







Applying electrical heat to materials under vacuum can be an important manufacturing process to ensure product quality when drying, high-purity processing or other vacuum heating is required. The use of vacuum promotes off-gassing and reduces the boiling point of trapped liquids. Unfortunately, vacuum alone may cause liquid evacuating from the material or part to freeze. What remains are ice particles, which are not easily evacuated from the system.
Using heat and vacuum in tandem provides improved results compared to either process used separately. Applying heat with vacuum prevents ice formation and decreases the heat needed to sufficiently remove moisture and volatile compounds from parts. Three common applications using heat/vacuum combination include: vacuum drying, vacuum bakeout, and vacuum heating for metal processing. To regulate heat applied in any vacuum application, a PID temperature controller is required to more accurately control the heating process.
Vacuum Drying
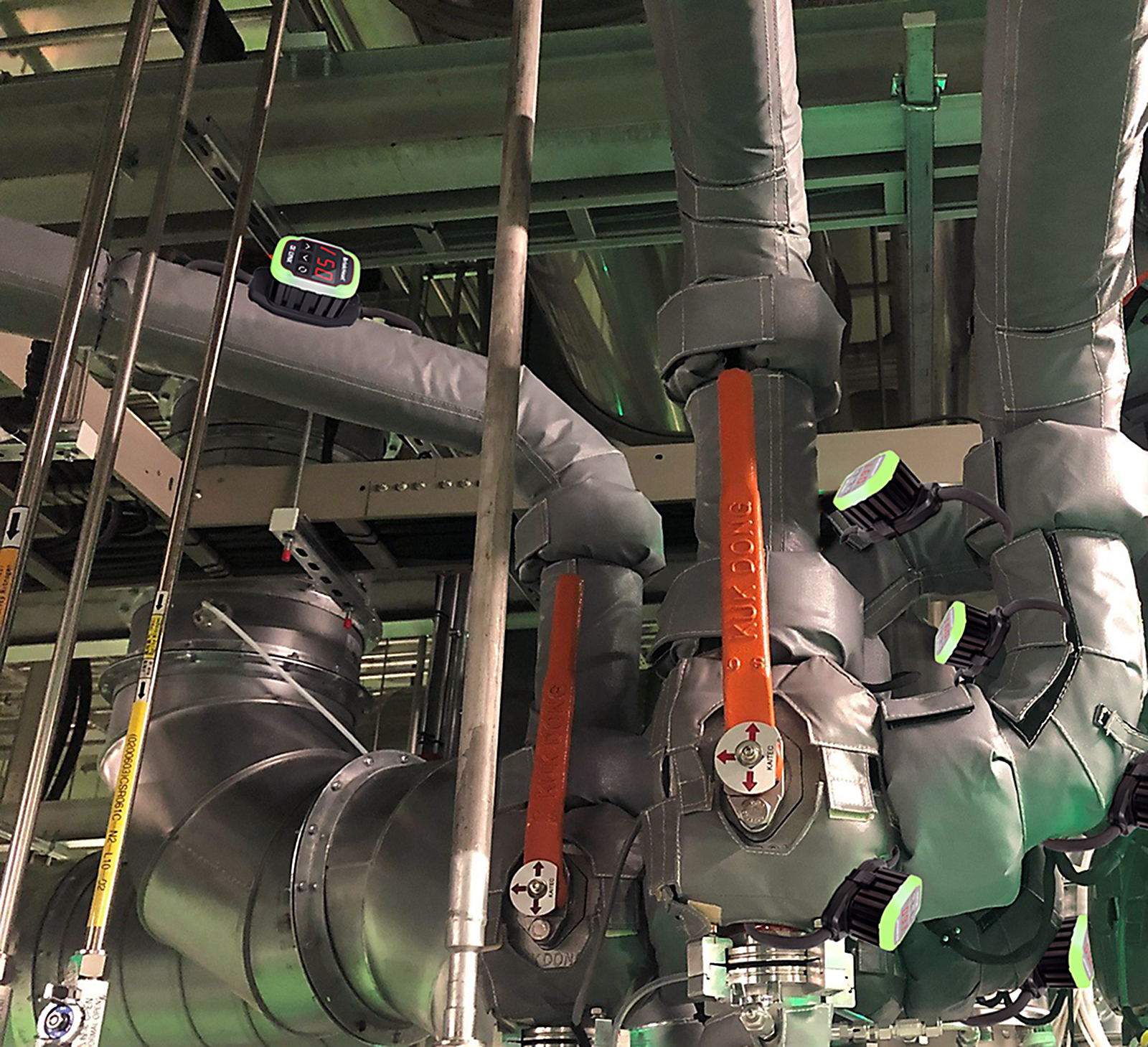
Vacuum drying is a low-pressure operation used to remove moisture from a substance. This is used when higher temperatures may result in hazardous situations or potential damage to the product. The boiling point of liquids is reduced when subjected to vacuum pressure. A combination of vacuum and heat is used to reach the vapor pressure of water. This causes the water to boil into a gaseous state. For example, at atmospheric pressure 760 mm Hg (14.7 psi), water boils at 100°C (212°F). Under a vacuum of 150 mm Hg (2.89 psi), water boils at 60°C (140°F). The vacuum system, including pipe headed with individual cloth jackets (Figure 1), evacuates the gases from the chamber, preventing it from condensing and rewetting the product while cooling. Products processed with vacuum drying include:
- Pulp and paper products.
