







Thermochemical surface engineering is effective in improving the performance of various gears made of ferrous alloys [1-5]. The cost of machining typical gears during the manufacturing process often exceeds 55 percent of total cost, especially when there is significant grinding after carburizing the gears [5]. Therefore, improvements in the manufacturing of gears that can lead to a reduction in machining are valuable.
Nitriding produces high hardness and compressive stresses in many low-alloy steels used for gears. It is a nearly distortion-free process, which allows for the treating of finished components, thus minimizing costs. The complex nature of the stresses at the contact area of rotating gears leads to contact fatigue and sliding friction. Nitriding is superior to other surface engineering techniques in resisting wear at gear flanks. When a high-strength alloy steel suitable for nitriding is used, a nitrided surface layer withstands high contact Herztian stress (contact stress) at gear flanks better than a deeper carburized layer in many instances [4]. Also, the maximum operating temperature for nitrided gears is higher than for carburized gears, typically 455°C versus 150°C [6]. Rolling contact fatigue (RCF) and tooth root-bending fatigue are primary gear failure modes [7, 8]. With the proper microstructure, certain alloy steels enable achieving a sufficiently thick, hard nitrided layer that resists high contact stresses (2068-2413 MPa, or 300-350 ksi), such as those generated in jet-engine mainshaft applications [9, 10].
In addition, most of the distress in aero-engine bearings is brought on by surface conditions, not by the so-called classical subsurface fatigue initiation [11]. A similar situation may also be considered in gear applications. Contact fatigue and negative effects of intergranual nitrides (IGN) present in the nitrided microstructure can lead to premature failure. This may also increase the spall propagation rate over that normally experienced in materials that are not nitrided [10, 11]. For high-performance, high-speed gears used in power-generation applications, nitriding enhances long-term resistance to pitting and tooth flexure [12]. These applications require a deep (>1 mm) nitrided layer that’s free of IGN.
Ion nitriding is also applied to high-performance titanium alloy gears used in the aerospace industry.
Nitriding process
The process of ion nitriding is carried out in a glow discharge with the workpiece as the cathode and the vessel wall is the anode [2]. The atmosphere is typically a mixture of nitrogen and hydrogen, occasionally enriched with argon or methane. Treated parts can be observed through a porthole (as shown in Figure 1).
High-quality nitriding requires that the nitriding temperature is at least 28°C (50°F) below the tempering temperature and that parts are free from decarburization because nitriding decarburized steel results in excessive growth and the case can become brittle.
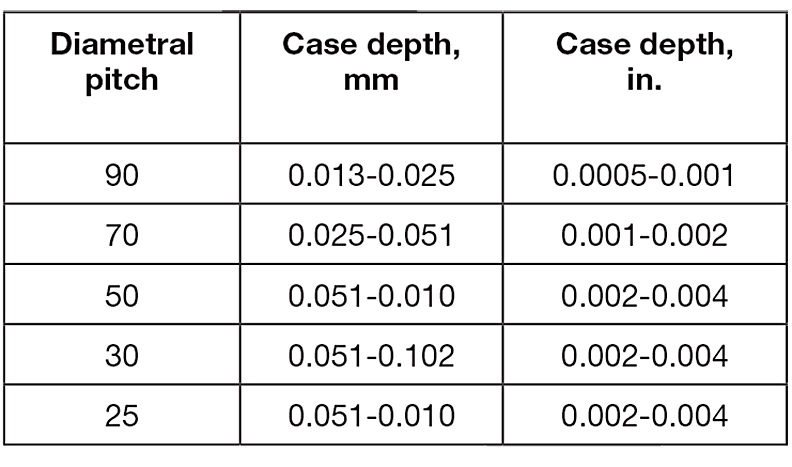
Nitrided gears do not require a case as deep as that required in carburized gears. Table 1 lists recommended case depth for different high diametral pitch (DP) [13].
Low-module (fine-pitch) gears
Several unique characteristics of ion/plasma nitriding enable applying it to a variety of ferrous and nonferrous alloys [2]. Nitriding high-alloy steels, including stainless steels, are carried out at a temperature between 350°C and 600°C. Stainless steels are used in aerospace applications requiring maximum mechanical strength and durability. Many components are ion nitrided in a finished condition. Because nitriding is carried out at a temperature far lower than the phase transformation temperature, properly nitrided gears exhibit no distortion. An advantage of ion nitriding in these applications is the ease of protecting selective areas from hardening using mechanical masking [2].

