







The concept of additive manufacturing has been around for a century, but with the advent of sophisticated software and robotics, the process is fast becoming a game changer in the manufacturing world.
3D printing — a term often used interchangeably with additive manufacturing — has been used successfully to manufacture small components, but when it comes to creating larger, stronger parts, the technology has been relatively limited.
But wire-arc additive manufacturing is expanding 3D printing, and it is proving to be extremely innovative in a way that makes it possible to create big, heavy parts for industries such as aerospace, construction equipment, transportation, and more.
“We certainly see any heavy industry as a great opportunity,” said Mark Douglass, Ph.D., CFA, business development manager for Lincoln Electric Additive Solutions. “Heavy industry could be steel or metals manufacturing to mining, construction, and farm equipment. It could include the energy markets such as oil and gas and power generation (e.g. natural gas, nuclear, and hydro), as well as transportation like larger trucks and ships, whether commercial ships or defense. And with aerospace, it’s really interesting seeing 3D printing being used by the space guys. They’re very interested in this, whether it’s for satellites or rocket launches.”

What is wire-arc AM?
With a plethora of industries excited about what wire-arc additive manufacturing can do for them, what exactly is it about this technology that is pushing it to the top of everyone’s wish list?
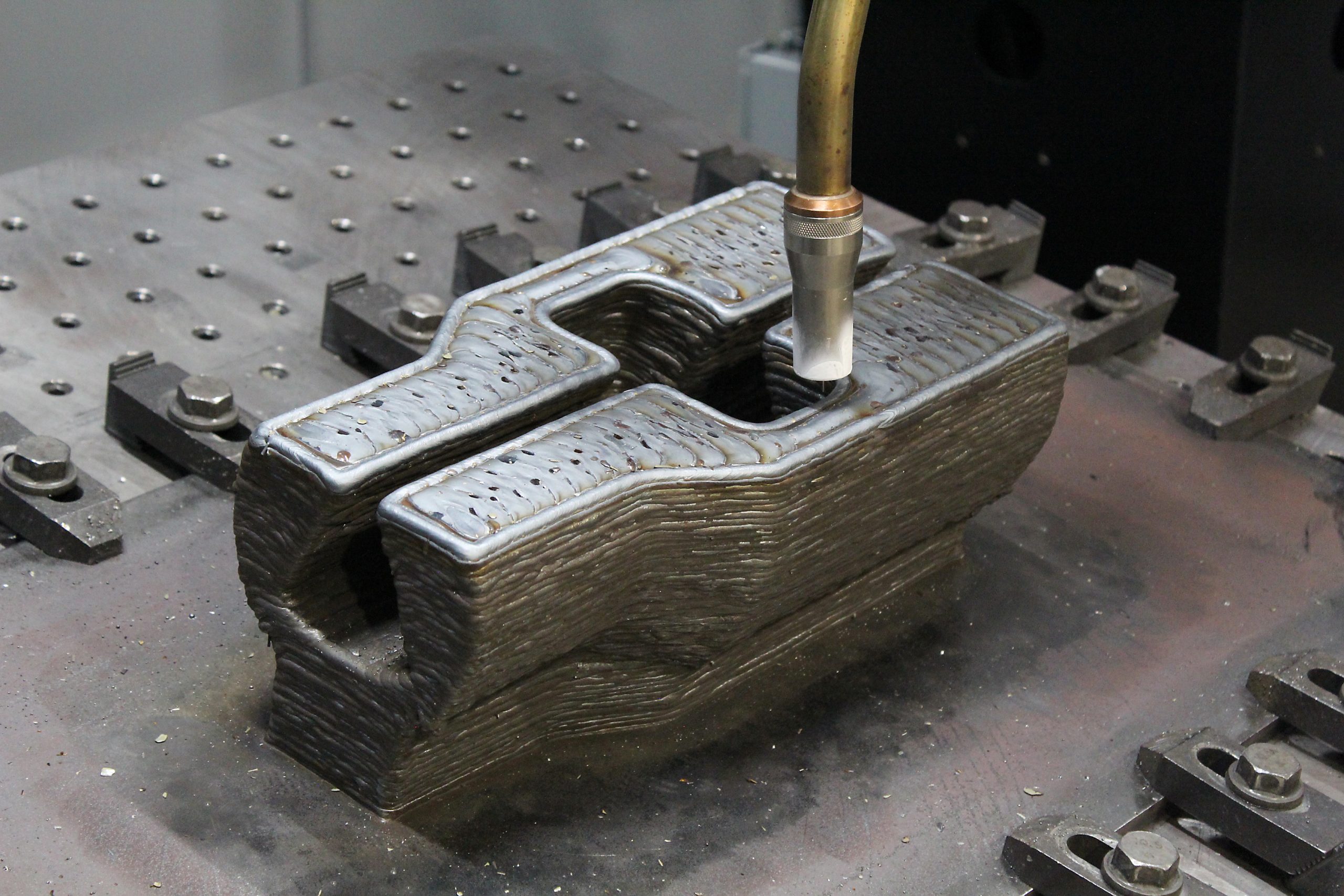
Wire-arc additive manufacturing often employs the process of gas metal arc welding (GMAW). This is also known as MIG welding. The arc welding power source generates electricity to create an arc between a wire feed stock — usually some type of steel or metal alloy — and a substrate. The arc generates heat sufficient to melt the wire onto the substrate.
