







The core area of expertise of HWL Löttechnik GmbH in Berlin is heat treatment of steel and other metals, mainly for the aerospace and automotive industries and for power plant technology. It offers nearly all types of heat treatment, including induction hardening, annealing, vacuum hardening, annealing and brazing, and all types of casehardening.
For the plasma nitriding, HWL Löttechnik was founded in 1981 in a courtyard in Berlin-Wedding, Germany, with just one employee. In 1983, Berlin’s first-ever vacuum furnace began operation at HWL. Since then, it has dealt with the heat treatment of steel and other metals including titanium.
In 1996, the company moved to a new building in Berlin-Reinickendorf. In 2006, it moved into a second site. Today, HWL has 30 employees and is already planning further expansion to a third site. The equipment is in operation 365 days a year.
Kai Lembke has worked in the HWL family-run business since 2004 and has been a shareholder and member of the management board since 2011. He sees his company as a development partner for many of his customers, who often come to him with only an idea. These ideas become the basis for prototypes, small-scale production, and often result in large-scale production. In most cases, the process includes extremely complex tasks in which HWL works together with the customer to find a solution. HWL’s activities as official Rolls Royce Aerospace research association partner are a sign of respect for the family business as a competent supplier.
Importance of Plasma Nitriding
Plasma nitriding is becoming more and more important for heat treatment at HWL. It has more than 30 years of experience with this process. Today, state-of-the-art system technology and control ensure the structure and composition of the compound and diffusion layers can be continually controlled and monitored. Pulsed direct current plasma is used to achieve uniform heat-treatment results. The advantage of this thermochemical process is that heat treatment can be performed at comparatively low temperatures between 520° and 580° Celsius (968° and 1,076° Fahrenheit).
Free charge carriers for electricity transmission must be available to make the plasma electrically conductive. At atmospheric pressure, economically unrealistic temperatures would be required to produce electrical conductivity of the plasma. HWL works with pressures of 2.5 millibar, which, in practice, enables heat treatment below 600° Celsius (1,112° Fahrenheit). The temperatures are low when compared to other heat-treatment methods, and this has an extremely positive effect on the warping behavior of the components. Another advantage to this method is that individual sections of components that should not be nitrided can be mechanically masked and thus selectively excluded from the nitriding process. This does not change the properties of the surface underneath the masked sections.

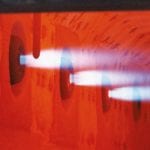
Before the actual plasma nitriding process, the components to be treated are precisely placed on the mounting device. HWL’s many years of experience pay off here, as the parts must be optimally positioned in the furnace to achieve the desired surface properties. After the charging procedure and after the furnace is closed, it is evacuated to the required process pressure and heated using the wall heater. After this heating process, the components are exposed to glow discharge in a nitrogen atmosphere. A plasma is created in this glow discharge. The nitrogen dissociates in the process, ionizes, and is fired at the surface of the components. The exact handling temperature and nitriding duration depend on the material, size, and composition of the components, and the nitriding depths to be achieved. After the nitriding procedure, the furnace with the components is cooled down. The entire process lasts between 17 and 30 hours. The vacuum system is in operation during this period (Figure 1).
New Nitriding Furnace
After HWL already had positive experiences with other heat treatment systems with vacuum pumps from the company, Dr.-Ing. K. Busch GmbH, a new nitriding furnace was acquired in 2013, and it also had a Busch vacuum system. It consists of an oil-lubricated R 5 rotary vane vacuum pump as a backing pump and a Puma vacuum booster. This vacuum system achieves an ultimate pressure of <1 x 10-2 mbar while the actual operating pressure during the process is 2.5 millibars. This uses the optimal pumping speed of the vacuum system, which is highest in this operating range (Figure 2).

At the beginning of the process, the R 5 rotary vane vacuum pump evacuates the furnace from atmospheric pressure to a rough vacuum of 100 millibars. The Puma vacuum booster is only turned on now. As a booster, it considerably increases the pumping speed of the vacuum system to quickly achieve and reliably maintain the process pressure. By combining the vacuum system with a rotary vane vacuum pump and its controls, which are specifically coordinated for the process, it is possible to achieve maximum pumping speed with the lowest possible energy expenditure.
Desired Product Properties
Precise maintenance of the operating pressure and pumping speed ensures the ability to run and document replicable processes. This makes it possible to precisely achieve the desired product properties. Most of the time, high-alloy stainless steels are plasma nitrided at HWL, but construction steels or sintered metals are also heat-treated using this process. Since starting up the nitriding furnace in 2013, there has never been a vacuum system malfunction or failure even though it is in operation around the clock. Continuous operation is only interrupted by set-up or placement times.
For Lembke, absolute reliability of the vacuum technology has the highest priority. This is because failure of the vacuum system during the process can make the entire batch of top-quality and costly precision components unusable. During this time there has never been a vacuum supply malfunction.
Maintenance of the vacuum system is limited to a minimum. In addition to daily visual inspection of the oil level, the oil in the R 5 rotary vane vacuum pump and in the gear of the Puma vacuum booster is changed every two years. Lembke also knows that the Busch Service Center is nearby and can be on site immediately if anything ever happens.
For more information: buschvacuum.com

















 general practice for CQI-9 and AMS2750E")