- Pharmaceuticals.
- Power or granulated minerals.
- Food products.
- Plastic parts.
- Resin parts.

Vacuum drying in a vessel requires a heating system designed with sufficient wattage and insulation to increase the temperature from ambient to that required for off-gassing. Not only does vacuum drying remove trace amounts of moisture, but it allows batch processing to be done, taking less time compared to conventional drying methods.
High and Ultra-High Vacuum Bakeout
High or ultra-high vacuum applications as well as other applications using high-purity parts necessitate a vacuum bakeout process. During manufacturing, many components will be left with some type of unwanted residue. This can be moisture in compounds, cutting oils, solvents, dust, or corrosion. Conventional cleaning methods should be used to remove contaminants. Vacuum bakeout elevates the surface cleaning efficiency by eliminating microscopic particles. It is a necessary process in which failure to remove the impurities will contaminate the product or spoil the vacuum. While water vapor absorbed from the atmosphere is the most common contaminant, oil particles from pumps and dust accumulated during assembly must be removed. Without careful handling, fingerprints left on surfaces can also be problematic.
How can even microscopic particles ruin a vacuum? As heat and vacuum are applied to the part, particles are extracted from the surface and move within the vacuum chamber. This movement creates pressure that works against the vacuum. Successive flushing of the chamber evacuates loose particles with vacuum pressures of <10-10 mbar. Figure 2 shows a custom cloth heating jacket with temperature controller designed for a vacuum chamber.
Applications requiring high-purity vacuum bakeout include:
