







Over the past few decades, the vacuum carburizing process has been proven to produce superior part quality. In addition, the use of vacuum technology for carburizing has the most potential to improve the manufacturing process by reducing both processing time and the number of manufacturing steps required to produce a part [1]. These savings are achieved by increased productivity, resulting in lower part costs and reduced total cost of ownership.
Lower part costs are also achieved by optimizing the case-depth uniformity of parts during the vacuum carburizing process. For this, the carburizing process and influencing parameters — such as positioning of the parts within the load, uniformity of heating, and quality of thermal processing equipment used — need to be analyzed and optimized. However, it is first necessary to understand the emergence of vacuum carburizing and the advantages it offers for producing high-quality gears.

The evolution of low-pressure vacuum carburizing
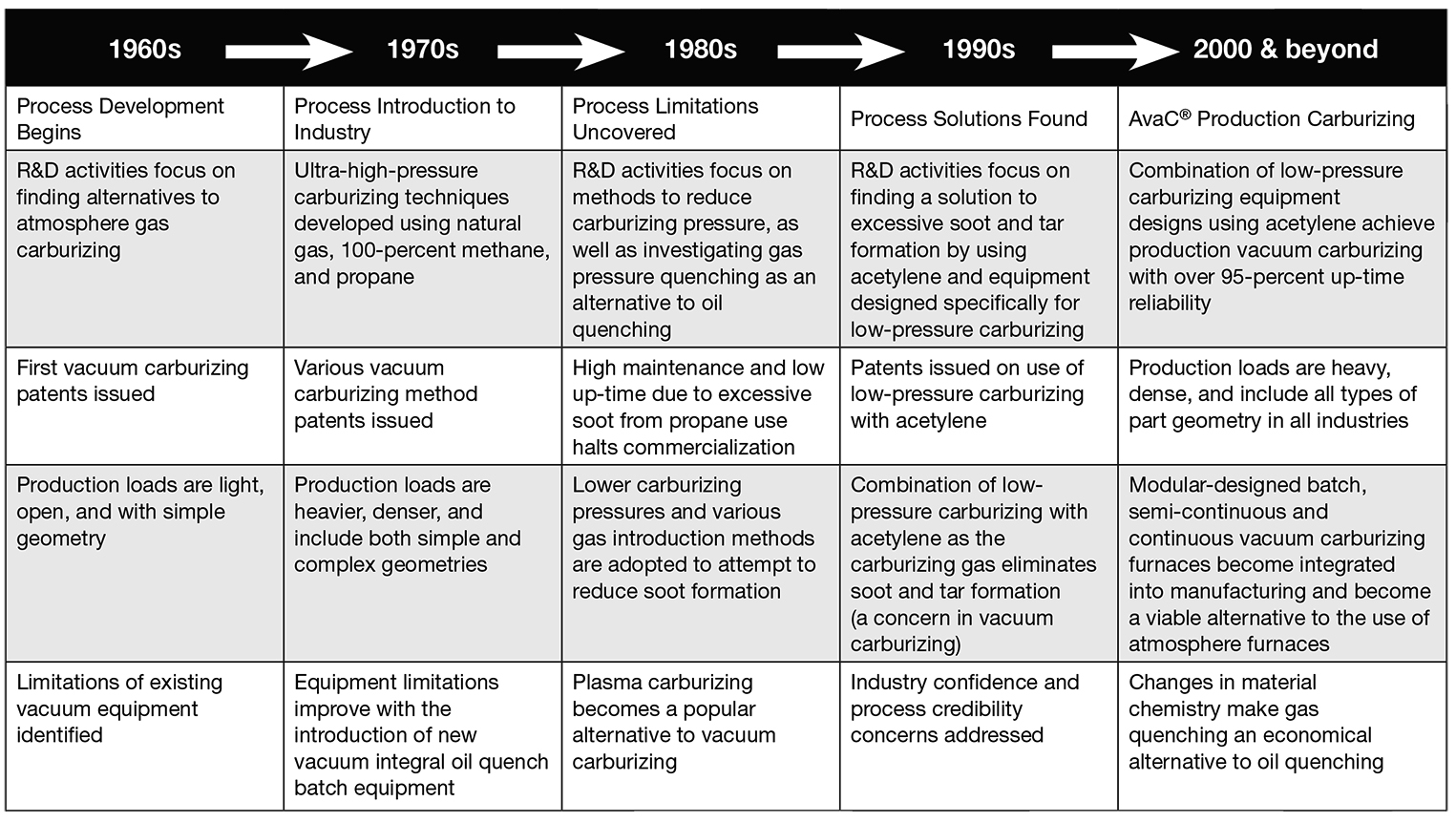
In the 1960s, development work began to provide a low-pressure carburizing technology that was fully competitive with gas carburizing. While, at that time, low-pressure carburizing offered myriad benefits with respect to process time, component quality, and minimized fluid burnoff and heat emissions, it still had a high amount of soot formation in the furnace. In addition, there were high maintenance requirements when propane was used as a carburizing gas with relatively high partial pressures. However, in the mid-1990s, it was discovered that acetylene had superior qualities as a reactive gas in vacuum carburizing (AvaC) [2, 3]. Table 1 shows the historical development of vacuum carburizing technology. It demonstrates that an effective combination of process development (such as AvaC) and equipment design (such as Ipsen’s Turbo2Treater® vacuum furnace) was necessary for the technology to succeed.
The role of low-pressure vacuum carburizing
The goal of low-pressure carburizing in vacuum furnaces is to carburize all workpieces within a load uniformly, to the same surface carbon content and to the same case depth. Low-pressure vacuum carburizing is marked by its ability to provide precise process control, which, in turn, helps result in uniform part microstructures, process repeatability, and a reduction in manufacturing and maintenance costs.
