







In almost every industrial trade magazine, there will appear an occasional article about “cryogenics.” Thermal Processing has devoted an annual issue to cryogenic processing for several years now. A Thermal Processing article published in 2021 was perhaps the most scholarly and professionally written article in recent years. I have been researching cryogenics for the last 25 years. My research has included articles from the late 1930s to the present. Recent research has benefited from advances in analytical technology and measurement that now allow the cryogenically induced changes, especially in steel alloys, to be scientifically demonstrated in ways that are practically irrefutable.
The Basics of Cryogenic Processing
Among the most commonly observed changes are: 1) complete conversion of austenitic grain formations to martensitic grain formations, 2) Moving the naturally occurring carbides in ferrous metals from body-centered molecular structure to face-centered molecular structure, 3) eliminating internal stresses, 4) decreases in the coefficient of friction, 5) greater thermal conductivity, and 6) greater electrical conductivity.
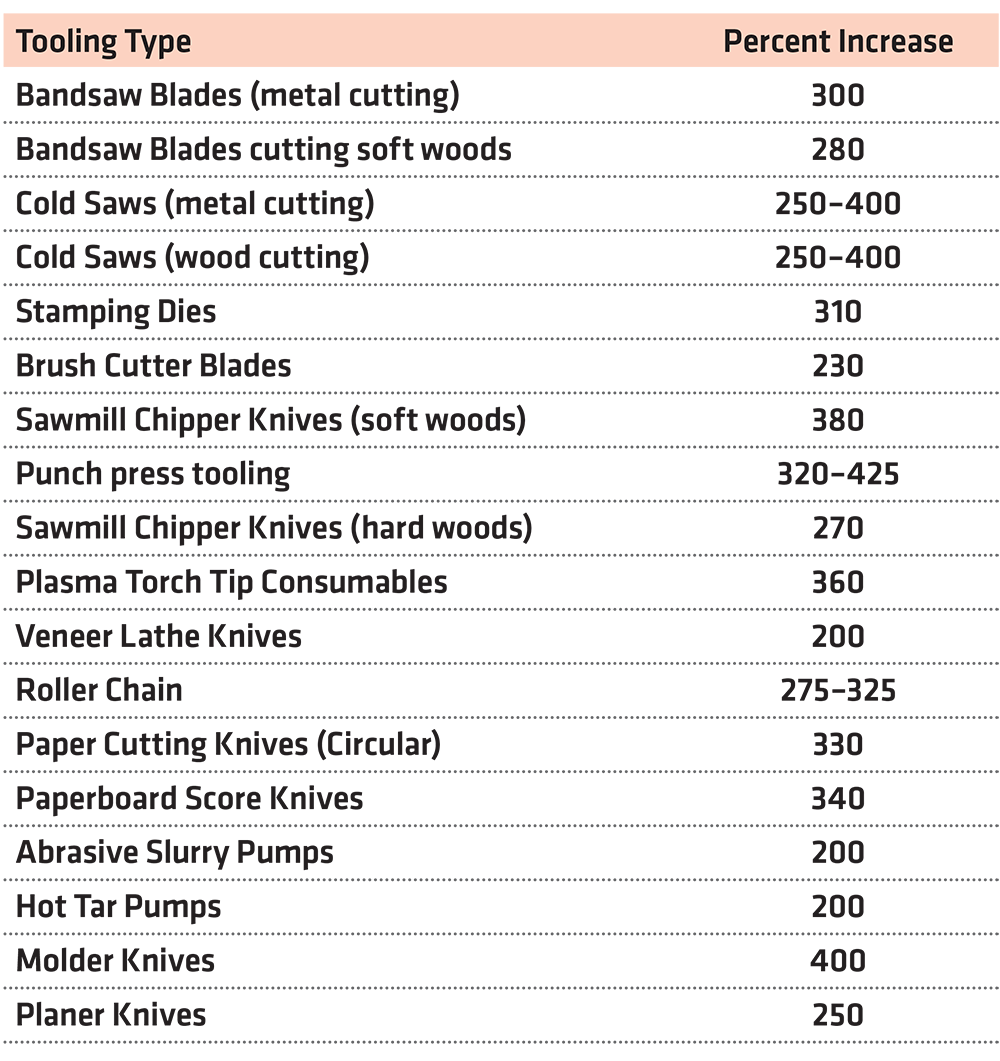
This article will show what you, as a professional industrial user, can expect from having your tooling, knives, cutters, dies, punches, gears, chains, sprockets, etc., cryogenically processed.