- Particle acceleration (particles at 99.99 percent the speed of light).
- High-energy physics.
- Radiation therapy.
- Surface coating.
- Deposition and etch (semiconductor manufacturing).
- Gas delivery.
- Mass spectrometry.
The process engineer has three things to consider when designing a vacuum bakeout system:
1. Bakeout temperature.
2. Temperature distribution.
3. Time at temperature.
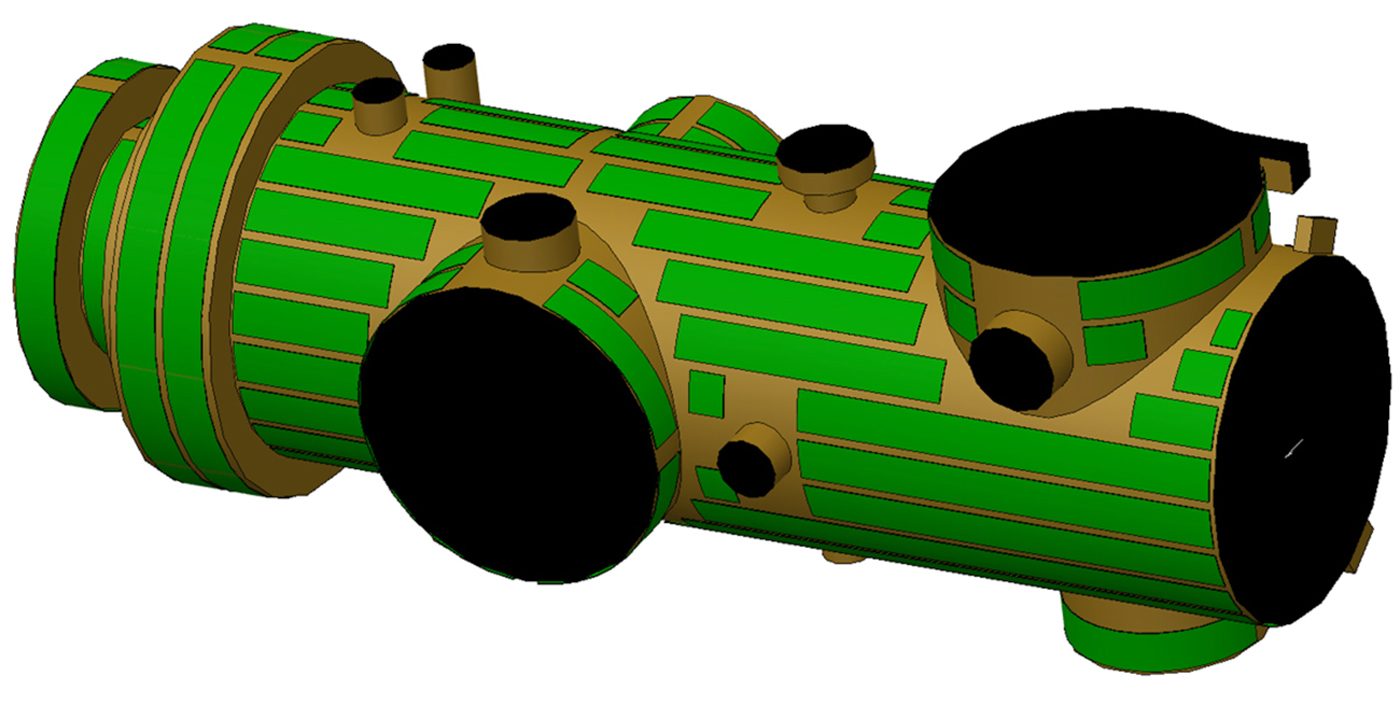
Ideal bakeouts may require temperatures of 300 to 400°C (572 to 752°F), which is too high for extruded silicone rubber tapes. Fiberglass insulating tapes and high-temperature insulators can be used. At temperatures above 300°C (572°F), yarn on the tape may become brittle and, once removed, cannot be reused. During vacuum bakeout, temperature distribution is more critical versus a drying application. Cold spots on the surface of objects being baked may not expel impurities, resulting in a poor vacuum. Temperature uniformity can be achieved by using a heated cloth jacket. Heating tapes, shown green in the photo, are sewn into cloth jackets providing heat to surfaces that might be difficult by other solutions (Figure 3).
Vacuum Heating for Metal Processing
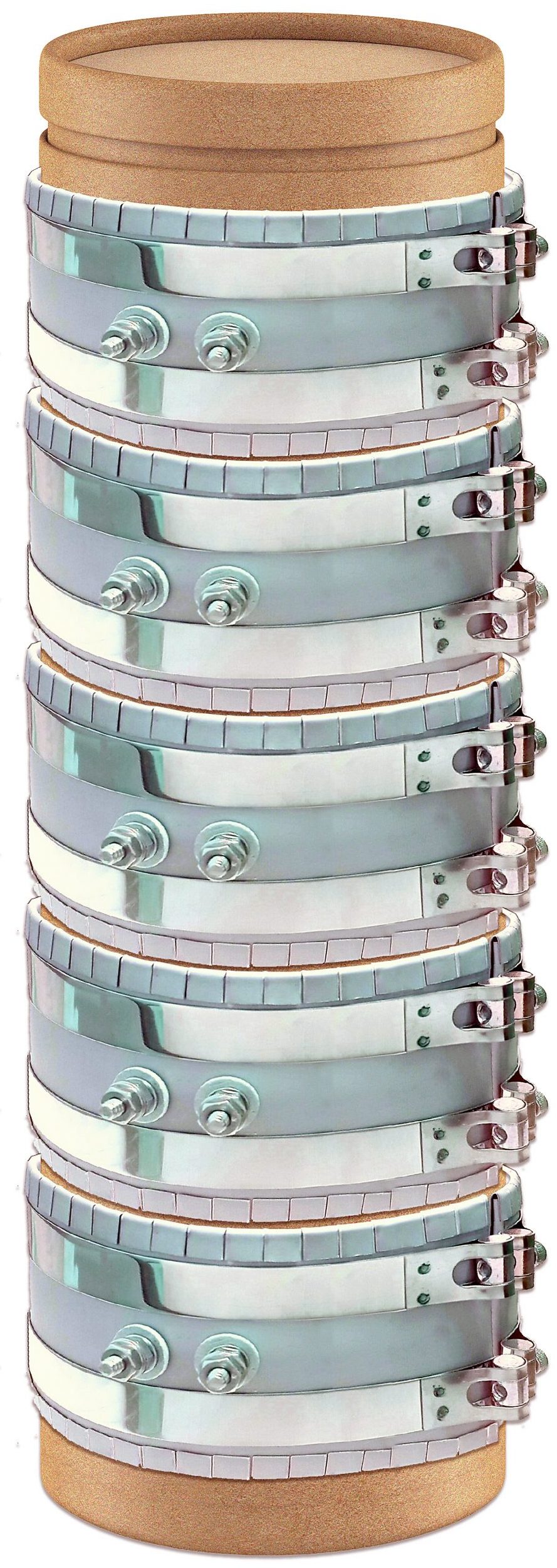
Vacuum heating can be performed by placing products or vessels within a vacuum oven fabricated from stainless steel with openings for inserting items to be processed and for the vacuum system. Ovens can be small chambers as the one using band heaters to anneal graphite electrodes (Figure 4) large cylindrical shapes that fit over coils of steel. Openings should be designed to prevent outside air infiltration when the oven is closed. Non-destructive testing and inspections must be used to ensure there are no leaks in the system.