The vacuum heat-treating equipment used plays a significant role in the ability of vacuum carburizing to achieve precise process control. For example, the Turbo2Treater vacuum furnace features high quench speeds and uniform cooling and heating of parts: essential components for consistently achieving enhanced part quality and repeatability.
The Turbo2Treater vacuum furnace also offers Ipsen’s patented AvaC process, which lends itself extremely well to being used in combination with high-pressure gas quenching and can be easily integrated into production lines.
The AvaC process
The AvaC process produces twice the carbon availability compared with traditional carburizing agents, resulting in excellent carbon transfer into the parts. AvaC also has the advantage of producing an oxidation-free surface microstructure while allowing complex-geometry components to be evenly carburized. Wherever possible, it is used in combination with dry, high-pressure gas quenching as the hardening step. This provides a safe, environmentally friendly, clean, and flexible case hardening process that has the potential to reduce distortion and improve case-depth uniformity when compared with oil quenching.
The AvaC process involves alternate injections of acetylene (boost) and a neutral gas, such as nitrogen, for diffusion. During the boost, acetylene only dissociates when in contact with metallic surfaces, thus enabling uniform carburizing. At the same time, it nearly eliminates the soot and tar formation problem associated with earlier propane carburizers.
An important advantage of the process is the high carbon availability, which helps ensure extremely homogeneous carburizing, even for complex geometries and very high load densities. Overall, AvaC is a diverse process capable of processing parts with simple and complex geometries; wrought and powder metal materials; dense loading arrangements; variations in section size; and shallow, medium, and deep case-depth requirements.
As shown in Figure 1, after reaching the carburizing temperature, the first carburizing step is initiated by injecting acetylene into the furnace to pressures between 3 and 5 torr. Carbon transfer is so effective that the limit of carbon solubility in austenite is reached after only a few minutes. As a result, the first carburizing step must be stopped after a relatively short time by interrupting the gas supply and evacuating the furnace chamber.