With GMAW as the base process to melt the wire, an automation system is needed to deposit the material accurately and repeatedly. Sophisticated software slices a solid CAD model into layers and then programs the machine with the optimal path in which to deposit the feed stock material.
“Think about laying down a series of welds next to each other to create a layer, and then stacking another layer on top of that; there are any number of ways you can do that,” Douglass said. “For example, printing a basic square one could start on the outside of the perimeter of the square and then just keep going further in a spiral type motion. Or you could start in, and then spiral out. You could start on one side and zigzag back and forth. Instead of going North/South, you could go East/West, or you could do a 45-degree pattern.”
Douglass compares it to the tool path on a CNC cutting router.
“Similar to CNC machining, there are a variety of ways to generate the tool path and decide how you’re going to machine a part,” he said. “And based on experience, a machinist or programmer will understand how best to cut a part. Ours is similar, except we’re automating that process. It’s not something that is manually created.”
Going big
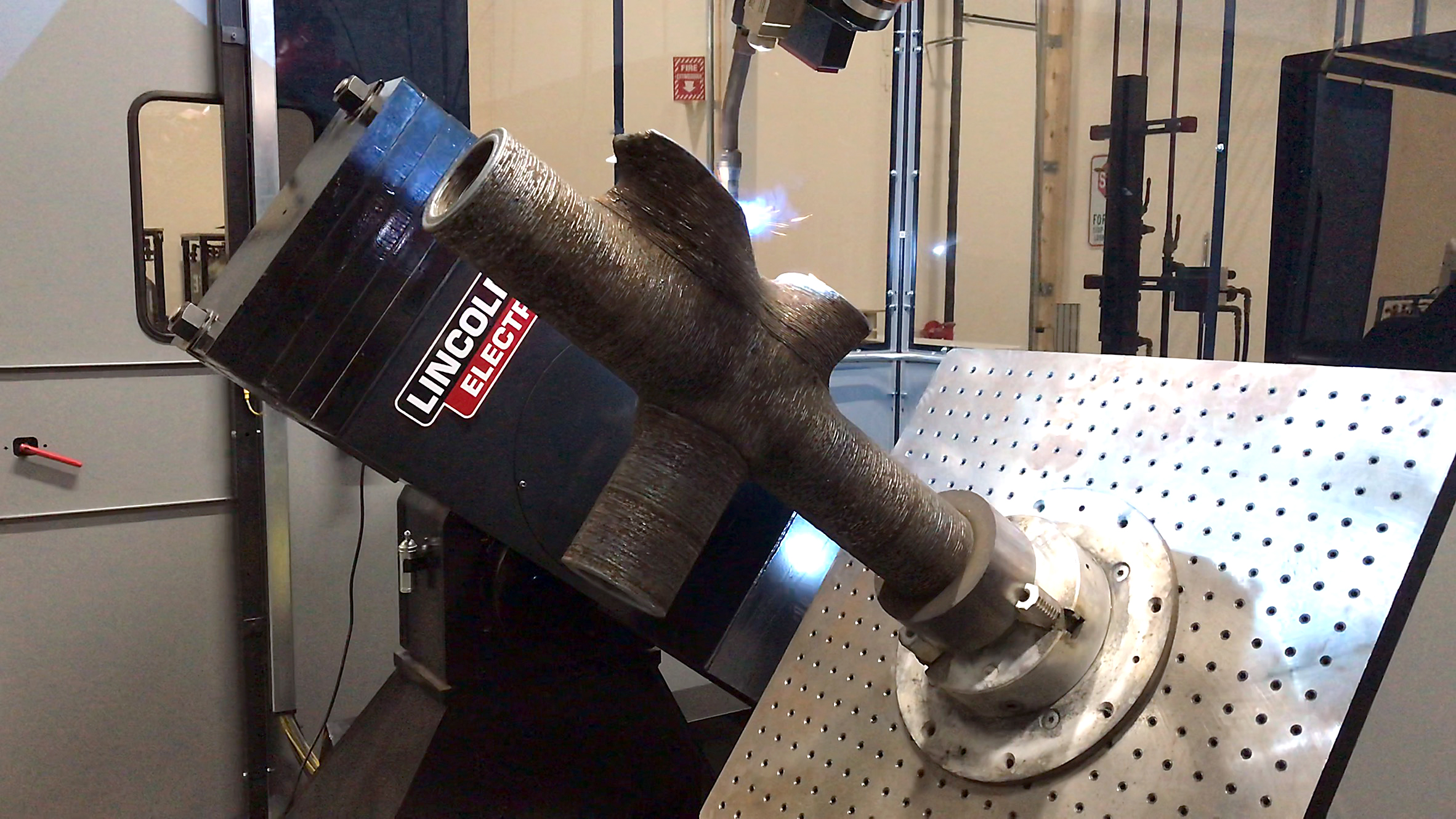
But while previous 3D-printing methods only have been focused on creating small parts from plastic and metals, the wire-arc additive manufacturing process has the ability to create large, metal parts.
