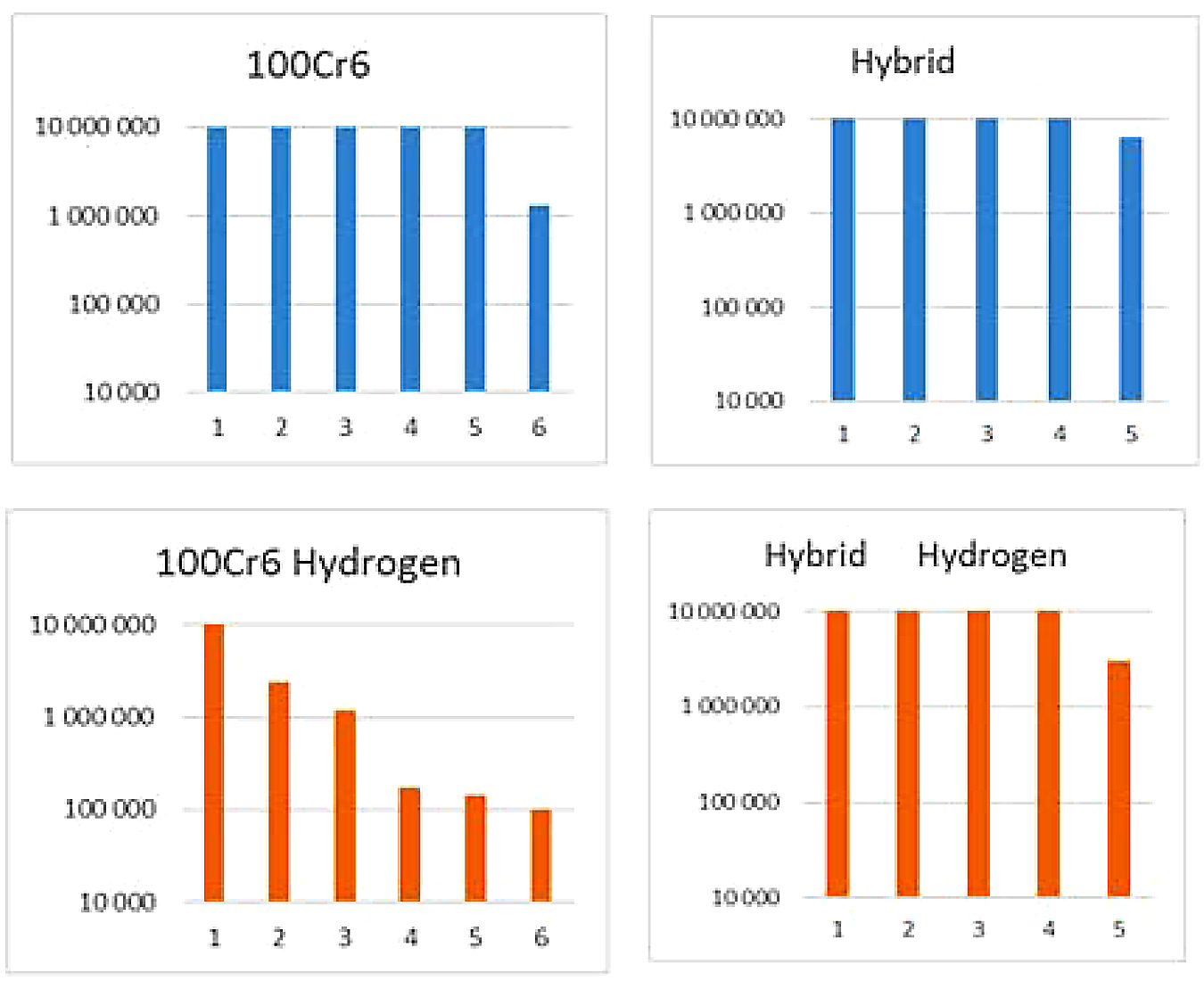
Tests of hybrid steel compared to bearing steel (100Cr6/52100) indicate it is less prone to lose its fatigue strength due to hydrogen. Tests were carried out on rotating bending fatigue specimens charged with hydrogen. As can be seen in Figure 12, the hybrid steel performed better than the bearing steel, indicating it might be less sensitive to hydrogen (top two diagrams without hydrogen charging, bottom two diagrams with hydrogen charging).