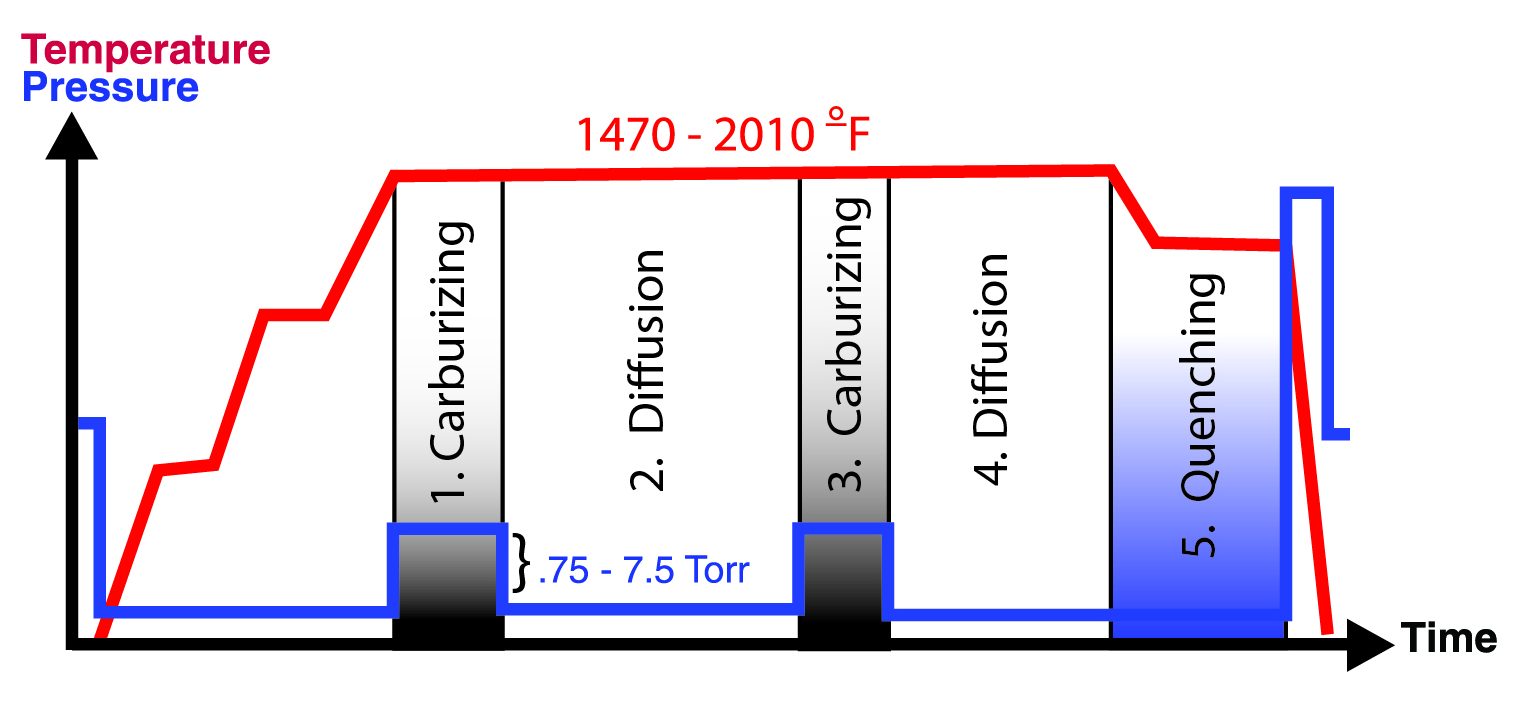
Deactivation of the boost event and evacuating the furnace chamber initiates the first diffusion step. During this segment, the carbon transferred into the material and the surface carbon content decrease until the desired surface carbon content is reached. Depending on the specified material case depth, additional carburizing and diffusion steps may be required. Parts are then quenched after reaching the specified case depth. This typically involves reducing the load temperature and quenching the load in the same chamber.