“We’re using robotic systems, which provide a large degree of flexibility,” Douglass said. “Our current systems are able to print parts roughly 4 feet by 6 feet by 6 feet tall, but the theoretical part size is unlimited for wire-arc additive. We’ve printed parts over 1,500 pounds but can go much larger.”
The process is ideal for manufacturing large-scale or large-format parts quickly as compared with other additive manufacturing methods, such as powder bed or binder jet.
“Metal wire is less expensive, simpler to utilize, and safer than powder,” Douglass said. “And, importantly, the rate at which you can melt the wire and deposit the material is an order of magnitude higher than powder.”
The deposition rate is often given as pounds-per-hour. By using wire arc, the deposition rate generally ranges from a few pounds per hour to more than 10 pounds per hour for steel.
“With wire arc, you can deposit material quickly, and that’s why it’s good for large parts because you don’t want to spend a month and a half in a really large powder bed machine to make a part,” Douglass said.

Aerospace applications
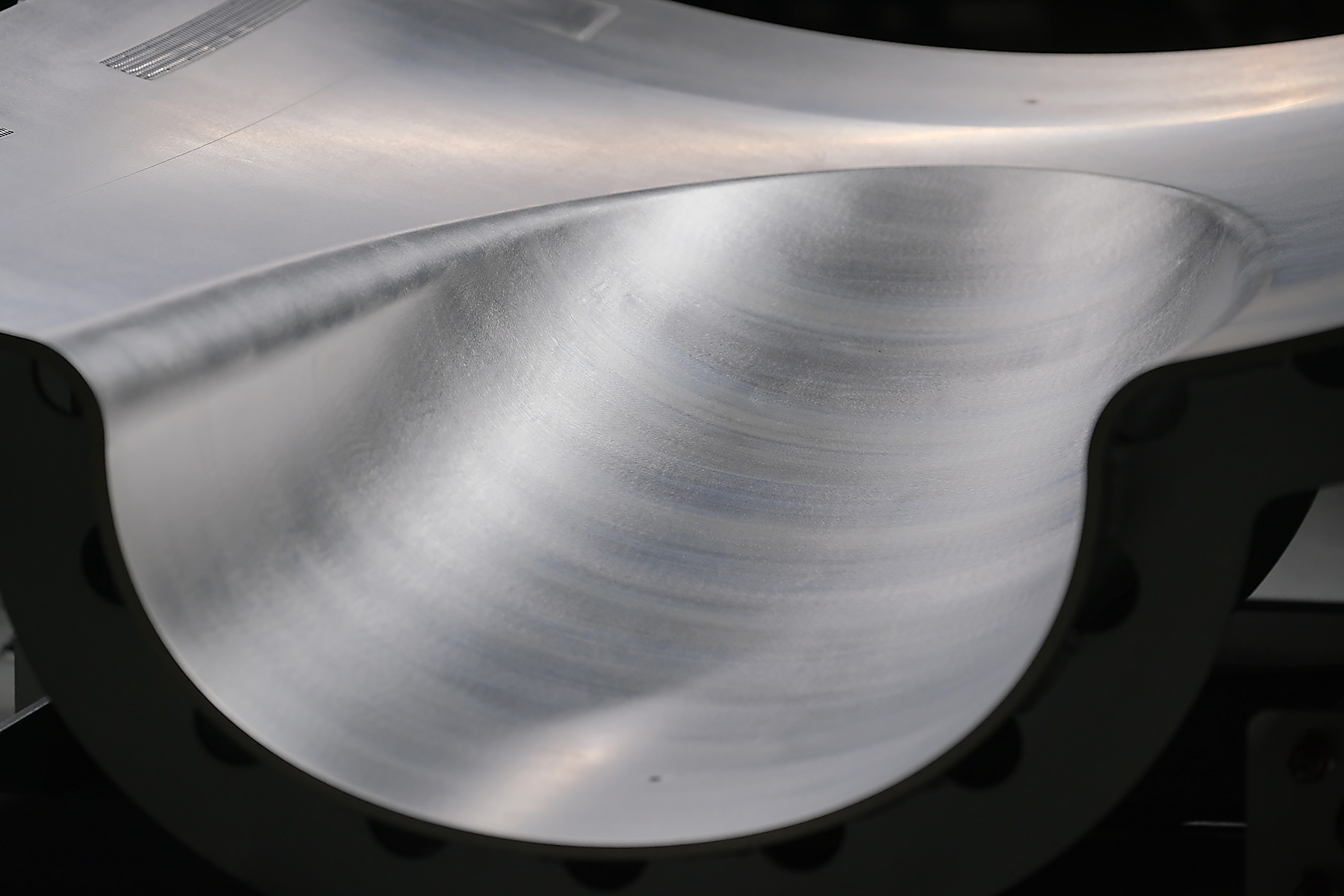
Douglass said the technology is being put to good use in the aerospace industry by printing tooling used to make components. A lot of carbon-fiber parts for aerospace applications are manufactured using molds called lay-up molds. The carbon fiber conforms to the mold by holding it down with a vacuum bag that holds the shape of the tool. It’s then put in an autoclave in order to cure the final part.