Heating tapes may be an option and should be wrapped carefully around the chamber to contact as much surface area as possible. Silicone surface heaters can be used for application temperatures of 204 to 232°C (400 to 450°F). These can include insulating foam up to 2.54 mm (1”) thick with pressure sensitive adhesive for installation. For higher temperature applications up to 593°C (1,100°F), cloth heating blankets are available. After securing heaters around the chamber, insulation should be applied sufficient to maintain a touch-self temperature, typically 48 to 60°C (120 to 140°F). A durable cover may need to be placed over the insulation to preserve the integrity of the material.
Vacuum heating can be used in many metal-processing applications. Processing under vacuum reduces the possibility of impurities during the melting and casting of alloys. Purity is also very important in the manufacturing of powered metals used for 3D printing. Carburization, a process adding carbon atoms to the top layers of steel for surface hardening, is typically performed at 900 to 950°C (1,652 to 1,742°F). It can also be performed at temperatures below 600°C (1,112°F) when under vacuum. Other heat treatments such as tempering and annealing allow for heating to lower temperatures and cooling of metals without the risk of impurities or oxygen.
Customized Heating and Insulating Options
Heat can be applied using silicone or fiberglass heaters and require separate insulation. Custom silicone blankets may be available with special contours or cutouts to provide better temperature uniformity than what may be available from off-the-shelf solutions.
Cloth insulating jackets are the best way to prevent heat loss and reduce cold spots. These are manufactured with durable material covers. Fiber insulating blanket, typically available in rolls, is not recommended as these are often not capable of being wrapped sufficiently tight enough to promote temperature uniformity. Fiber insulation incorporates binders in its construction that release fumes when heated, are in general less durable, and any loose fibers produced during installation create a safety hazard if proper PPE is not used.
Cloth heating jackets are designed similarly to insulating jackets. Resistance wires are sewn to the interior liner, covering more surface area than tapes and providing superior temperature uniformity. The wires are covered with an insulating fiber and retained by a top cloth cover. SamoxTM cloth can be incorporated into the liner, meeting Class 100 environments with exposure temperatures up to 593°C (1,100°F). Fiber insulation between the wires and the outer cover provides a safe and cool-touch surface meeting the SEMI S2 standard. BriskHeat is one of several companies that provides insulators and heating jackets to fit a variety of valves and pumps sold by popular high vacuum component manufacturers.
Temperature Control
A variety of temperature controllers is available for use with heating tapes and cloth heating jackets. The more critical the temperature and complex the system, the more important the choice. Most vacuum systems use a central monitoring system (CMS) to control the heat and vacuum. Control of each individual heater provides for the best temperature uniformity, and cloth jackets can be purchased with integrated control modules and sensors. Controllers can use PID (proportional-integral-derivative) or on/off control. PID has a feedback loop that can continuously modulate the heating circuit as opposed to the current to the heater being either on or off.
Conclusion
Heat and vacuum can be used together to process materials that could not otherwise be accomplished. Vacuum drying can be completed at lower temperatures and in less time, which reduces cost. High and ultra-high vacuum removes even the most microscopic impurities from surfaces when applications require high purity for consistent results. As new metal alloys are developed and metallurgical processes required to enhance properties, vacuum heating provides repeatable product quality. No matter what the application, insulation and temperature controllers should be appropriate for the heaters selected. There are a variety of off-the-shelf solutions available; however, custom designed heaters and insulators can provide superior performance. A qualified heating company can be consulted for application support.

















 steels")


 general practice for CQI-9 and AMS2750E")