Control of the AvaC process for low-pressure carburizing involves an understanding of the variables that influence carbon transfer and diffusion. These include time (total boost or carburizing time, total diffusion time, and the number/duration of carburization and diffusion steps), temperature, and gas parameters (type, pressure, and flow rate). Depending on part surface area and geometry, these parameters are determined as constants resulting in homogeneous carburization.
Effect of the AvaC process on case-depth uniformity
A significant benefit of the AvaC process is superior penetrating power into small-diameter, long blind holes as compared with other hydrocarbon gases for low-pressure carburizing. Tests were conducted on AISI 5115 alloy steel bars with blind holes 0.11 inches in diameter by 3.55 inches long (0.28 by 90 mm) as shown in Figure 2.
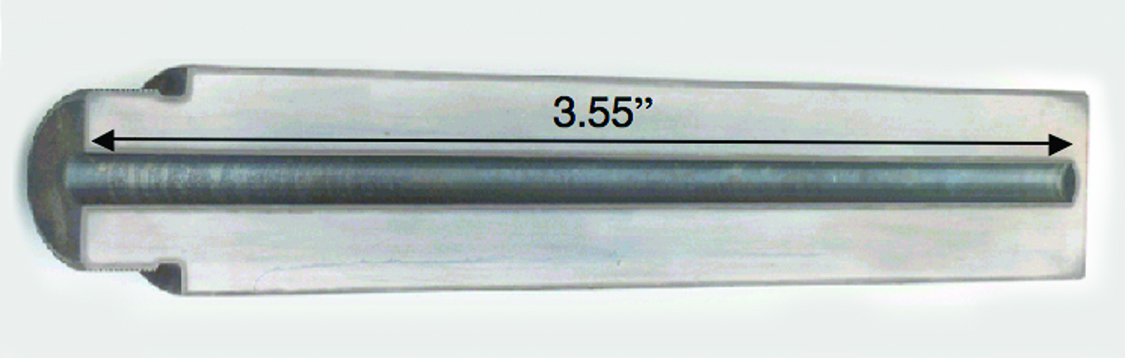
Test conditions were carburized at 1,650°F (900°C) at a pressure of 3 torr and fast cooled in 2-bar nitrogen, followed by rehardening from 1,580°F (860°C) using 5-bar nitrogen quench. After sectioning, surface hardness was measured inside the blind hole at various distances from the opening.
The hardness results shown in Figure 3 indicate that the carburizing power of propane and ethylene is only sufficient to carburize in the blind hole to a depth of 0.23 inches (5.8 mm), falling off significantly up to a depth of 1 inch (25 mm) and falling to zero after 1 inch.