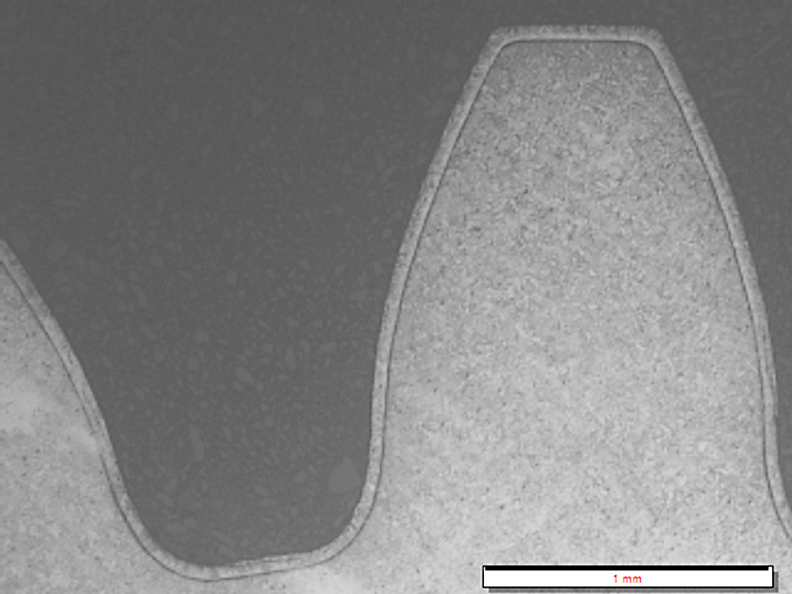
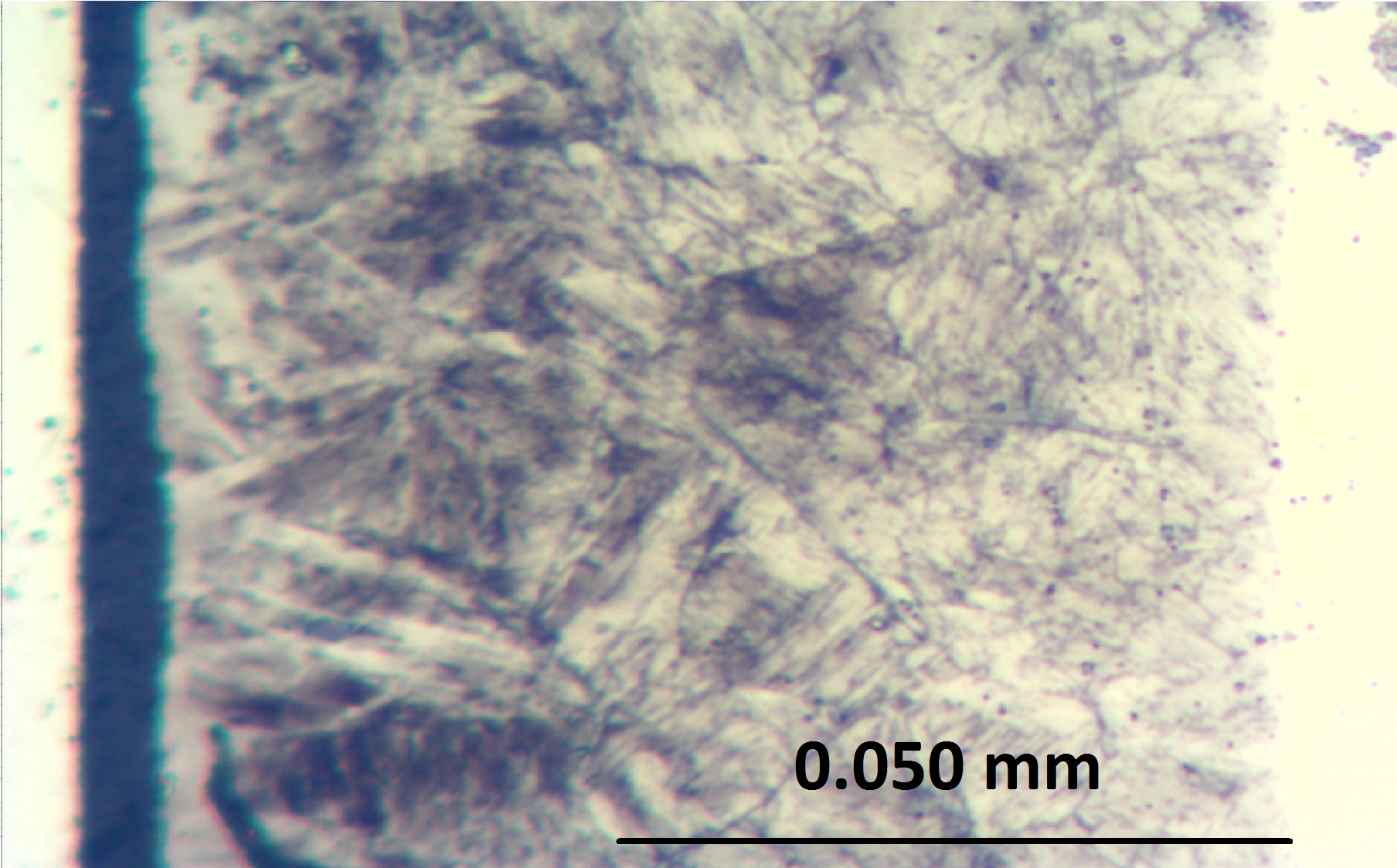
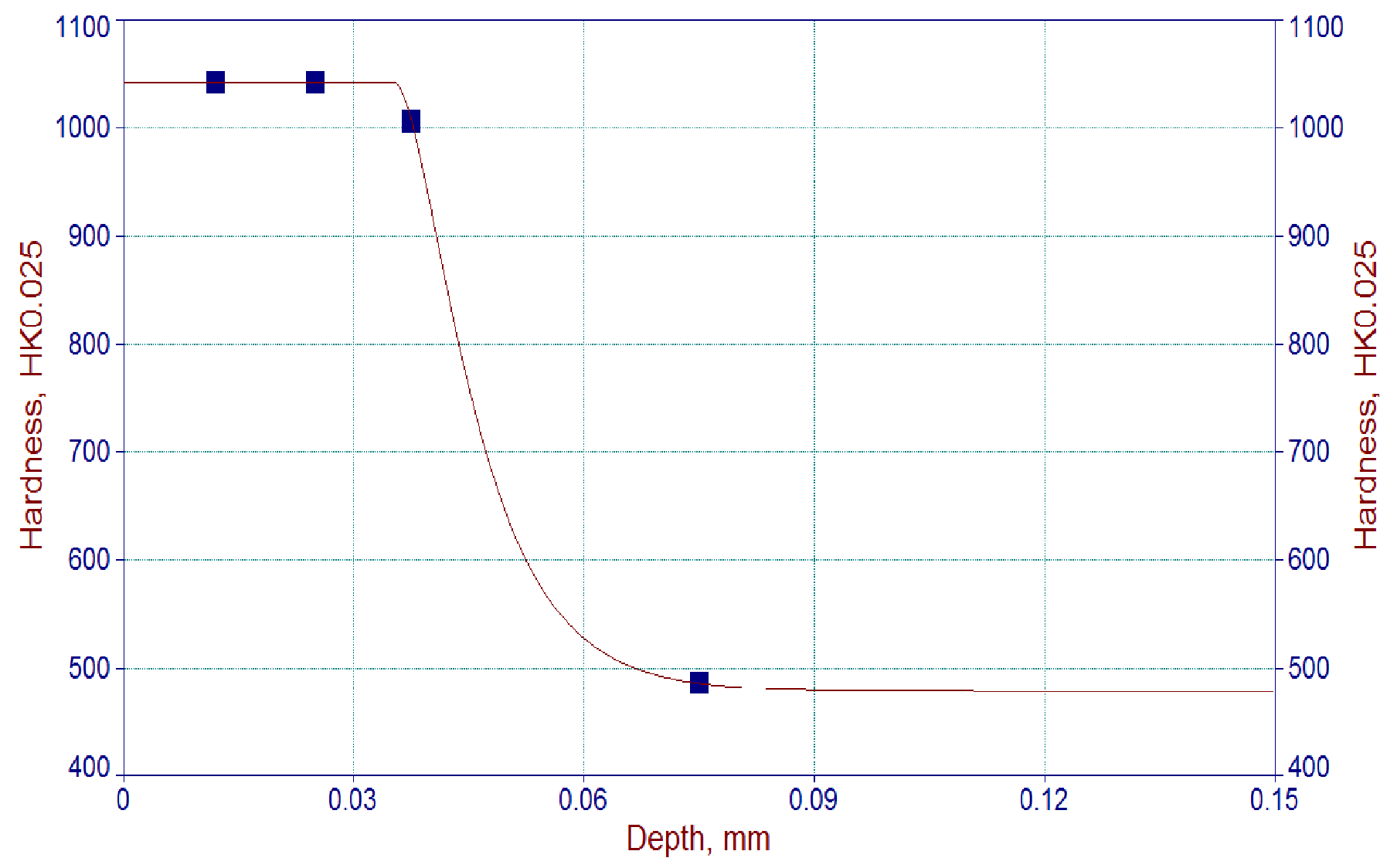
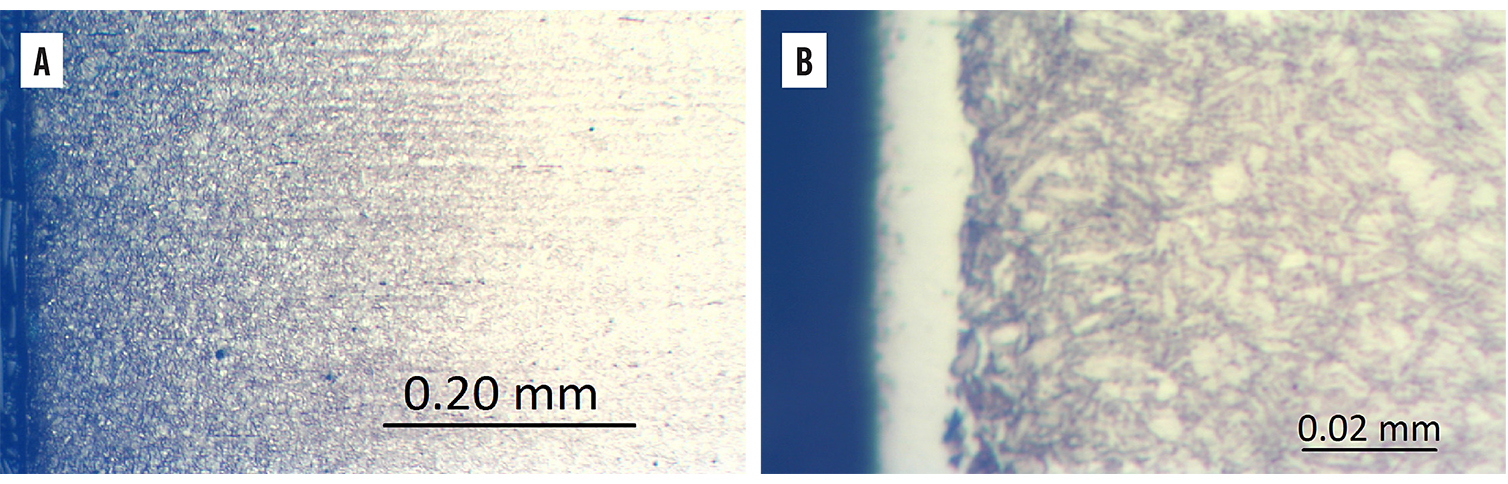
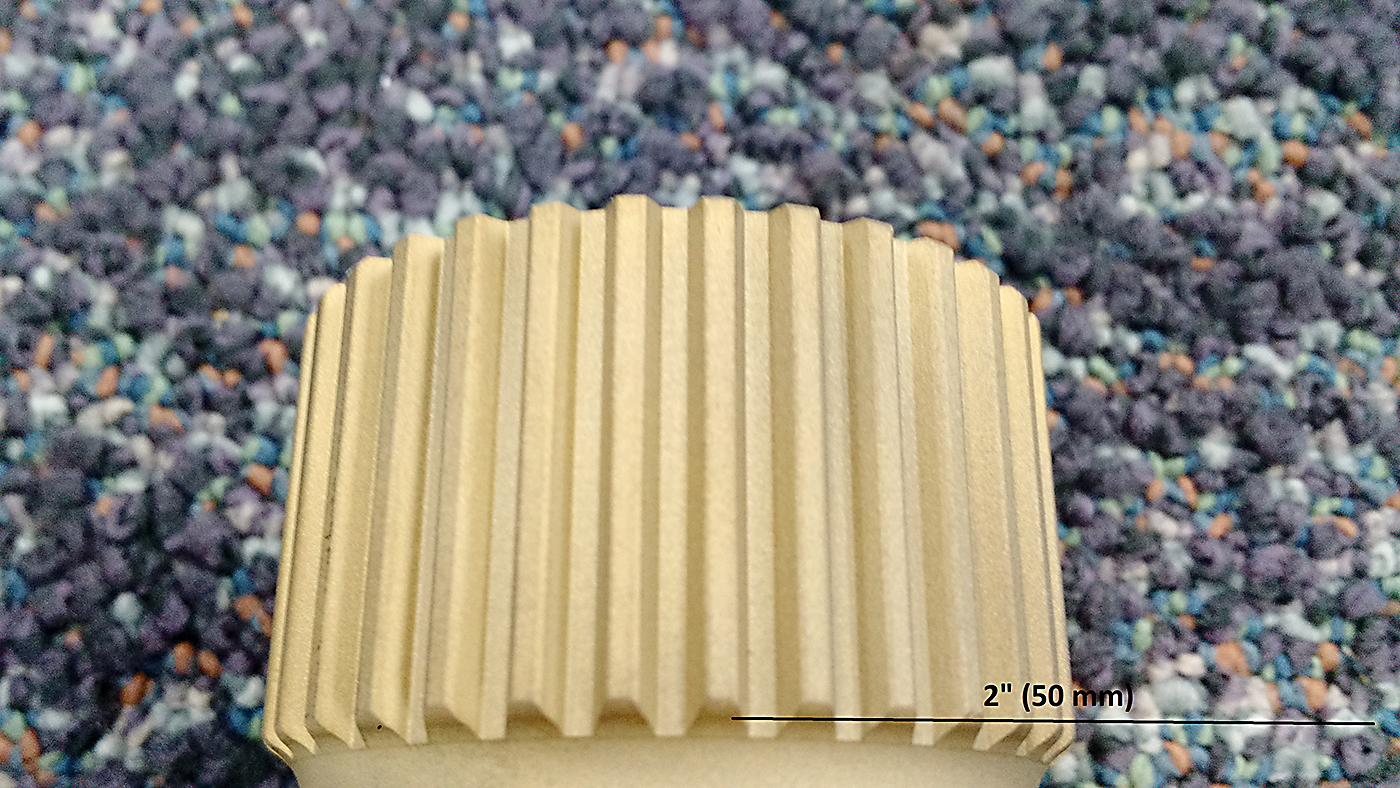
Uniformity of the nitrided layer around the fine-pitch tooth profile is excellent when the process is carried out using proper control (as shown