







Carburizing continues to be one of the basic thermochemical treatments used for industrial steel. With the development of the industry, carburizing has evolved from its simplest forms, such as pack treatment, to advanced vacuum technologies.
At present, vacuum carburization technology is replacing the older technologies and is more and more widely used, especially in the automotive industry. Most recently it has been applied in the aerospace industry. This stems from a number of advantages that the technology offers. These include: the possibility to shorten the carburizing time by raising the process temperature; the possibility to use significantly higher carbon potentials for the atmosphere; the elimination of internal oxidisation; clean charge surface after the process; and the reduction of environmentally noxious emissions [1,2,3,4].
An important step in the development of this technology is the FineCarb expert system, used for designing vacuum carburized layers, which allows for the selection of optimum process parameters depending on the required hardness distribution in the surface of the treated parts. The system makes it possible to arrive at the optimum composition of the multi-component carburizing mix, to control the intensity of gas flow depending on the process stage and the surface of the treated charge, and to have continuous control of process parameters on the basis of signals from the exhaust gas monitoring system. FineCarb has been developed at the Institute of Materials Engineering at the Technical University of Łódz´ in cooperation with Seco/Warwick S.A. and supports vacuum carburization furnaces produced by this company [5,6].
The next stage in developing the technological capabilities of the FineCarb system was creating a carburization technology supported with pre-nitriding called PreNit LPC. Research conducted at the Technical University of Łódz´ made it possible to develop the basics of the technology and prepare it for industrial implementation. This treatment involves introducing ammonia at the initial stage of the process: during the stage of heating for carburizing. Because of this, the layers obtained, which are carburized in higher process temperatures than usual, do not exhibit grain growth. And because of this, the process temperature can be raised as high as 1050°C [7,8].
The introduction of nitrogen during the charge heating stage leads to release of nitrides and/or carbonitrides, which constitute the nuclei for austenite grains and block their growth during the carburizing stage. This leads to size reduction of the grains in comparison with the gas carburization technology as well as with vacuum carburization, thus making it possible to intensify the process by raising the treatment temperature without causing the loss of strength properties.
Experimental
Specimens of 16MnCr5 steel were carburized using three methods: endothermic gas carburization, vacuum carburization, and vacuum carburization with pre-nitriding during charge heating stage.
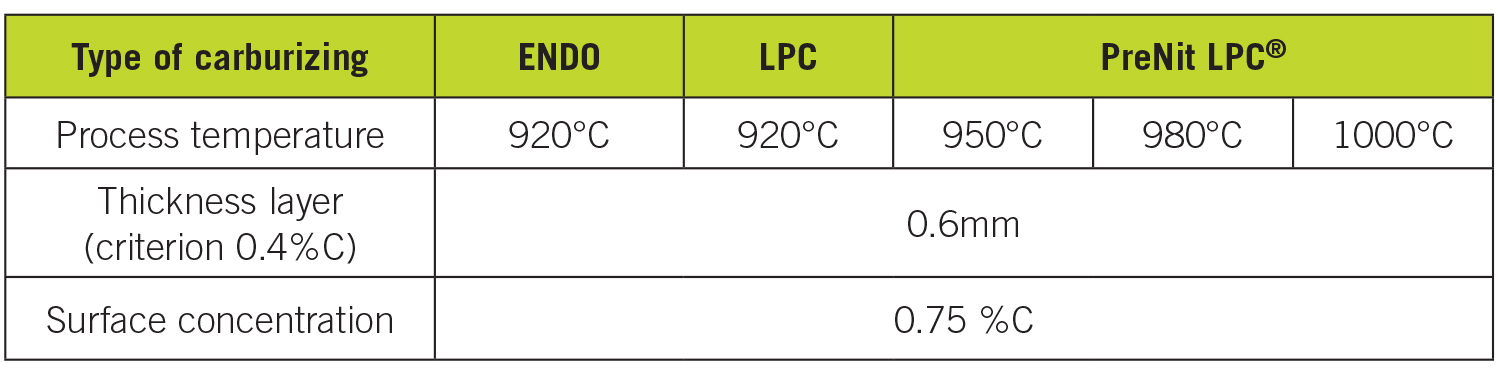
The process atmosphere for endothermic gas carburization was obtained from natural gas while the atmosphere for vacuum carburization was a mixture of hydrocarbons: acetylene and ethylene (in 1:1 ratio) diluted with hydrogen. In vacuum carburizing with pre-nitriding, the nitrogen was obtained from the breakdown of ammonia, which was fed during the charge heating stage in the temperature range between 400°C and 700° C at 26hPa. The pressure during vacuum carburizing was 3–8 hPa (pressure fluctuation). The carburizing was conducted at various temperatures. The thickness of the layer in each case was 0.6 mm (at a layer criterion of 0.4% carbon) and surface carbon concentration 0.75% carbon. The processes were designed using the FineCarb expert system. Detailed process parameters are presented in Table 1.