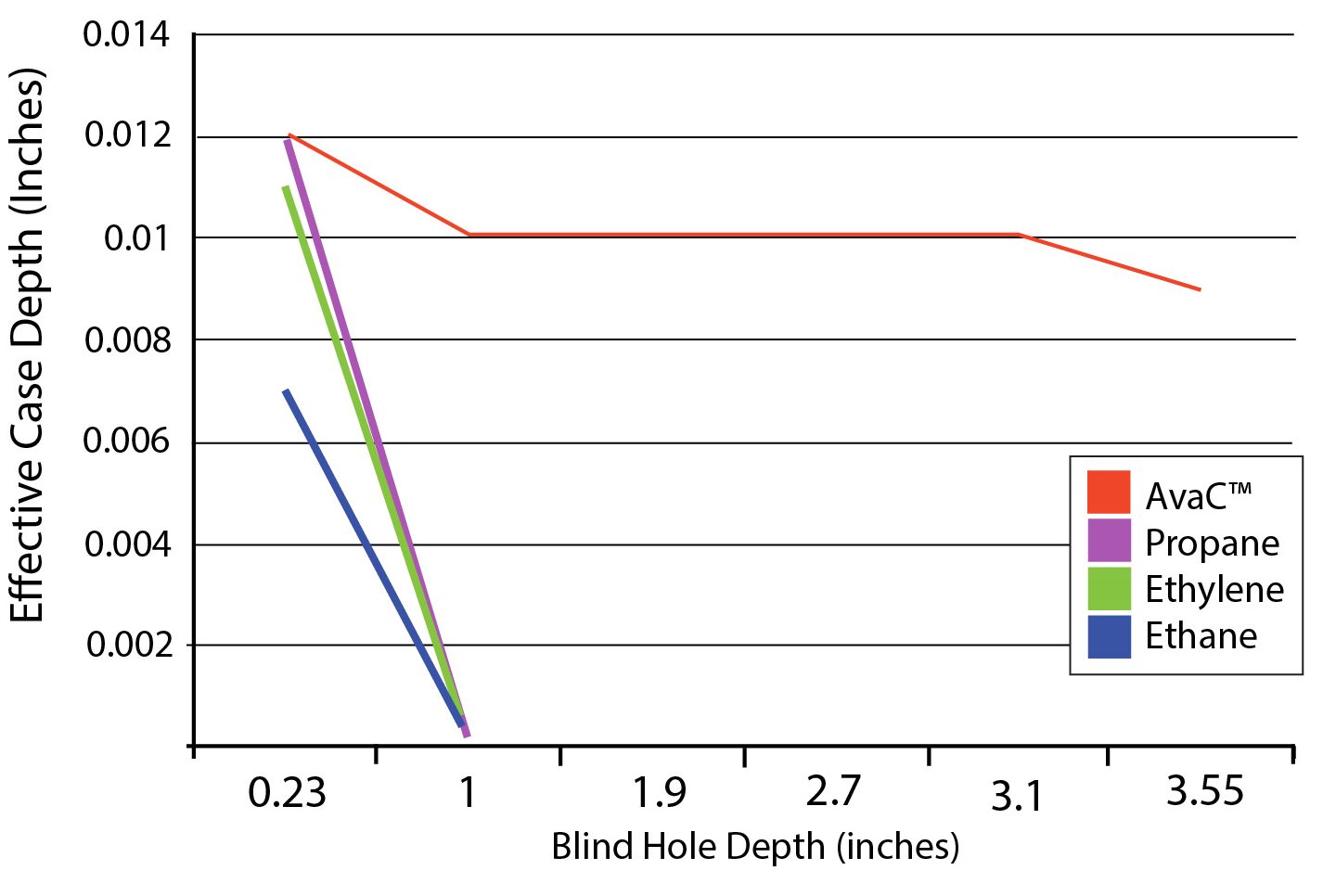
In contrast, vacuum carburizing with acetylene results in a complete carburizing effect along the entire length of the bore to the bottom of the 3.55-inch blind hole. Because the only atmosphere that comes into contact with the parts during the carburizing process is the hydrocarbon acetylene, the structure of the carburized case is completely free of any intergranular (internal) oxidation (IGO).
Integration of the AvaC process and cutting-edge technology
The AvaC process is suited for integration into production lines. As a result, it is able to offer several advantages to furnace users, including:
- High carbon transfer rate
- Uniform carburizing process, even for difficult geometries
- No intergranular oxidation, thermal radiation, flames, or conditioning of the furnace (for the AvaC process)
- Improved part quality with part-to-part and load-to-load repeatability
- Decreased cycle times due to higher carburizing temperatures and increased carbon diffusion rates
- Highly efficient due to low gas consumption
- Higher temperatures
While the AvaC process offers numerous advantages, it is important that the vacuum furnace used with the AvaC process delivers optimum efficiency and optimizes case-depth uniformity during the carburizing process. For example, the Turbo2Treater furnace features a mass flow controller designed to be compatible with acetylene gas.