in Figure 2, Figure 3a, and Figure 4). The hardness of the nitrided layer formed in precipitation hardenable stainless steels, such as 15-5 PH, is high across the entire layer (see Figure 4). While control of the nitrided layer structure in high-alloy steels is difficult, it is achieved by proper adjustment of gas composition, pressure, plasma density, and frequency and pulsation (duty cycle).
Large-module gears
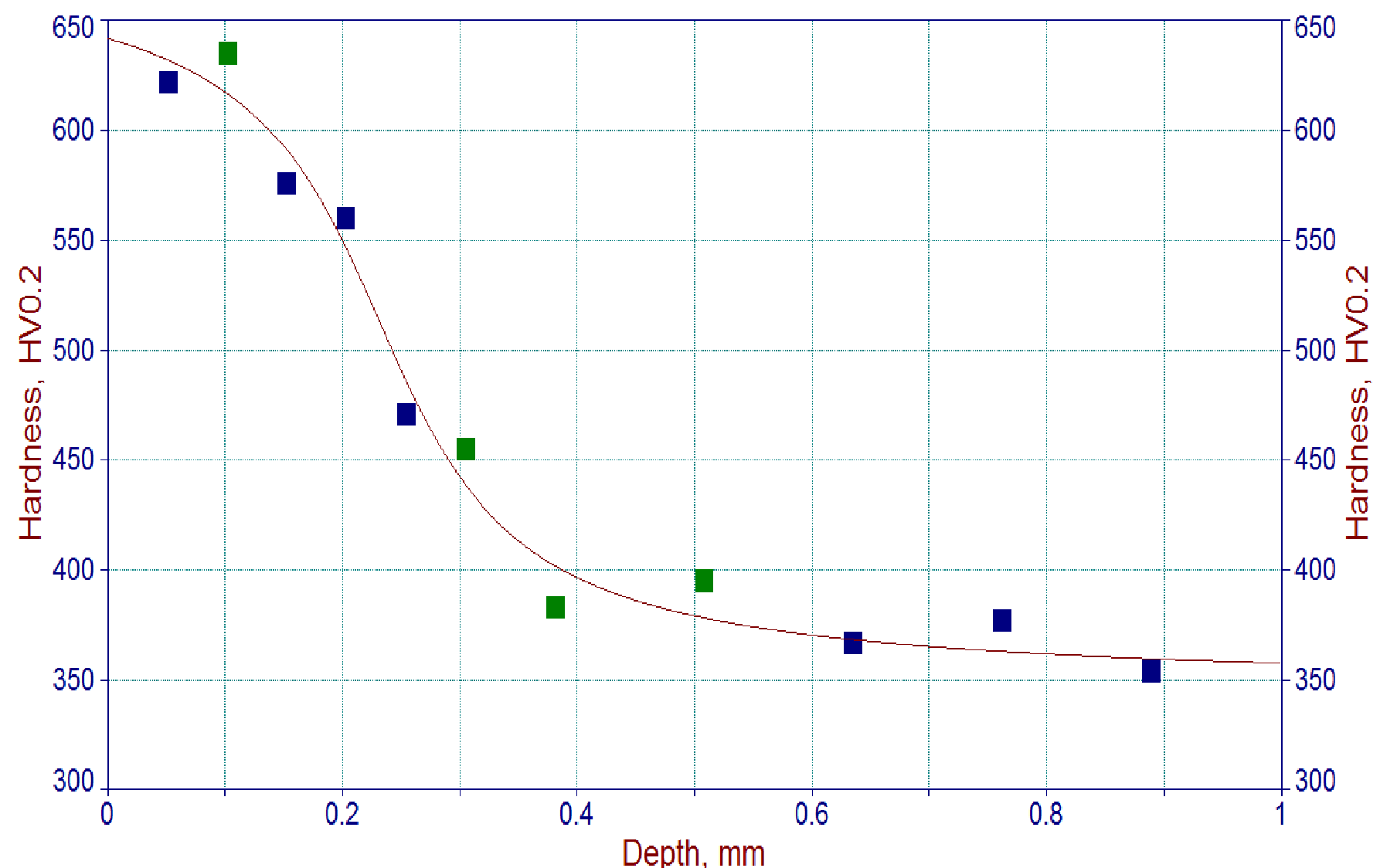
Large-module gears are often made of low-alloy steels containing chromium and molybdenum with medium carbon content, which are excellent for nitriding. For example, consider a 4340 alloy steel gear used in the power industry (see Figure 5). The nitrided layer consists of roughly a 10-µm-thick compound layer composed of iron nitrides (Fe4N) and approximately a 0.4-mm-thick diffusion layer (see Figure 6 and Figure 7). The hardness gradient has a smooth transition compared with the layer in 15-5 PH steel. Mechanical masking was applied to the gear to limit nitriding to the teeth section only.