Shortening Carburizing Time
In economic terms, the most effective method for carburizing is to restrict process time to a minimum, especially when the purpose is to obtain thicker layers. This objective can be achieved when process temperature is significantly raised which, of course, may result in the growth of austenite grains. That danger can be prevented through a modification of the vacuum carburization method by feeding ammonia during the charge heating stage, which will cause the release of nitrogen-based, fine-dispersion intermetallic phases that effectively prevent the growth of austenite grains during carburization.
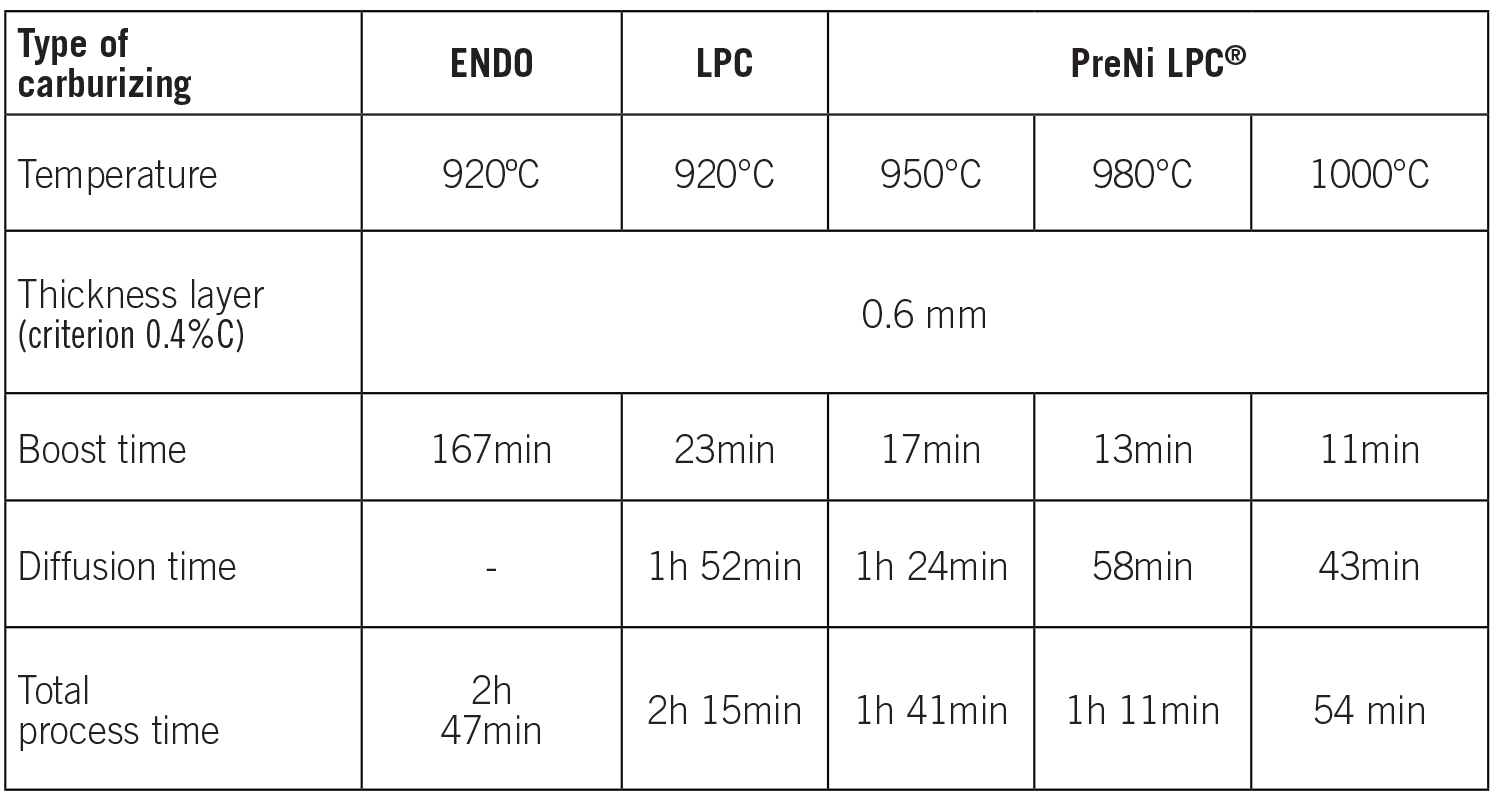
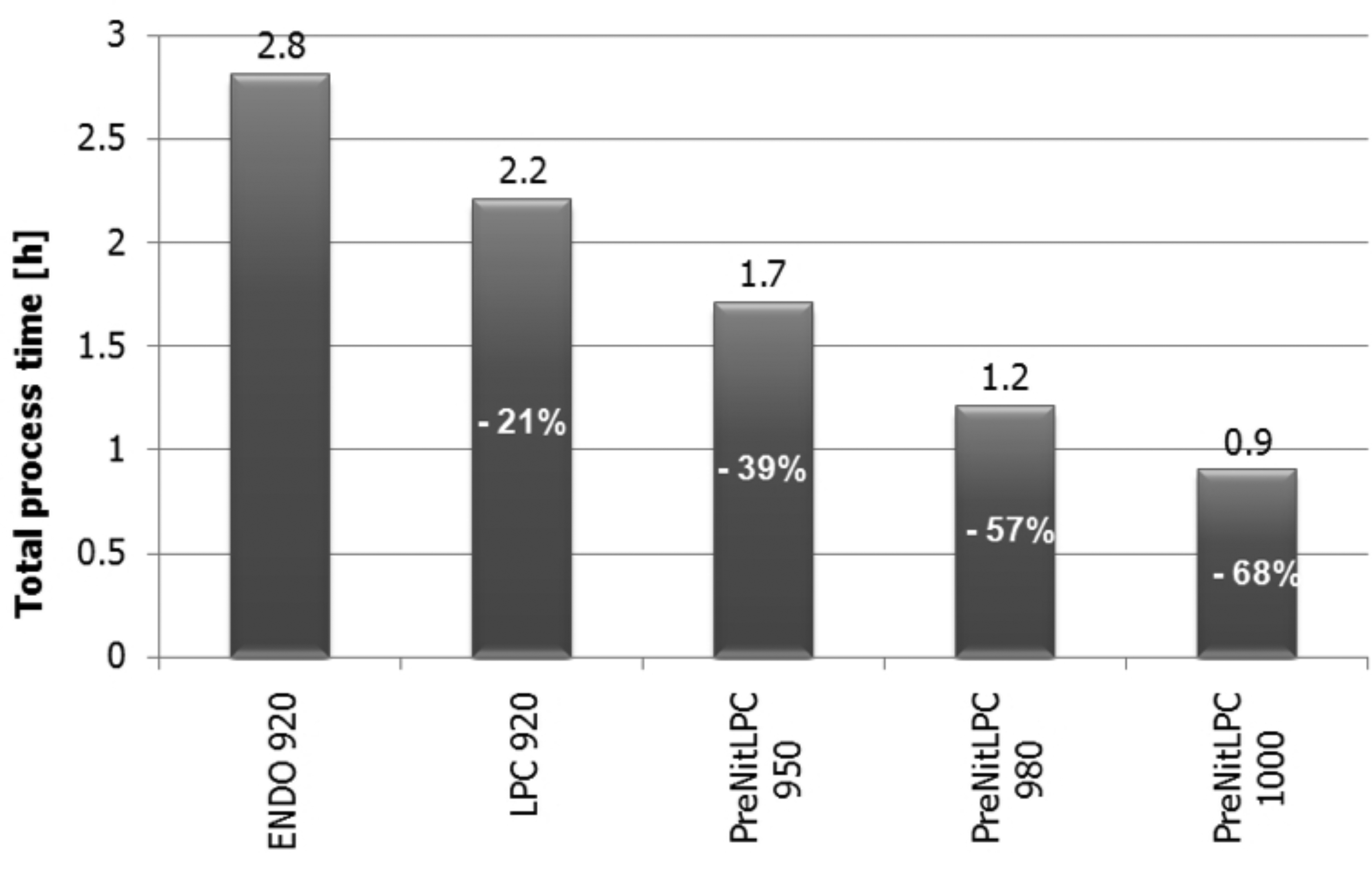
When comparing carburizing in terms of time necessary to obtain layers of the same thickness (Table 2), it can be established that, as expected, total carburization time is the shortest at the highest temperature. Namely, at 1000°C a 0.6mm thick layer (with the 0.4% carbon criterion) can be obtained after just 54 minutes. This represents a shortening of the process by as much as 68% in comparison to endothermic carburization conducted at 920°C and by 60% in comparison with vacuum carburization at the same temperature (Figure 1).