3 Gear Manufacturing
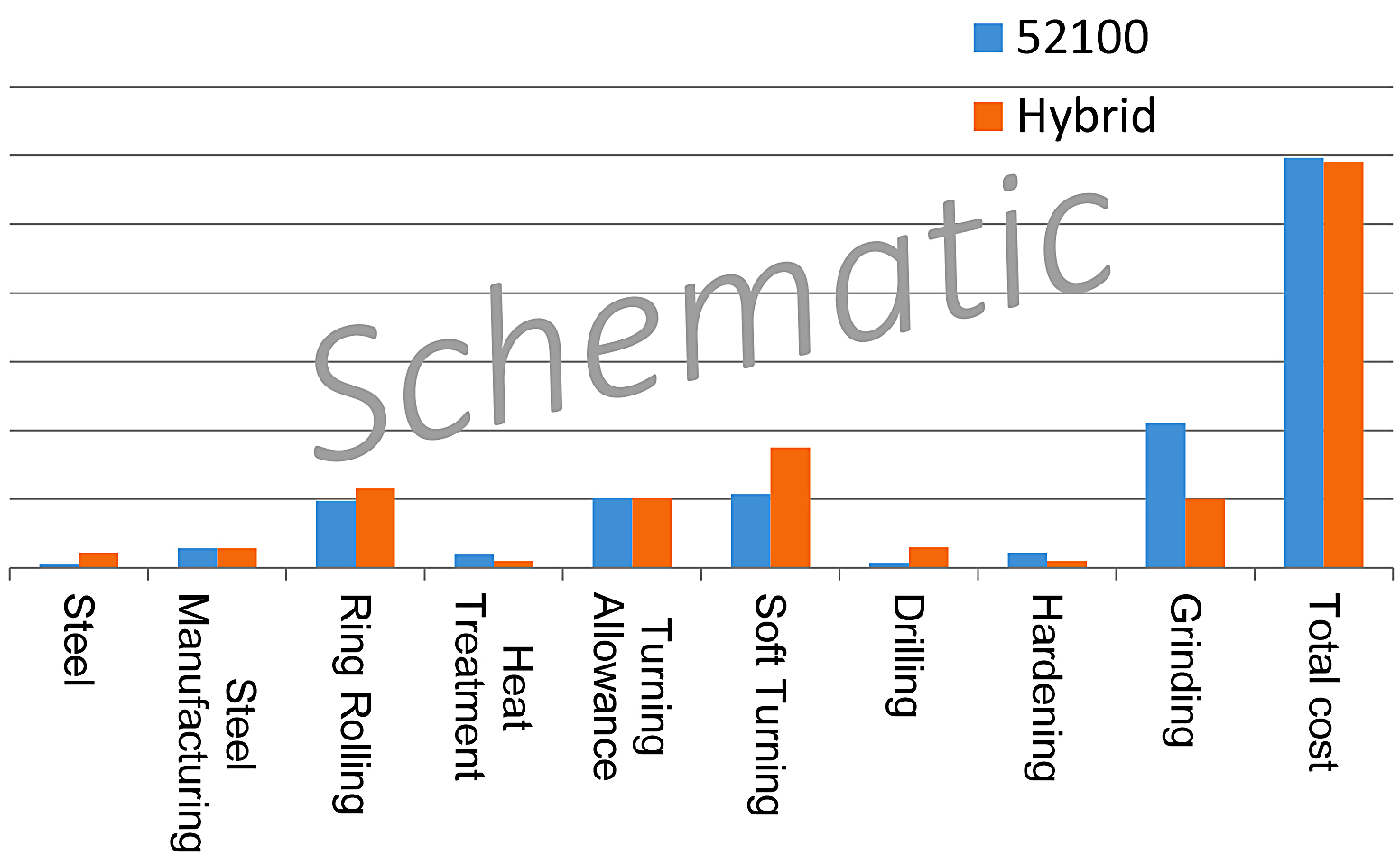
There are many factors that influence the total cost of a component, see Figure 13 where an example of a bearing is shown. Generally, and as seen in the example, raw material cost is a small amount compared to other process steps. By reducing, for example, hard machining/grinding there is an opportunity to allow for a more expensive steel, also in gear applications.
To make full use of the potential of hybrid steel, machining after hardening, at a hardness around 450 HV should be done, since that enables cost-efficient production. There are, however, several possible manufacturing routes from which gears can be produced using hybrid steel.
Through hardened gears, which are solution treated and aged, resulting in a hardness of 55 HRC or 60 HRC respectively for hybrid steel 1 and hybrid steel 2.
Solution treated, aged and nitrided (alternatively solution treated and nitrided, with aging taking place simultaneously as nitriding), resulting in high surface hardness around 1,200 HV and a bulk hardness of 55 or 60 HRC respectively.
Soft annealed and solution treated by induction in the surface region of the gear with additional aging, resulting in a surface hardness of 55 or 60 HRC respectively combined with a core hardness of ≥260 or ≥300 HV respectively (depending on hardening parameters).
Hybrid steels show good results in bar rolling, tube- and ring-manufacturing as well as for forgings, indicating that normal production routes for these types of steels should be very similar to standard engineering steels.
4 Summary and Outlook
Hybrid steels show many interesting properties relevant to gear applications, somewhat depending on the area of application and the working conditions. Distortion and the reduction thereof, is often one of the main concerns for gears, due to cost implications or challenges in the final machining steps. Finding ways of reducing distortion through the choice of material usage as well as heat-treatment processes might facilitate the manufacturing. For applications where a higher core strength is required, as well as a high surface hardness, both hybrid steel 1 and hybrid steel 2 could be an alternative.
Some properties of hybrid steels include:
- Low microstructural segregation.
- High-volume, cost-efficient production.
- High strength, especially at elevated temperatures.
- Ultra-high strength with good weldability.
- High hardenability enabling low distortion.
- Excellent surface treatment possibilities.
- Good corrosion resistance.
In a currently ongoing project, nitrided gears will be tested for bending fatigue performance in a pulsator test rig and further on, carburizing tests on gears are also planned. To understand the machinability of the steel better, and possible production routes, there is also more gear manufacturing planned in the near future.
Bibliography
- https://steelnavigator.ovako.com/steel-navigator/heat-treatment.
- ISO, 2014, Corrosion of metals and alloys – Method of measuring the pitting potential for stainless steels by potentiodynamic control in sodium cholride solution, ISO 15158:2014.
- https://www.astmsteel.com/product/440c-stainless-steel-aisi.
Printed with permission of the copyright holder, the American Gear Manufacturers Association, 1001 N. Fairfax Street, Suite 500, Alexandria, Virginia 22314. Statements presented in this paper are those of the authors and may not represent the position or opinion of the American Gear Manufacturers Association. (AGMA) This paper was presented October 2019 at the AGMA Fall Technical Meeting in Detroit, Michigan. 19FTM15


















 general practice for CQI-9 and AMS2750E")