The experts at Lincoln Electric have manufactured lay-up tools out of steel as well as invar, which is a high nickel-iron alloy that is stable across a wide range of temperatures. Being able to use a lay-up mold made from invar gives it the advantage of keeping expansion to a minimum during the curing process.
And since the wire-arc AM systems are open atmosphere, there’s no need for a gas chamber where argon or other industrial gases are required. For example, it is possible to create multi-material parts where the robot is equipped with two wire delivery heads with two different types of wire. In the middle of printing, the materials can be switched with practically no time lost in production. This process would allow the core of a hot stamping die, for example, to be made of a high-strength steel that’s strong and tough but not hard. Then, the shell of the die can be printed from an extremely hard material that could take the abuse of a stamping operation.
“And the sky’s the limit,” Douglass said. “You can print more materials than that. And it’s really a form of cladding, which has been around for a very long time. Usually cladding is relatively two dimensional, for example cladding a deposit on a pipe. It’s one layer, maybe two, but pretty simple; you just spiral around the pipe. With additive technology using coordinated, multi-axis motion between robots and positioners, you can create that deposit in any number of regions and on more complex shapes.”
Printing hollow parts
With that in mind, the wire-arc AM process can be used to create parts that are hollow or with a structured interior. This allows parts to be not just lighter in weight, but more economical.
There are many components that are designed with the manufacturing process in mind, but generally, manufacturing processes introduce design limitations. For example, machined or cast parts cannot be manufactured with hollow interiors, according to Douglass. However, when designing for additive, engineers have design flexibility to create hollow parts.
“We did that recently for a customer,” he said. “It was a prototype mechanical-arm type device. It was about four feet tall, and we hollowed out the inside. We saved 25 percent of the weight, and the additive part performs as well as the standard cast part. In addition, we printed the prototype in less than a week, whereas a casting could take a couple months.”
Prototyping advantages
Prototyping large parts in a fraction of the time it would take with previous methods is certainly a huge advantage, because, until now with wire-arc AM, rapid prototyping metal parts hasn’t been a viable option with components more than a few feet in size.
“We cannot only print you a part that’s five, six feet long, but we can print you a functional prototype,” Douglass said. “You could actually use it in your application and test the design. Oftentimes, rapid prototyping meant 3D printing plastic parts, and it’s really just to help the design engineer understand how the design is going to work, and how the manufacturing engineers are going to assemble the parts. Now, you can do it in metal as opposed to waiting for a casting.”
Another advantage is that, once a part has been created, the system settings are on file to print the part again, creating what Douglass calls a “digital inventory.”
“In theory, as soon as an order is placed, we can start printing,” he said. “It’s good for replacement spare parts.”
Owning a system
If there is a downside to the wire-arc additive manufacturing, it’s that it requires significant resources to maintain a system onsite. To do it properly would involve an investment that could approach $1 million, according to Douglass. And then it would need to be staffed with engineers.
“These systems are not your average manufacturing piece of equipment that an operator can manage,” he said. “And that’s where we come in. That’s where we decided to print parts for customers. I think most customers view it not only as a big, upfront investment, but there is also a steep learning curve to printing parts with quality and efficiency.”
That’s why it made sense for Lincoln Electric to offer part printing services to its customers.
“That’s our business: to take our expertise in the software, automation, welding, and materials, to produce high-quality parts, and give you a rapid turnaround,” Douglass said.
MORE INFO additive.lincolnelectric.com


















 general practice for CQI-9 and AMS2750E")