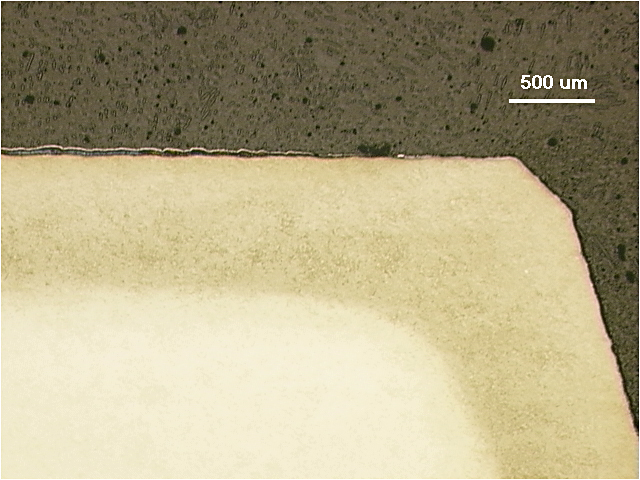
Deep nitriding is often required to enhance admissible fatigue strength values of heavily loaded gears. Figure 8 shows the cross section of such a gear after plasma nitriding. A very long nitriding cycle (>200 h) is required to achieve a 1-mm-thick case depth [14]. Despite long nitriding process times, avoiding excessive compound (white) layer thicknesses in the nitride layer structure is easily achieved because of the nature of the process — low partial pressure of nitrogen and sputtering [15]. A side effect of the sputtering in long nitriding cycles is the deposit of nitrides. This is from the dusty plasma visible on top of the gear tip, as you can see in Figure 8 [2]. The deposit is easily removed by light mechanical cleaning.
Gas nitriding
Gas nitriding of gears enables forming layers with the same depth and structure as in plasma nitriding. However, this requires good process control to avoid formation of an excessively thick compound layer containing porosity in long cycles. Also, selective treatment in gas nitriding is difficult because it requires copper plating for local protection from nitriding.