Estimating Grain Size
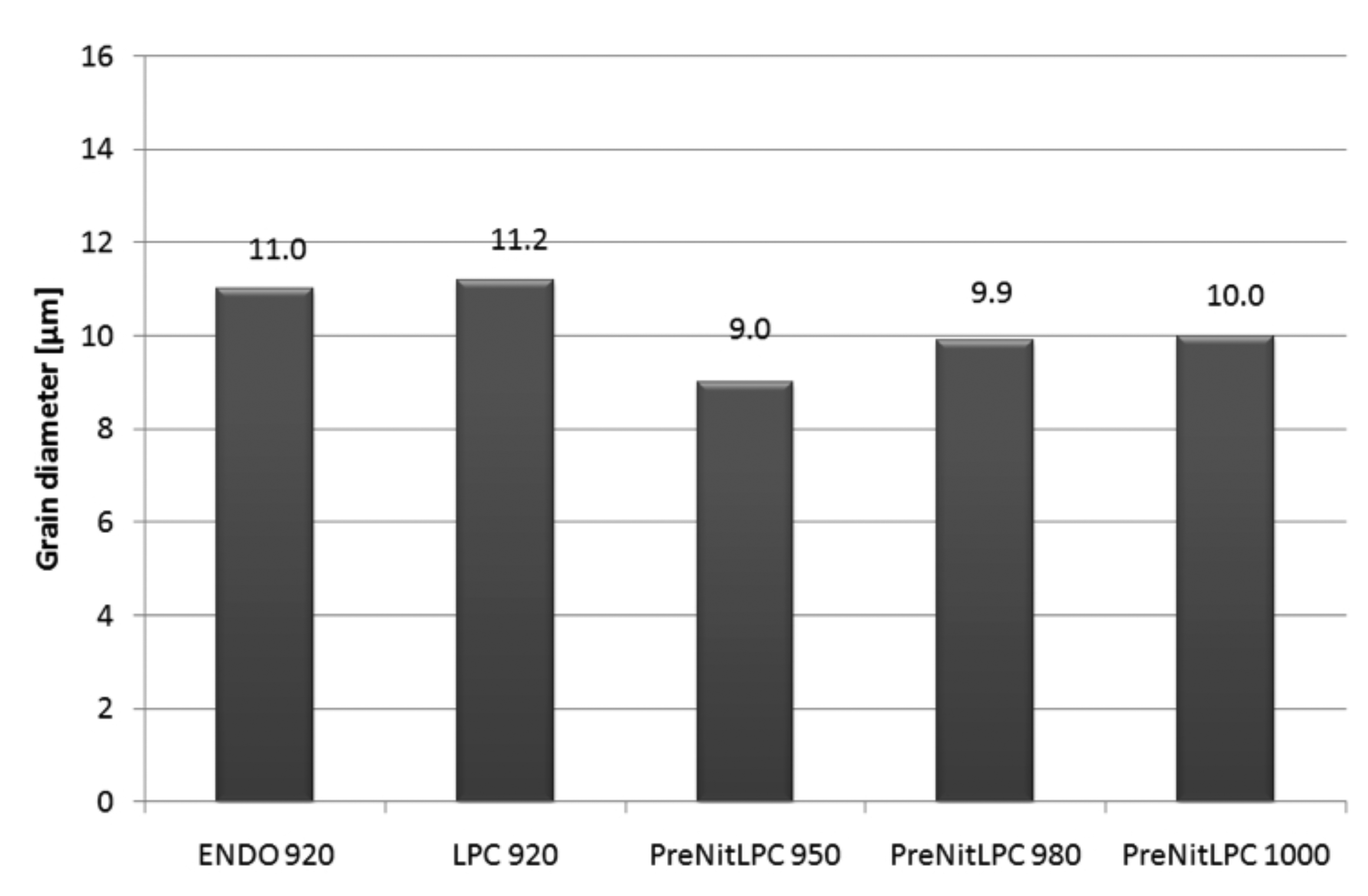
In order to estimate the influence of process temperature on the size of austenite grains and the influence of ammonia, the size of former austenite grains was measured (in accordance with the ISO 643:2003 standard). The average grain diameter was measured both in the surface layer as well as in the core of the treated steel. The results are presented in Figure 2 and Figure 3. When comparing individual grain diameters in the core between the various processes, it can be concluded that, just as in theoretical assumptions, the higher the process temperature, the larger the grains in the core. When making the same comparison for carburized layers, it can be concluded that the size of austenite grains created during vacuum carburization as well as endothermic carburization at 920°C is the same as in vacuum carburization at 1000°C with pre-nitriding.
