







So you’ve just secured an exciting new gear-manufacturing project and it’s time to start production planning. Heat treatment, such as carburizing, hardening and tempering, or nitriding, is a critical operation required to manufacture gears. It makes them wear-resistant, develops excellent mechanical properties, and increases fatigue life. Heat treatment is also the source of many potential problems and pitfalls. It can produce unpredictable amounts of distortion. In addition to distortion caused by heat treatment alone, residual stresses present in gears from prior operations (such as steel making, forging, machining, and grinding) will also be relieved during heat treatment, and will manifest themselves as additional unpredictable distortion that heat treaters have no control over. Heat treatment also poses a risk for damage to occur on a gear’s delicate critical surfaces. Manual loading is required to rack gears onto heat treat fixtures and then transfer them back to the dunnage after hardening. This handling has potential for damaging gears. In addition to distorting and possibly damaging your meticulously machined precision tolerance gears, heat-treating has many requirements that must be met for case depth, surface hardness, core hardness, microstructure, and mechanical properties. Achieving these requirements can also pose challenges in manufacturing the gears to print requirements. You’re an expert in manufacturing gears with machining, hobbing, shaping, broaching and grinding as core competencies, but heat treatment has always been a necessary evil that may not necessarily be your area of expertise. So instead of performing this operation yourself, you may decide to subcontract it to a commercial heat treater or have it performed by a captive heat treating department. (Figure 1)
An important, often overlooked question from gear makers is: What can you do heat treat your gears seamlessly? Communication and advanced quality planning are the keys to being successful. Whether your gears are heat-treated captive or outsourced to a commercial heat-treating source, it’s important to meet with the individuals that will be performing the heat treatment and to plan for all contingencies while performing advanced quality planning prior to launching production. There are many steps and pre-launch activities to identify potential problems early and prevent them from occurring after production has been started. This saves you from learning about these problems after production has been launched, then having to fix these problems while meeting production demands at the same time.
Requiring a PPAP (Production Part Approval Process) to be performed during pre-launch has many benefits. Aside from pre-launch problem resolution as discussed above, PPAP can also be used to establish and document fixed heat treatment processes and force the heat treating source to demonstrate process capability prior to launching production. It ensures formal quality planning, and it is documented as well. PPAP also ensures design integrity, forces suppliers to report and document any process changes, prevents the use of non-conforming products, and reduces the potential for warranty claims. (Figure 2)

Advanced quality planning and PPAP tools are used commonly in the automotive industry, and their use is spreading to other industries as well. There are many training classes, seminars and educational tools available to learn how to properly perform a PPAP. The focus of this article will not be how to perform a PPAP; rather, we’ll discuss some best practices, specific to heat-treating, for performing PPAP to help identify any potential problems.
