







Anyone who has supplied or processed forgings for the power generation, oil and gas, or shipbuilding industries, among others, is familiar with Charpy impact testing requirements. The test is intended to ensure parts have adequate impact toughness in one or both grain flow orientations. Because this test is usually performed simultaneously with mechanical testing on a lot-by-lot basis after heat treatment, the results are inextricably linked to the quality of the heat treating process employed. A comparative study performed on two similar forgings with well-defined grain flow will show, however, that the sulfur content of the base material can have disastrous effects on Charpy impacts, most notably in the transverse grain flow direction. The cause of these low properties is also evident in the microstructure and fracture characteristics of impact specimens. These effects can be so severe that there is no heat treatment solution to repair the impact performance, and they can occur even at sulfur levels that are within material specification limits for many OEMs.
For the study, two similar 4140 steel forgings were used — denoted A and B for the purposes of this work. The characteristics of each are displayed in Table 1. The data acquired from each forging was from several different heats of material. Most important to the outcome, Forging B was consistently supplied with at least four times the sulfur content of Forging A.

Both forgings were processed to the same end-use specification using the same equipment and process parameters. Note that Forging A is over ½ inch thicker and 40 pounds more massive. Given these physical characteristics, it would be anticipated that Forging A presents more of a challenge in terms of attaining mechanical impact properties assuming similar heat treat parameters.
When considering the mechanical test values obtained from each forging across 12 furnace lots, nothing appears to be out of the ordinary. All testing for the data displayed in Figure 1 and Figure 2 was done in the longitudinal grain flow direction. All data points meet the specification requirements.


The problem caused by the higher sulfur content of Forging B does not manifest itself until testing transverse Charpy impacts. The data displayed in Figure 3 shows both transverse and longitudinal data plotted side-by-side. Note that the longitudinal values are relatively unaffected — each test met the specification requirements for this characteristic. In fact, the transverse values for Forging A were nearly identical to the longitudinal values. It was only the transverse orientation Charpy impacts for Forging B that consistently suffered.

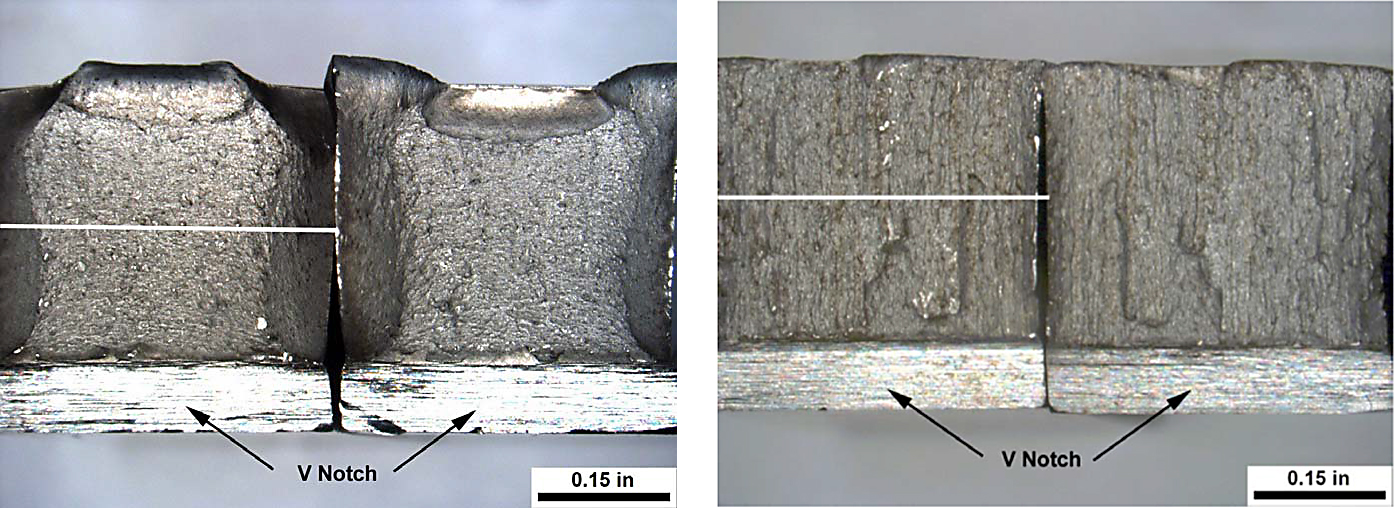
Upon examination of the transverse impact fracture surfaces from the Charpy samples, there is a drastic difference in appearance between the two samples. The specimens from Forging A exhibit a fine grain structure with notable shear lips, which are typical of a ductile fracture, whereas the sample from Forging B appears more coarse-grained, similar in appearance to a split piece of wood. This sample shows no shear lips, indicating nearly 100-percent brittle fracture. Each of these specimens is displayed in Figure 4.
A closer examination of the unetched Forging B sample shows the culprit of the low transverse impact properties — manganese sulfide (MnS) inclusions that take on stringer-type morphology and align themselves longitudinally, thereby having a detrimental effect only on the transverse impact properties. (See Figure 5.)


Using scanning electron microscopy, it is possible to see the failure mode in clear detail. The MnS inclusions form micro-voids in the steel matrix, which act as crack nucleation sites and greatly weaken the impact strength in the transverse direction. Figure 6 shows one of these micro-voids left behind by a partially torn-out MnS inclusion — the presence of which was confirmed by energy dispersive spectroscopy (EDS).
While this study highlights the mechanisms by which MnS inclusions hinder transverse impact properties, the fact that this can happen is not a new finding. What is of critical importance as a takeaway from this work is that the problematic impact failures due to the presence of MnS inclusions can indeed occur at sulfur levels considered to be low by many standards. Indeed, many material specifications allow 0.025 percent as a maximum limit for sulfur. This work, along with other experiences in commercial heat treating, suggest that only steels with less than 0.012 percent sulfur should be used when impact properties are critical. Phosphorous also must be considered, but that is beyond the scope of this work.
While it is permissible to use grades with sulfur between 0.012 percent and 0.025 percent for many specs, it is critical to consider the downstream process ramifications of doing so, as it risks impact failure and poor overall process capability with respect to impact properties, even if passing results are attained on a particular test piece that is being used to represent an entire heat treat lot of forgings.
A final point of consideration with this analysis is that while many specifications only call for longitudinal impacts, it is possible for many forgings to have a poorly defined grain flow at the specimen location for longitudinal impacts. Therefore, the problem highlighted in this study will also affect longitudinal results in these cases because some degree of transverse grain flow is picked up in the samples.



















 general practice for CQI-9 and AMS2750E")