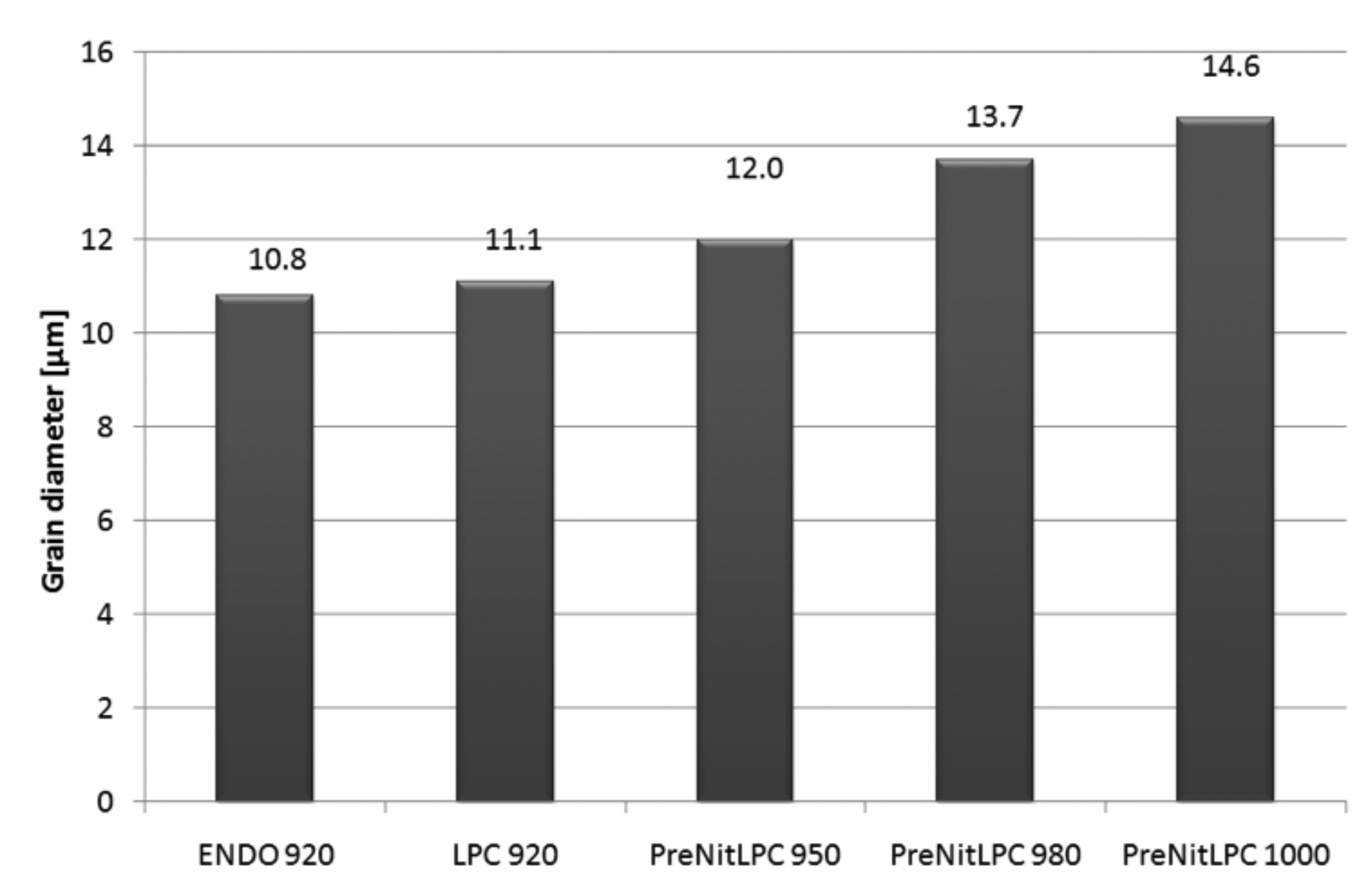
The research has proven that nitrogen does restrict austenite grain size. Therefore, there is a possibility to increase process temperature and thus increase the speed of carbon diffusion, under the condition that mechanical and functional properties, especially fatigue strength, are not decreased.
Testing Fatigue Strength
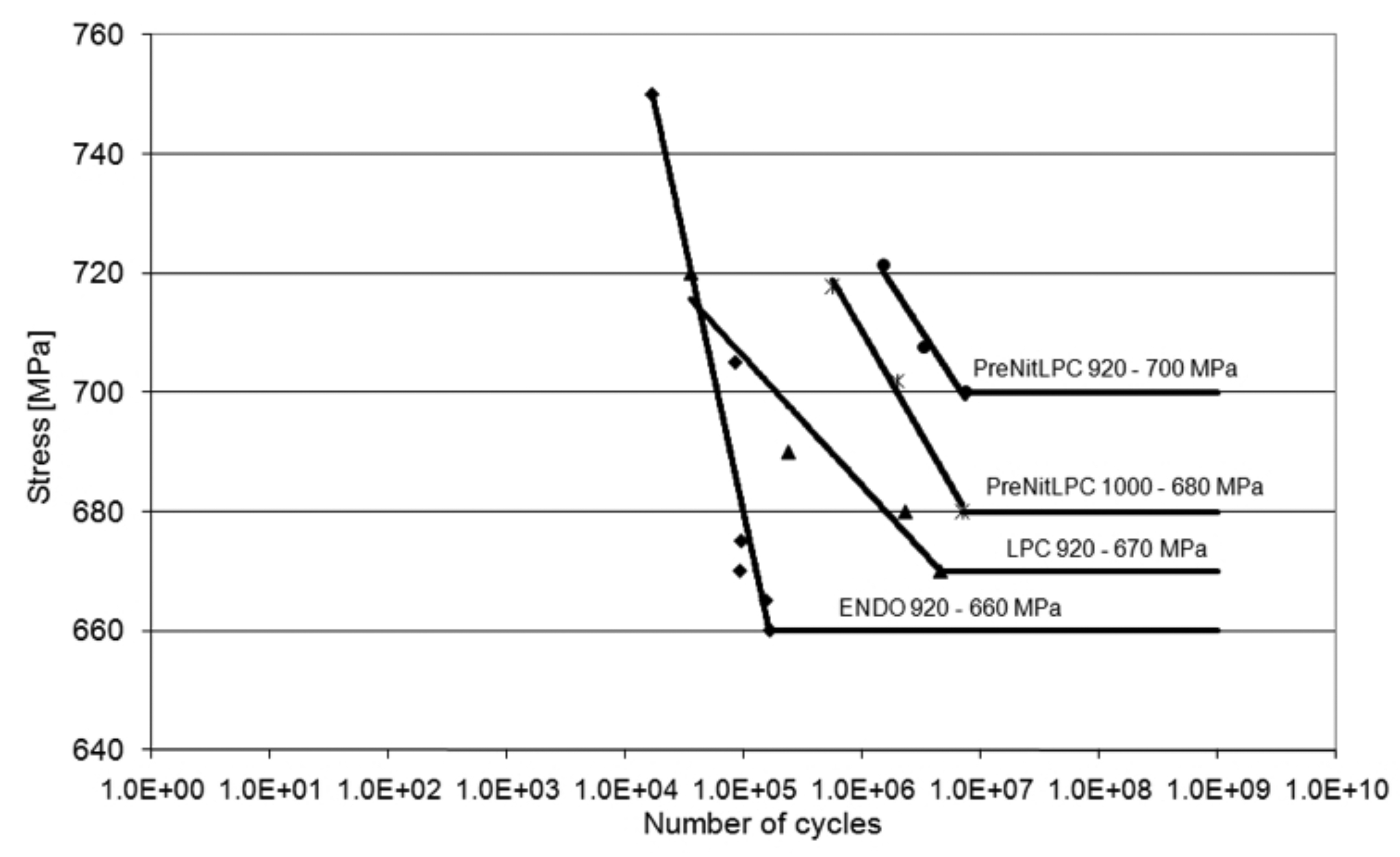
In order to evaluate the strength properties of elements treated with the above carburization methods, a test of fatigue strength was conducted using the high-frequency method.
This test was conducted using resonance, and the failure point of the tested specimen was defined as vibration frequency change. This method involved measuring the current self-frequency of the tested specimen and using that frequency with appropriate sinusoidal amplitude. The forced amplitude is adjusted to obtain the desired stress at the narrow point of the specimen. The stress value is determined on the basis of the deflection curve. The specimen for fatigue tests was prepared according to the ASTM E 606-04 standard and FEM simulation in order to obtain the optimum stress distribution at the narrow point. The test was conducted at a test station equipped with a Tira vibration exciter TV50101 and VibrationVIEW controlling amplifier. On the basis of these tests, Wöhler curves were determined in terms of the fatigue limit and endurance limit. The results are presented in Figure 4. Comparing the fatigue strength of 16MnCr5 steel carburized