Step 1:
Allow the heat treater to perform a feasibility review of the specifications and drawings. Some questions that should be raised are:
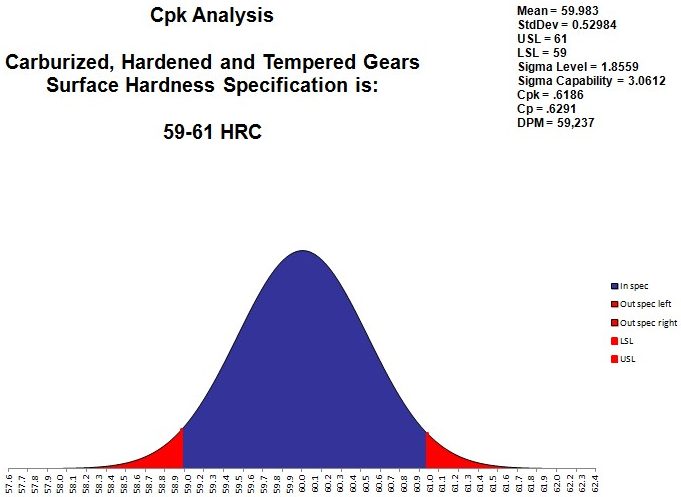
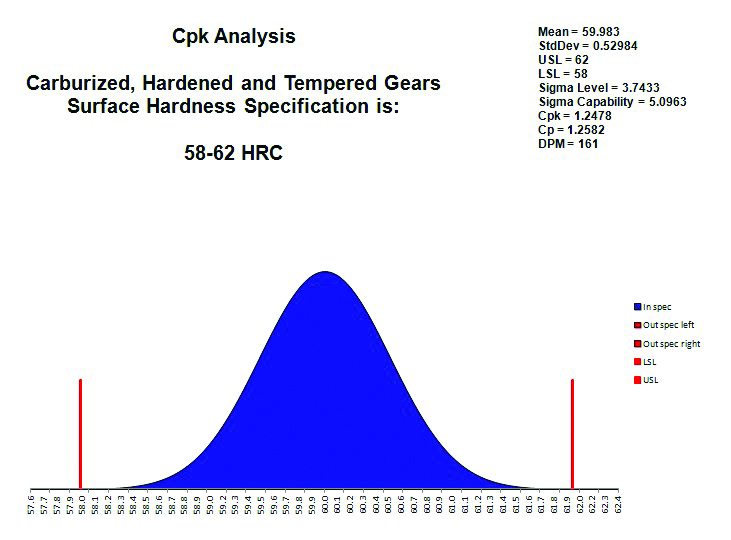
- Can we achieve a Cpk > 1.33 on all requirements such as surface hardness, core hardness, and case depth? Many prints are developed with heat treatment specifications that can be met on single pieces or if small numbers of parts are tested. However, as sampling sizes increase and statistical analysis is performed, it becomes nearly impossible to demonstrate process capability with an acceptable Cpk greater than 1.33 if restrictive tolerance ranges are required. One example that was encountered earlier this year was a gear manufacturer who listed a 58-62 surface hardness on the part drawings for their customer. This particular gear maker wanted to ensure that their heat treater would always be in compliance for surface hardness and decided to further restrict the requirement range for surface hardness to 59-61 HRC. While they were well-intentioned, and thought that this idea would keep their heat treater from straying towards the actual upper or lower specification limits, it only served to make life very difficult for both themselves and the heat treater. With the tighter range of allowable surface hardness, achieving a Cpk for surface hardness above 1.33 was impossible. Many heat treaters will accept a two- or three-point range for HRC surface hardness. They can meet those requirements if a limited number of parts are inspected.However, they may not realize that if enough parts are inspected, and the Cpk is less than 1.33, there will eventually be parts produced with hardness readings at the extremes of the bell curve of a normal distribution of hardness results; these will be outside of specification limits. Statistical analysis of hardness distributions is a critical part of the process capability study. This can lead to rejections from the customer if not identified and resolved during the PPAP process. A large number of parts must be inspected during the PPAP process and Cpk’s should be calculated for each of the key characteristics. Heat treaters should typically inspect a minimum of 30 pieces for hardness and case depth during PPAP runs to have sufficient data to calculate an accurate estimate of Cpk. The best practice is to identify specification requirements where process capability cannot be achieved during PPAP and discuss either opening up the specification ranges to a value where statistical process capability can be achieved or making process or inspection method changes that allow for process capability to be achieved. In the example above, where the heat treater was supplied with a drawing for carburized gears with a reduced 59-61 HRC surface hardness range, the heat treater documented their hardness inspection results and determined that a process capability of only 0.62 could be achieved. The gear maker had numerous rejections during pre-production runs because they would occasionally find parts measuring either 58 or 62 HRC and production screeched to a halt. After much discussion and inspection of hundreds of parts from multiple loads, the heat treater was able to convince the gear maker that the specification range was indeed unachievable. The gear manufacturer opened the tolerances back up to the 58-62 HRC range that was on the end user’s initial drawings. This provided a Cpk of 1.25 and eliminated the problem of occasional non-conformances.