Down River Cryogenics, LLC, has been providing cryogenic processing services to industrial and commercial clients for more than two decades. A large, loyal base of repeat customers is the cornerstone of its business. Therefore, it is more practical to discuss the actual results experienced by peers and competitors who have long-term experience with the company’s proprietary cryogenic process. To maintain confidentiality, no clients are specifically named.
A few common questions about this process include:
Q: Why does freezing tooling/parts/materials (i.e. equipment) make any difference?
A: By changing the wear and stress characteristics of your equipment, your lines stay running longer, with lower maintenance, less frequent replacement of wear parts, and parts that operate cooler, stay sharp longer, and increase profits.
Q: Does cryogenic processing make steel harder?
A: A hardness change of two to three Rockwell C scale points is sometimes experienced. The particular alloy involved is the determinant factor. Cryogenic processing when done with our propriety techniques will not increase brittleness or other factors associated with unpredictable hardness changes.
Q: How is dimensional stability affected?
A: Dimensional stability is enhanced because the process relieves induced and kinetic stress.
Q: Is this some kind of coating?
A: No, the cryogenic process produces molecular-level changes that completely permeate the item. It can’t be ground, polished, rubbed off, or chemically removed. Under typical operating conditions, the change is permanent.
Q: Does cryogenics cause color changes?
A: Yes. Most steels will have a slight gold surface color that will fade with use.
Q: Does the process have application for carbide items?
A: Yes. The process increases the strength of the bonding agents, so the parts have a wear life increase between 200 to 300 percent.
Q: Will this process make my tooling harder to resharpen?
A: The resharpening will not be affected except that a cryogenically processed tool will resharpen with less metal removal. Many customers find sharpening time is also reduced — as is chip out from collision with debris.
Q: What is the primary agent that creates the cryogenic change?
A: Liquid nitrogen creates the cryogenic processing temperature between minus-300°F and minus-316°F. This super-cold environment causes molecular changes that positively affect the processed items.
Q: Don’t very cold temperatures make cracks in metals?
A: If the item being processed was simply plunged into the liquid nitrogen, the item would have a tendency to crack. Proper cryogenic processing requires a descent from ambient to process temperature that takes several hours. If a cryogenic processor tells you they can have a 24-hour turnaround, you should keep looking.
Q: How is the cryogenic temperature maintained?
A: Liquid nitrogen is introduced into the cryogenic processing chamber through a proprietary technique. Liquid nitrogen boils at minus-316°F to minus-320°F, depending on atmospheric pressure, requiring the cryogenic processor to be extremely well insulated. Through a continuously monitored and adjusted computer-driven routine, the densely insulated chamber is filled with liquid nitrogen at precise, temperature-controlling intervals.
Q: Does this process work on non-metallic materials?