with different methods, it can be concluded that when vacuum carburization with pre-nitriding treatment is applied, it does not result in a loss of fatigue strength; on the contrary, it increases the fatigue strength of the tested steel.
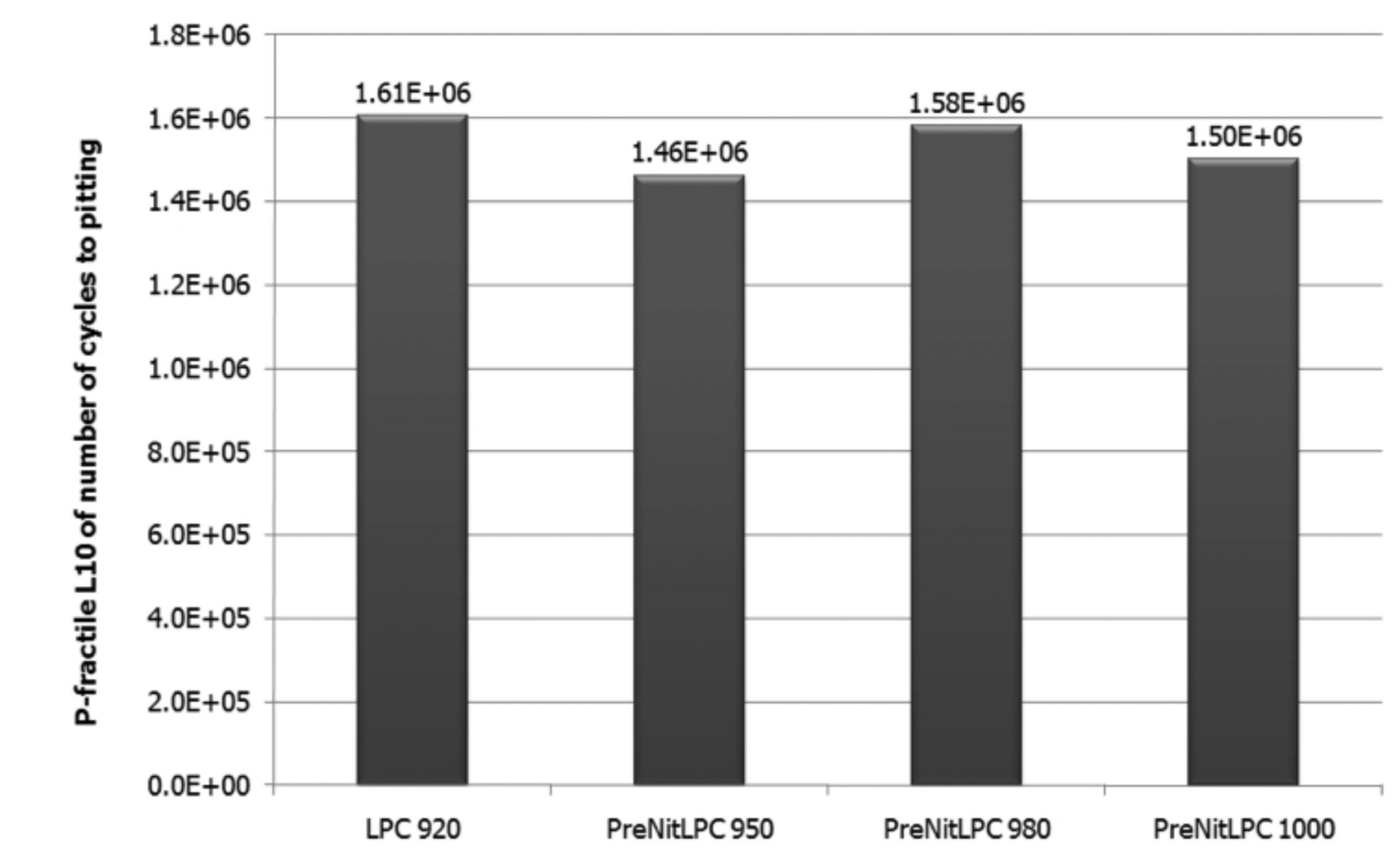
Testing Contact Strength
The test for contact strength was conducted using a modified four-ball tester (in accordance to the IP 300/82 standard), with a system of three balls and a cone, on layers of 16MnCr5 steel subjected to various types of carburization, conducted in accordance with parameters provided in Table 1. The results are presented in Figure 5. The results thus obtained indicate the strength of about 1.6×10-6 cycles with a load of 3924 N, regardless of the carburization variant used for the specimen.
Impact Test
Measurements of impact strength of 16MnCr5 steel specimens, carburized in accordance with the parameters provided in Table 1 were taken using a Charpy impact tester (in accordance with the PN-EN ISO 14556 standard). The test was conducted on a u-notched sample; the initial energy of the pendulum was 150 ± 10J. The results are presented in Figure 6.
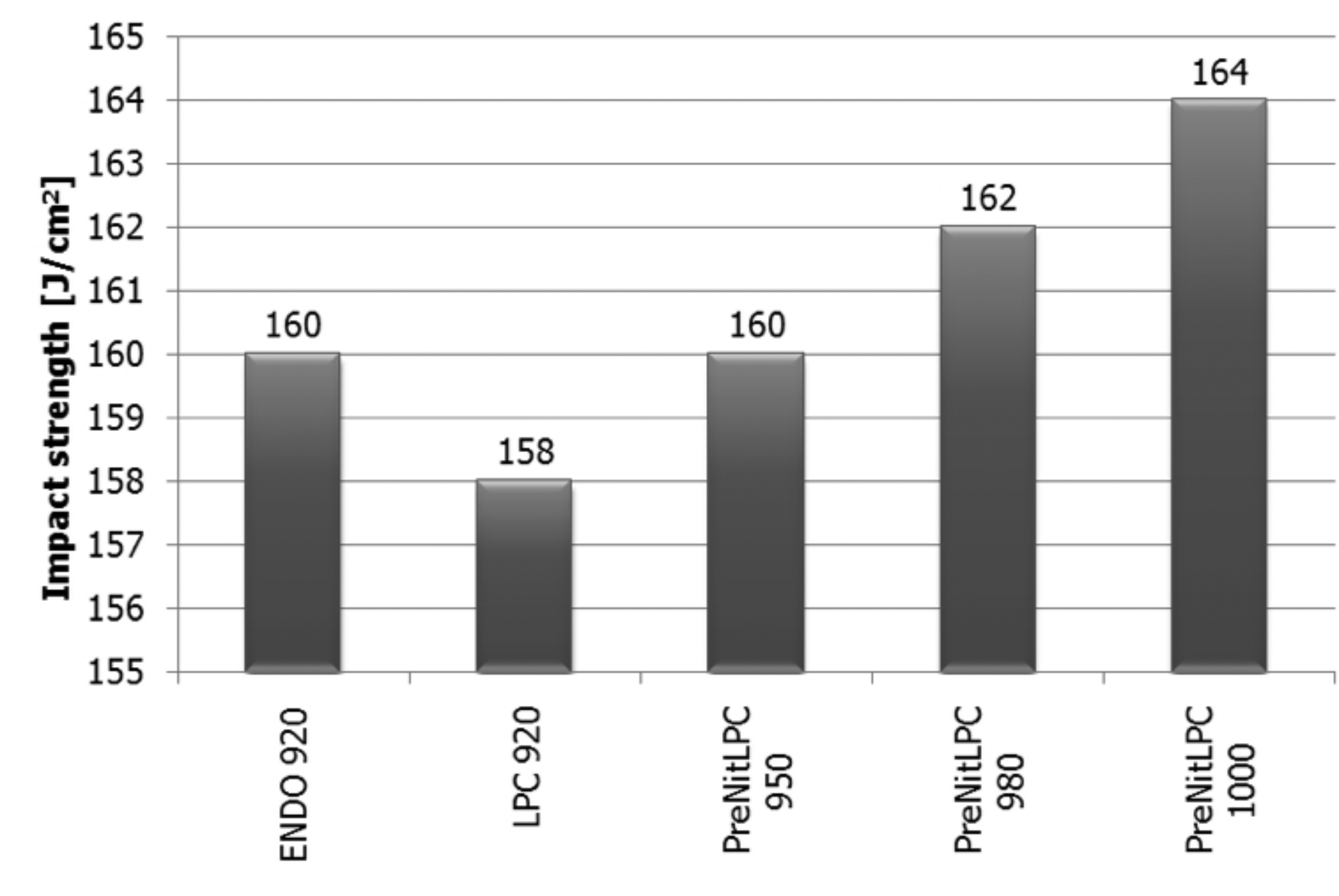
The impact strength test of carburized 16MnCr5 steel yields similar values at about 160 J/cm2, regardless of the applied carburization treatment.
The Economic Aspect