Ion nitriding titanium gears
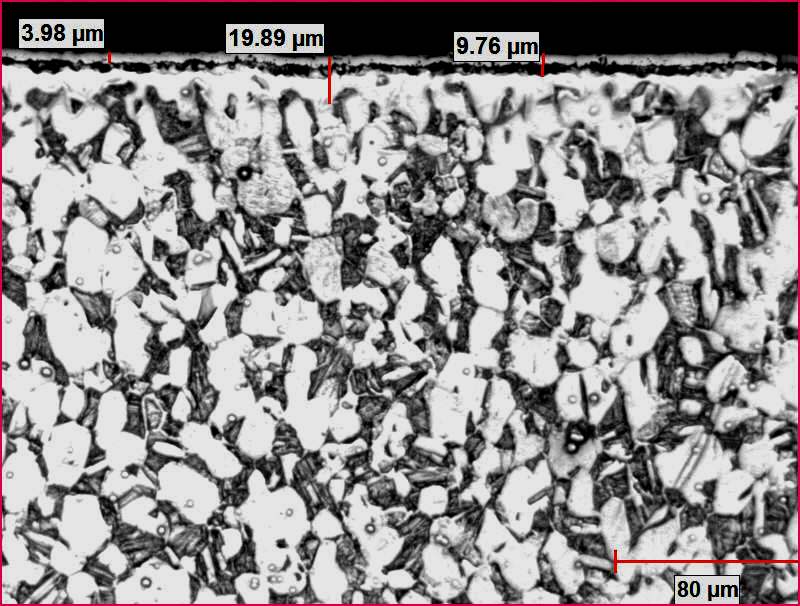
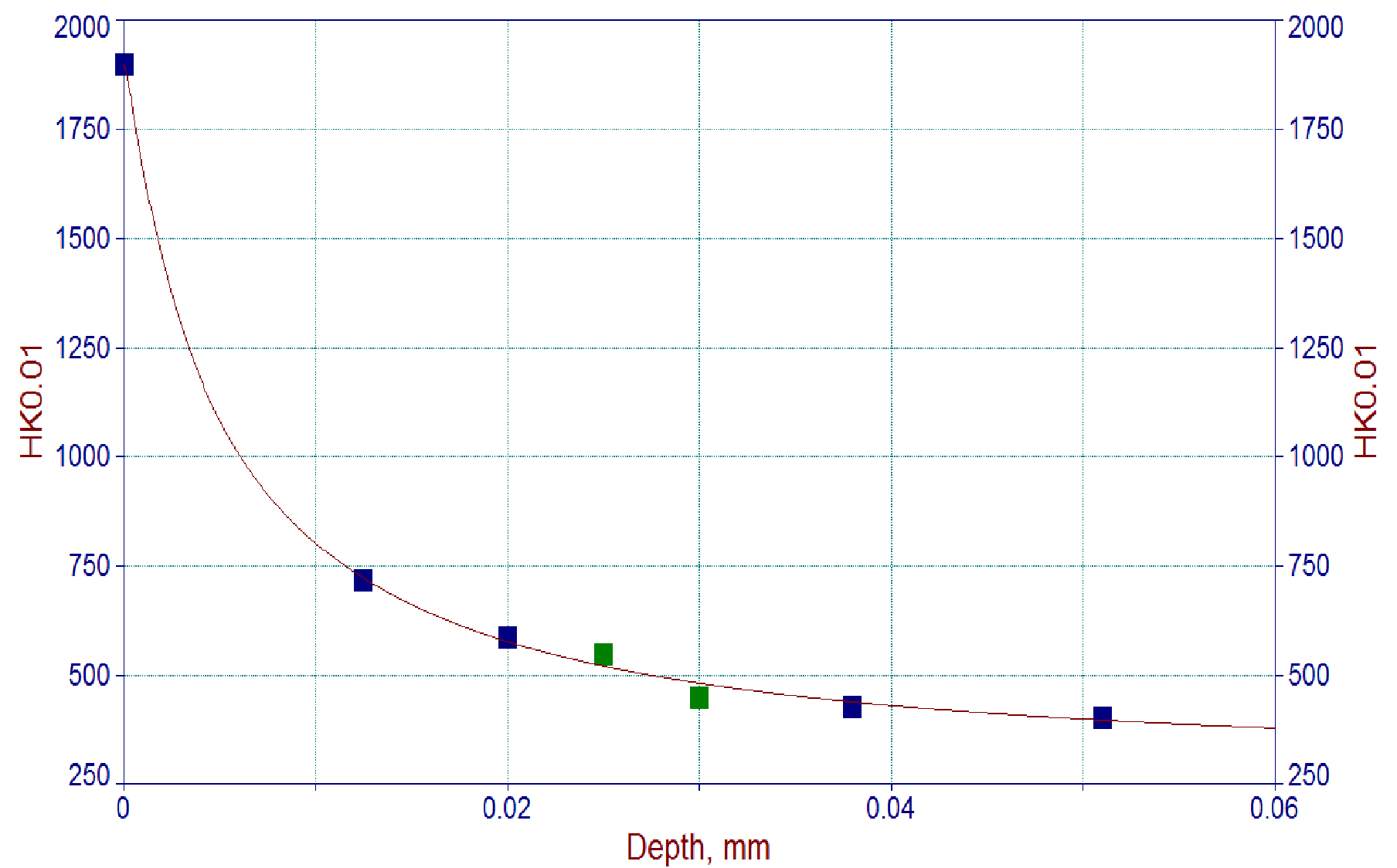
Titanium alloys have specific properties, such as a high strength-to-weight ratio, as well as low magnetic susceptibility and low thermal and electrical conductivities [16]. Ion-nitrided titanium alloys also have excellent tribological and corrosion-resistant properties [17]. Therefore, nitriding is used for parts used in the most demanding applications. The process is carried out at a temperature between 680°C – 900°C, typically in pure nitrogen or a mixture of nitrogen with argon. Gear shafts in the as-nitrided condition used in aerospace applications are shown in Figure 9. It is not possible to do selective hardening of titanium products as is done with ferrous alloys due to the high chemical reactivity of titanium toward nitrogen [2]. Nitriding a titanium part imparts a gold or yellow color attributed to the presence of a thin (meaning few microns) titanium nitride (TiN) film, which is very hard. The layer underneath, composed of Ti2N and Ti-Al-V nitrides, is about 10 µm thick (see Figure 10). The diffusion layer below the nitride layer cannot be etched easily due to its high corrosion resistance, but its thickness is determined from a microindentation hardness profile (see Figure 11). Hardness in the diffusion layer diminishes relatively quickly even though total nitrogen penetration reaches 30-40 µm in a typical nitriding cycle.