In addition, the Turbo2Treater vacuum furnace provides a precise, uniform gas flow to ensure a fully optimized vacuum carburizing process. This is achieved with the furnace’s vessel housing, which includes a vacuum penetration point (i.e., a multi-point fuel injection delivery system) located between the cold wall tank and the hot zone. With injector nozzles penetrating the hot zone, the manifold system precisely meters and delivers a continuous flow of process gas (such as acetylene) from outside the hot zone to the inside, which reduces the risk of hot zone contamination. This not only prevents process gas from collecting on the cold wall, but it also provides a uniform gas flow, which helps ensure consistent part quality and case-depth uniformity.
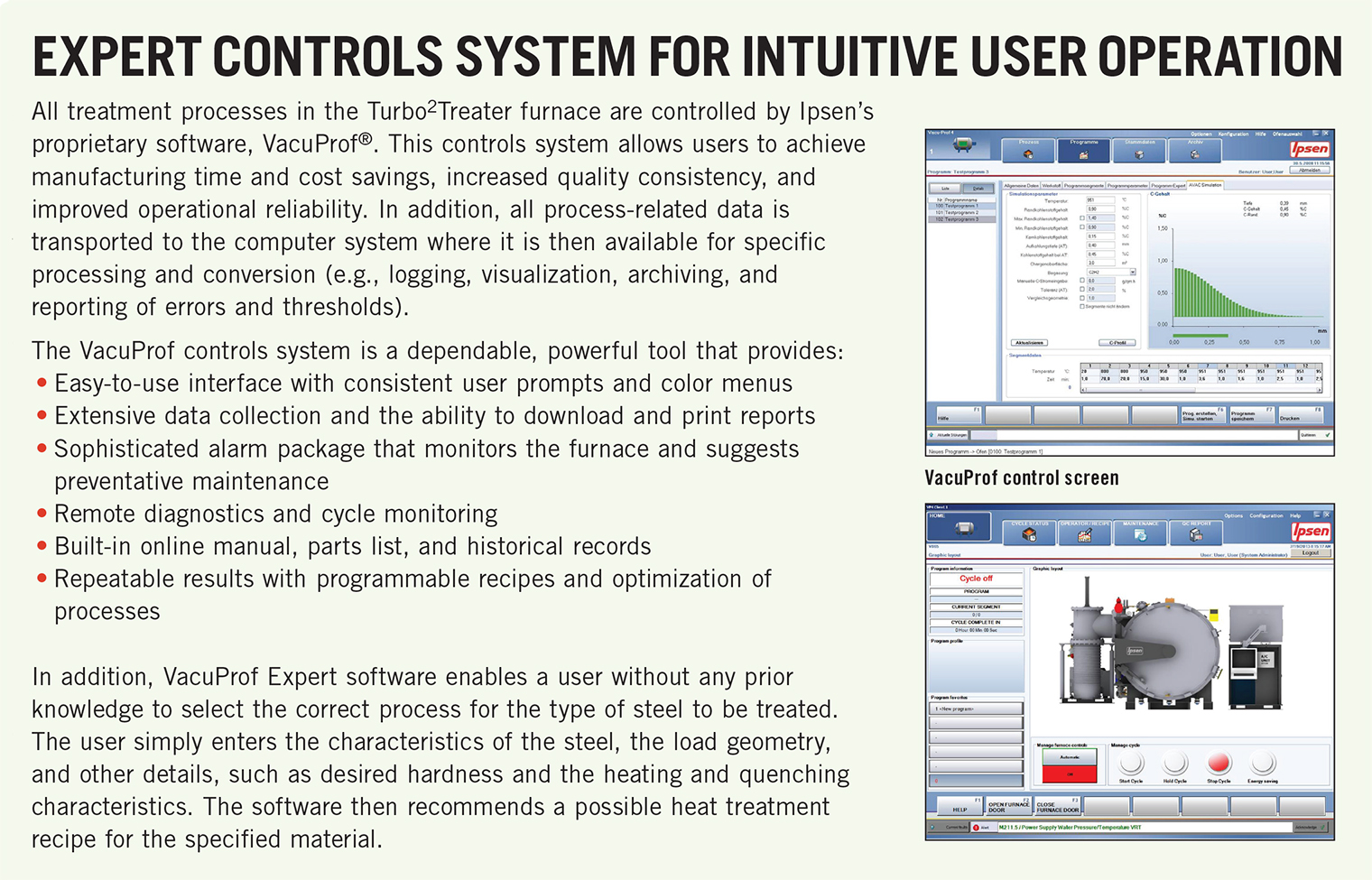
Available through Ipsen’s VacuProf® controls system, complete heat treatment cycle programs with heating, treatment, and quenching segments are created with the aid of AvaC simulation software (Figure 4). The program simulates low-pressure vacuum carburizing cycles and calculates carbon profiles that are dependent on the temperature, surface carbon content, and case depth. The calculations are based on the carbon transfer characteristics of acetylene gas.