During the study, a cost analysis was done for the profitability of implementing the PreNitLPC technology. The total monthly costs borne by a business employing this technology are 1–6% higher in comparison with the costs borne by a business that uses an ENDO technology. It must be noted however that due to the differences in process temperatures, and therefore in carbon diffusion coefficients, the time necessary to obtain a given layer thickness is much shorter in the case of the vacuum technology. In consequence, it is possible to complete more processes in a furnace during a set time unit. These differences vary from almost 6% for thin layers up to 100% for thick layers.
The unit cost of carburizing 1 kg of charge was calculated using the cost data and the process capacity of the furnace. A comparison of the costs shows the economic advantage of the PreNitLPC technology. The vacuum technology is more cost-effective even for the thinnest layer of 0.4 mm. In the analysis of unit cost, the vacuum technology is cheaper by over 4% for thin layers, and even up to 45.6% for the thickest layers (for the purposes of this analysis the thickest layer considered was 5 mm).
Conclusions
In summary, it can be said that the vacuum carburization process with pre-nitriding treatment can be conducted at much higher temperatures than those traditionally used for carburization without the loss of functional properties of the treated elements. Thanks to the higher temperature it is possible to significantly shorten the total process time, which directly translates into a favorable economic result without causing a decline in the mechanical properties of components subjected to this treatment. This opens wide application possibilities, especially for high-quantity series, where the economic aspect is most visible.