Conclusions
Ion nitriding is applied to various ferrous and titanium alloy gears. The main benefit to steel gears is the formation of a nitrided layer with a well-controlled structure at relatively low temperatures. This enables using the process as a final operation, thus reducing manufacturing costs. Another benefit is the ability to apply mechanical masking for selective hardening of the product. Ion-nitrided titanium alloys also have excellent tribological and corrosion-resistant properties
References
- E. J. Mittemeijer and M. A. J. Somers (Ed.), Thermochemical Surface Engineering of Steels, 2014 Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Cambridge, UK, Waltham, MA, U.S.A., Kidlington, UK, p. 1-792.
- E. Rolinski, Plasma Assisted Nitriding and Nitrocarburizing of Steel and Other Ferrous Alloys, Chapter 11 in (1), p. 413-457.
- Failure Analysis and Prevention, Vol. 11, ASM Handbook, 2002, ASM International, p. 722-726.
- V. Strobl, R. Nöbauer, T. Müller, A. Gebeshuber, P. Stögmüller and F. Schuch, New Findings and Applications of Puls-plasmanitriding for Gear and Drive Technology, Proc. Nitriding and Nitrocarburizing, 29-30 April 2010, Aachen, Germany, p. 48-52.
- F. J. Otto and D. H. Herring, Gear Heat Treatment, Heat Treating Progress, June 2002, p. 55-59.
- P. Terry, High-temperature Gear Materials, Gear Technology, November/December 2013, p. 94.
- P. Davoli and K. Michaelis, Recognizing Gear Failures, Machine Design, 63, June 21, 2007, p. 64-67.
- G. Hoffman and W. Jandeska, Effects on Rolling Contact Fatigue Performance, Gear Technology, Jan/Feb 2007, p. 42-52.
- M. Rhoads, M. Johnson, K. Miedema, J. Scheetz and J. Williams, Introduction of Nitrided M50 and M50NiL Bearings into Jet Engine Mainshaft Applications, Tenth International Symposium on Bearing Steel Technologies: Advances in Steel Technologies for Rolling Bearings / New Bearing Steels for Improved Functional
- Properties, ASTM Committee A01 on Steel, Stainless and Related Alloys, May 6-8, 2014.
- M. Rhodes, M. Johnson, K. Miedema, J. Scheetz and J. Williams, Introduction of Nitrided M50 and M50NiL Bearings Into Jet Engine Mainshaft Applications, Bearing Steel Technologies: 10th Vol., Advances In Steel Technologies For Rolling Bearings, STP 1580, 2015, p. 259-271.
- Bamberger, E. N. and Averbach, B. L., Analysis of Bearing Incidents in Aircraft Gas Turbine Mainshaft Bearings, Tribol. Trans., Vol. 34, No. 2, 1991, p. 241–247.
- E. Dehner and F. Weber, Experience with Large, High-Speed Load Gears, Gear Technology, July 2007, p. 42-52.
- Heat Treatment of Gears, A Practical Guide for Engineers, ASM International, A.K. Rakhit, Dec. 2000, p. 133-169.
- E. Rolinski, F. LeClaire, D. Clubine, G. Sharp, D. Boyer, and R. Notman, Kinetic of Plasma Nitriding and Renitriding of 3% Cr-Mo-V Steel, Journal of Materials Engineering and Performance, 9(4), 2000, p. 457-462.
- E. Rolinski, G. Sharp, Effect of Sputtering on Compound Zone Formation in the Plasma Nitriding of 3% Cr-Mo-V Steel, Journal of Materials Engineering and Performance, 10(4), 2001, p. 444-448.
- E. Rolinski, Surface Properties of Plasma Nitrided Titanium Alloys, Materials Science and Engineering, 108, 1989, p. 37-44.
- Titanium-Physical Metallurgy, Processing and Applications, F. H. Froes (Ed.), ASM International, 2015, p. 1-404.




















 general practice for CQI-9 and AMS2750E")