Superior quenching capabilities
Parts are typically quenched after obtaining the specified case depth. Goals for quenching with reduced distortion include:
- Uniform heat extraction over the entire surface of the part
- Uniform heat extraction on every part within one load
- Material- and part-adapted timing to control the quench intensity
Today’s requests to adapt the quenching intensity to the requirements for different components — specifically hardenability and minimization of distortion — lead to increased production of quality components. The Turbo2Treater furnace was designed to meet these same requirements.
The Turbo2Treater furnace attains pressures up to 12 bar using nitrogen and 8 bar using argon by utilizing a high-volume flow with vertical gas quenching. By default, the quench direction is from top to bottom. However, it can be reversed to flow from bottom to top and back. In addition, the interval at which direction changes need to occur can be set based on load temperature and time, thus allowing for a more uniform quench and part quality.
A key feature that enhances the quenching capabilities of the Turbo2Treater vacuum furnace is its use of the “Coanda Effect,” which describes the flow that follows a curved surface. Integrated into the design of the hot zone baffle, this effect makes it possible for gas to enter the hot zone in a highly uniform manner, thus ensuring the same amount of quench gas impinges on all parts to ensure uniform part quality throughout the load.
The Turbo2Treater furnace’s square hot zone is covered with a special high-performance carbon fiber composite (CFC) in either laminated form or as CFC with foil coating, which is capable of withstanding temperatures up to 3,600°F (2,000°C). The additional covering is particularly beneficial for high-pressure gas quenching as it protects the hot zone from the high-velocity gas stream. This significantly contributes to extending the hot zone service life, thus reducing subsequent servicing and maintenance costs.
There is significant potential to optimize and produce a more uniform quench. Implementing such features produces more uniform hardening of parts — especially gear components — with an improved microstructure and reduced distortion.
Conclusion
Heat treating a diverse range of parts in terms of geometries, materials, and load sizes requires precise process control. Vacuum carburizing with acetylene produces uniform part microstructures, offers process repeatability, reduces manufacturing costs, and controls and optimizes case-depth uniformity, even for complex geometries and dense loads.
The need for an advanced carburizing process led to the development of Ipsen’s patented AvaC process and the Turbo2Treater vacuum furnace, which meets the industry’s diverse process requirements. Refining the vacuum carburizing process enables the user to optimize the manufacturing process, which ultimately results in the production of high-quality gears with lower costs per part.
References
- D.H. Herring, Applying Just-In-Time Manufacturing Techniques to Heat Treating, Advanced Materials and Processes, ASM International, 1994.
- EU Patent EP 0 818 555, March 28, 1996, JH Corp., Japan.
- EU Patent EP 0 882 811, June 3, 1997, Ipsen International GmbH, Kleve, Germany.




















 general practice for CQI-9 and AMS2750E")