References
- Gräfen, W.; Edenhofer, B.: “Acetylene Low-Pressure Carburizing – A Novel and Superior Carburizing Technology,” Heat Treat. Met. 4 (1999), pp. 8
- Gräfen, W.; Edenhofer, B.: “New developments in thermo-chemical diffusion processes,” Surface & Coatings Technology 200 (2005), pp. 1830–1836
- Kula, P.; Pietrasik, R.; Dybowski, K.: “Vacuum carburizing – process optimization,” Journal of Materials Processing Technology 164-165 (2005), pp. 876-881
- Stratton, P. F.; Bruce, S.; Cheetham, V.: Low-pressure carburizing systems: A review of current technology, BHM Berg- und Hüttenmännische Monatshefte Volume: 151, Issue: 11 (2006), pp. 451-456
- Kula, P.; Olejnik, J.; Kowalewski, J.: FineCarbTM – “The smart system for vacuum carburizing, Heat Treating & Hardening of Gears, Chicago,” (2004), Technical Paper, pp. 1
- European Patent No.: EP1558780 (2007), United States Patent No.: US 7513958 (2009), Kula, J. Olejnik, P. Heilman
- Kula, P.; Korecki, M.; Pietrasik, R.; Stan´czyk-Wołowiec, E.; Dybowski, K.; Kołodziejczyk, Ł.; Atraszkiewicz R.; Krasowski, M.: “FineCarb® – the flexible system for low pressure carburizing,” New options and performance, The Japan Society for Heat Treatment, (2009), pp. 133-136
- European Patent No.: EP1558781 (2007), United States Patent No.: US7550049 (2009), Kula, J. Olejnik, P. Heilman



















 general practice for CQI-9 and AMS2750E")