A: Cryogenic processing has positive effects for certain plastics including nylon, HDPE, UHMW, LDPE, and rayon. Cryogenics cannot be applied to cellular foam plastics.
Q: Are there factors that influence the actual results cryogenic processing imparts?
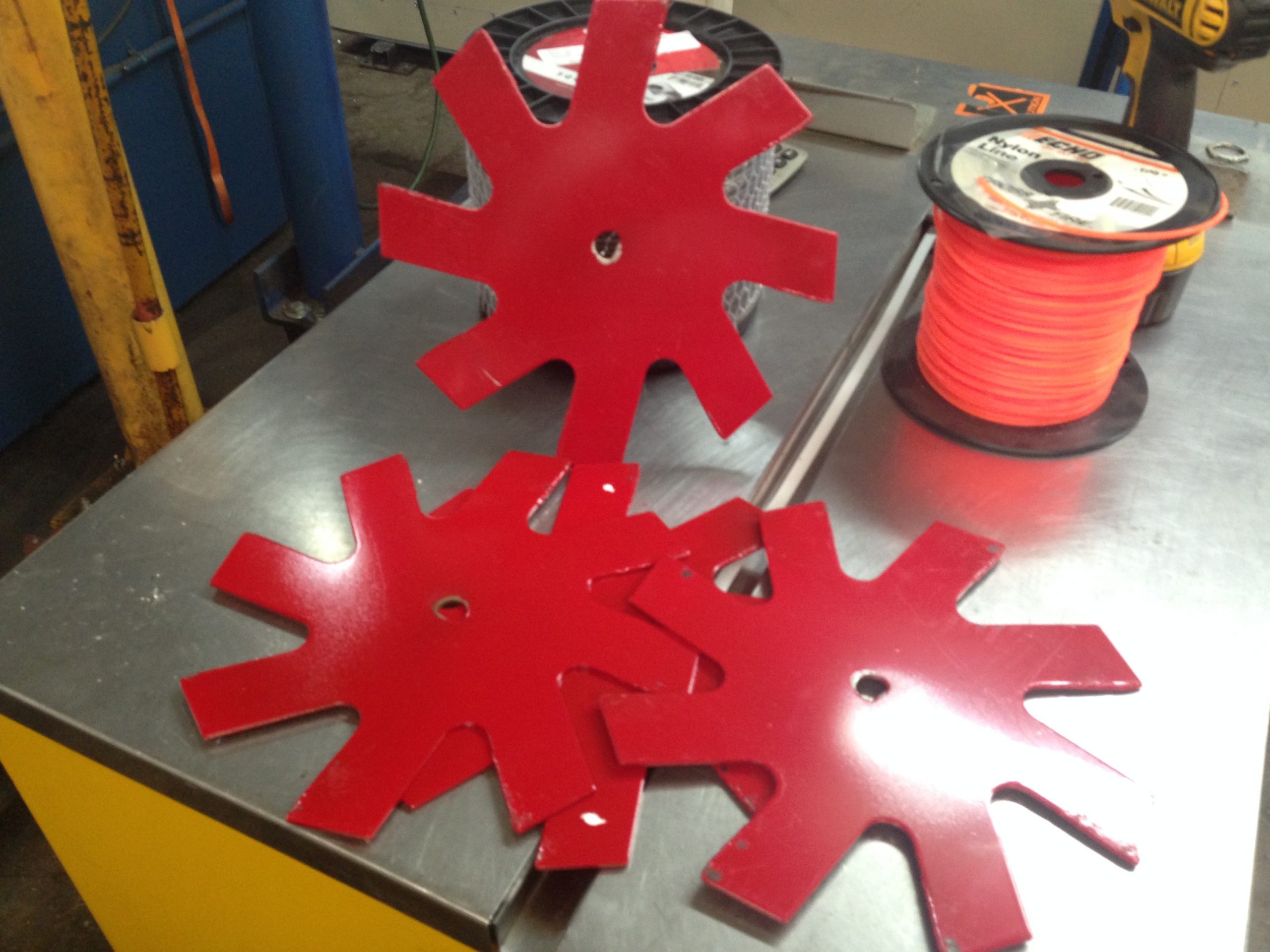
A: Absolutely. The initial qualities that make an item useable and applicable are not altered. Poor quality equipment is still poor quality, and poor workmanship does not change. Other factors including feed rate, tool speed, coolant delivery, specific applications, and simple basics such as proper maintenance and hygiene make a difference — cryogenically processed or not. Good workplace practices always make a difference. Figure 1 shows a partial list of items regularly processed by Down River Cryogenics.
The benefits are not limited to ferrous metals. Gears made from HDPE typically double in use life, and plastic bushings in a plant that require daily wash down run three times longer than untreated bushings. TiN coating, carbonitriding, hard-chrome plating, and spray-metal coatings benefit from a longer life after being cryogenically processed. Brass, aluminum, copper, stainless steel, cast iron, cast steel, and zinc are regularly cryogenically processed to good effect.
The History of Cryogenics
The very word, “cryogenics,” creates images more based in science fiction than practical science. This unfortunate association led to an aura of snake oil and dubious operators making promises of magic wand miracles but producing very few useable results. To an extent, this is understandable as cryogenic service providers expect their customers to buy a product they can’t see or touch. Until science caught up with practice, it was a leap of faith for many early customers.
Since the mid-1930s, the Holy Grail of wear reduction and increased life for consumable steel tooling has been a successful, efficacious, repeatable, and affordable cryogenic process. Specifically, finding a technique known as deep cryogenic processing, safely subjecting items to temperatures ranging from minus-300°F to minus-316°F. There have been many different attempts to expose tooling and wear parts to cryogenic temperatures as an adjunct to heat treatment or to substitute for heat treating.
Cryogenic processing is an old idea. It is reported that Swiss watch makers in the 1400s would take leather pouches of brass watch parts to the Alpine snowpack and bury them in the snow for the winter. The temperatures would remain below minus-30°F for several months. The molecular changes in the watch parts caused by prolonged exposure to Alpine cold was significant enough to make watches with a greater time-keeping accuracy and longer use life.
Various scientists and many entrepreneurs have sought to develop a viable way to use the cryogenic process. Discovering a method to increase the wear resistance and use life of steel tooling without creating embrittlement, fracturing, over hardening, or imparting stress has been an ongoing search for nearly a hundred years.
Soviet-era scientists tried immersing items in liquid nitrogen. While claiming success for this method, no peer-reviewed science was ever offered to back it. After the collapse of the Soviet Union, Russian scientists have come forward to dispute these claims, primarily saying stress fractures were common with the sudden immersion technique.