- Does the heat treater have proper fixturing and tooling for holding the gears during heat treatment? How a gear is fixtured and oriented during heat treatment plays an important role in the final results. Many gears are hung vertically from rods to ensure best results for flatness of the faces and good uniformity of heating and quenching. Masking or damage can occur as the result of gear-to-gear contact on fixturing that does not provide adequate separation of parts to allow a good flow of atmosphere gases and quench media. Long gear shafts might be better hung or erected vertically in order to maintain straightness. Larger diameter gears with open bores might have better results for roundness by laying them flat in baskets instead of hanging from rods. Design and development of the fixturing and racks for each specific gear geometry is critical towards meeting tight dimensional tolerances or ensuring good uniformity of results throughout an entire load of gears being heat treated. Often, heat treaters will attempt to use existing fixtures for other products that may not be the best design for a particular part. Design and build the best fixtures for each particular part.
- Will the selected heat treatment fixtures leave any marks on the parts? Deep case carburizing requires steel parts to be held at high temperatures for long periods of time. Hanging heavy gears can leave indentations from the hanging bars on the inner diameter bores of gears. Hanging bars should be ground smooth to prevent sharp edges or imperfections on the bars from indenting the gears. Additionally, placing gears on baskets, grids or heavy screens can leave marks and dimples on the bottom of the gears. This problem is more common for heavier gears with longer carburizing cycles, where a combination of high contact pressures and long exposures to high temperature allows for soft, hot gears to deform around the fixturing materials. Fine mesh screen or flat plates can be selected to distribute the weight of the gears more evenly. (Figure 3)
- Have secondary operations been planned for and are the requirements communicated with the heat treater? Many gears will require secondary operations such as straightening, clamp tempering, masking, washing, shot blasting, shot peening, or rust preventative applied before, during or after the heat treatment operations. Communicate these requirements to the heat treater so that they can prevent you from receiving gears back from heat treatment that are dirty, improperly masked, out of straightness/roundness tolerances, or rusty.
- Is the selected steel grade compatible with the heat treatment requirements? Often, a material will get selected because it is low cost, easy to machine, or its raw form is readily available in the right sizes. However, some materials are more difficult to carburize and harden than others. Lower hardenability grades may require faster quenching methods to transform the carburized case properly, resulting in additional distortion during heat treatment and/or increased risk of cracking. If low-pressure vacuum carburizing with high-pressure gas quenching is performed, select a medium- to high-alloy carburizing grade of steel. This assures proper hardening of the carburized case and core due to slower quenching rates associated with gas quenching. Nitriding requires special alloys with nitride-forming elements in the base material in order to achieve high hardness levels. Many times, heat treaters will receive gears from customers for nitriding made from plain carbon steel grades and have to inform the customer that the material they selected cannot be successfully nitrided to the required values. Asking those types of questions prior to making gears would have saved the gear manufacturers a great deal of time, money and effort. Including heat treaters in conversations during the material selection process may reveal that some materials may not be capable of meeting the desired results, or that a different material could be used to achieve better results.
- Has the heat treater been supplied with the latest revisions of all the required specifications and drawing requirements? Many times, heat treaters are asked to quote heat-treating processes and are only supplied with a single drawing or a specification instead of a complete set of all requirements. If all of the specifications aren’t present when heat-treating is quoted or when PPAP loads are processed, it’s possible to quote inaccurate prices or perform a process that may not meet all of the required specifications.
- Have all inspection location requirements, specific procedures, and inspection methods been communicated with the heat treater? Often, there are requirements to inspect for hardness or case depth at specific locations or on critical working surfaces. These must be communicated to the heat treater. Gears, in particular, can have different results for case depth at tooth tips, mid-pitch, or at the roots of teeth. Core hardness inspections are sometimes measured on the root circle for some end users, while others may require core hardness measurements to be performed at the center of a tooth. The results of carburized or nitrided gears often vary based on inspection location or method. It’s important to communicate these requirements to everyone such that the heat treater, gear maker, and end user are all performing the inspections at the same locations using the same procedures.