In England, hanging of items in a wire basket suspended over liquid nitrogen to be pre-cooled before being immersed in liquid nitrogen has been used with limited positive results. Still, the immersion of metals in liquid nitrogen without a slow ramp down to the required temperature produces micro cracks and marginal improvements.
Dr. Randall F. Barron at Louisiana Technical University at Monroe was among the first to scientifically document the changes deep cryogenic processing produced. His seminal research article printed in the May 1974 issue of the TAPPI Journal caused a reawakening of interest in cryogenic science for industrial applications. His stunning revelations of extended tool life, stress reduction, and greater thermal and electrical conductivity, all without a significant increase in hardness, was the dawning of a new age of cryogenic technology. Following that publication, many entrepreneurs have tried to commercialize Dr. Barron’s findings. Most have failed.



Improving the Technology
As above, many companies in the later part of the 20th century marketed equipment specifically for cryogenic enhancement of tooling and consumable parts. Few remain in business. Most of them made great looking machinery. Unfortunately, they failed to replicate Dr. Barron’s results. Much like the California Gold Rush, a lot of people tried; few succeeded. Failure in the cryogenic processing business is more the rule than the exception. A typical start-up cryogenic processing business has a predicable life of about 18 months.
In the United States, the interest in cryogenics became more focused on non-industrial applications. These have included motor sports parts, metal baseball bats, gun barrels, fishing line, golf balls and clubs, pantyhose, and other items that have no critical industrial potential whether the cryogenic process worked or failed. A driver who gains a few more yards off the tee is an interesting parlor trick, but it doesn’t improve your production.
In Europe and Asia, the use of cryogenic processing became an industrial practice where mere success of any kind was an acceptable norm. Lower quality tooling could be improved enough to be useable and perhaps competitive with higher quality products.
Attempts to insert the cryogenic process into the heat treatment cycle have produced good results but at great expense and unpredictable improvement. Processors have found that applying the cryogenic process to items in the heat-treating cycle requires a degree of control and precision most cannot achieve. This is due to the fact that every type of alloy requires a different technique. The end results can be positive, but technically challenging, to produce.
Down River Cryogenics discovered more direct methods were more reliable and much easier for its customers to use. This is why the company processes tooling that its customers would normally just put into service as is. By introducing the cryogenic process at that stage, customers’ workflows aren’t interrupted; everything is familiar; equipment setup remains the same, and they can focus on their bottom line.
Recent Research
In the last 25 years, cryogenic processing has become the topic of many scholarly papers and dissertations. The author of this article participated in a paper published in 2021, in The International Journal of Engineering Science titled “Quantifying Deep Cryogenic Treatment Extent and Its Effect on Steel Properties.” This research was headed by Dr. Paul L. Funk, et al., at the University of New Mexico, Las Cruces Department of Mechanical and Aerospace Engineering in conjunction with the USDA-ARS Cotton Research Lab.
The paper discusses the laboratory analysis of items cryogenically processed using the proprietary process developed by Down River Cryogenics, LLC, in Jefferson, Arkansas. In addition to extensive laboratory examinations, several hundred cryogenically processed items were provided to normal end users for evaluation in their typical operating environment.
The authors observed significant increases in use life — exceeding 200 percent without exception and with greater improvements in some applications.
As the researchers discovered, a scientifically developed and regulated cryogenic process is necessary to produce quantifiable, positive, and industrially viable results. The changes created on the molecular level include carbide particle distribution changing from body centered to face centered, elimination of retained austenite, a complete formation of martensitic grain structure, a great reduction of retained and imparted stress, a reduction of the coefficient of friction, greater conduction of heat, reduced electrical resistance, and longer actual tool use life.
Cost Effectiveness
The items in the above list regularly being cryogenically processed all have a single commonality: Cryogenically processing them is cost effective. Customers say that $1 spent for cryogenic processing typically returns $3 to $4 in reduced downstream costs. The benefits enjoyed by long-term industrial cryogenic users are increased tool life, less downtime for tooling changes, improved product quality, less money spent on replacement tooling, and an improved safety margin due to less tooling handling.
Bibliography
- Funk, P., Kanaan, A., Shank, C., Cooke, P., Sevostianov, I., Thomas, J., Pate, M. (2021) Quantifying deep cryogenic treatment extent and its effect on steel properties, International Journal of Engineering Science, Vol. 167. https://doi.org/10.1016/j.ijengsci.2021.103521.
- Barron, R. (1974) Cryogenic Treatment Produces Cost Savings for Slitter Knives, Technical Association of the Pulp and Paper Industry Journal. Vol 57 (No. 5). https://cryogenictreatmentdatabase.org/article/cryogenic_treatments_can_save_you_money/

















 general practice for CQI-9 and AMS2750E")