- What is the proper dunnage for transporting gears to heat treatment operations, and will the dunnage protect the gear surfaces? One of the biggest challenges in heat-treating gears is preventing damage during transportation and handling. Dunnage should be selected to prevent gear-to-gear contact during transportation. Selection of the heat-treat fixturing is also paramount to ensure that parts can be racked, loaded, and unloaded from the fixtures without damage from improper handling. Careful planning and review of the dunnage and heat treatment racks can be key to preventing damage to gear teeth. Additionally, the heat treater needs to be instructed to handle the gears with care and not mishandle the parts.
Step 2: Run Process Development Studies
- Process development loads are a good idea, as they allow the heat treater to run trials, measure the process results, and fine-tune any process parameters. Fine adjustments, such as centering the surface hardness, case depth, or core hardness within the specification range will improve process capability during later PPAP loads. Several trial runs on parts prior to performing PPAP will assist in making the process go smoother and will usually result in higher Cpk values in the PPAP load.
- Process development loads also allow the gear maker to learn what dimensional changes to expect during heat-treatment, so that offsets and compensations can be made to pre-hardening dimensions in order to achieve a desired set of final dimensional tolerances after heat treatment.
Step 3: Perform a PPAP Load
PPAP loads are the final step in establishing a good heat treatment process for gears. Consider the following best practices when performing a heat treatment PPAP load:
- A full production-intent sized load should be used for PPAP of batch and continuous heat treatment operations. Running sub-sized loads or small handfuls of parts will not yield the same results during heat-treatment as a full, production-intent size load. Gear makers often request smaller quantities because they either don’t have a large quantity of parts available for a PPAP run or because they don’t want to sacrifice a large number of parts. The danger with running sub-sized loads is that the furnace and parts will heat up to the processing temperatures at different rates than if the furnace was fully loaded with a large mass of parts. Subsequently, the parts will cool or quench at a different cooling rate. The heating and cooling rates can affect the final properties of the gears as well as the dimensional results. This means that when production is in full swing, the results may vary from the PPAP and rejections can occur. A large number of parts, representative of the entire population of parts treated, should be inspected from across the entire batch in a PPAP load. In batch-type furnaces, heat treaters will typically select parts from all eight outside corners of the furnace along with parts scattered throughout the center of the load. This is because there can be differences in heating and cooling rates from outside corners to centers of loads. Make sure that these areas are all inspected during a PPAP run. Load maps should be made with diagrams of all the parts present in a PPAP load and each part that is removed for inspection should be numbered and labeled on the load map such that inspection results can be tied back to each location in a load. For continuous type furnaces, the parts selected for inspection should include the first parts into the furnace, the last parts out of the furnace, and parts from the middle of the run, at a minimum. Parts may also be selected from the left, right, and middle areas of a belt furnace along with top, middle, and bottom areas of racks processed in a pusher or roller hearth type furnace.
- Typically, a minimum sample size of 30 measurements from a PPAP load is recommended for accurate hardness and case depth results, selected as described above. Higher sampling sizes, including 100% inspection, improve the accuracy of process capability calculations. Cpk values for process capability should be calculated and reported for all inspection results based off at least 30 measured values throughout the entire load. Discuss any Cpk values below 1.33 to determine the need for revisions to the specification requirements, or for process changes to achieve a higher Cpk value. If the PPAP is accepted with less than 1.33 Cpk values for some inspection results, it will undoubtedly mean that there will be a small percentage of parts outside of the specification requirements. Notations should be present on the Part Submission Warrant if any process capability studies result in Cpk values less than 1.33 so that all parties can acknowledge and approve the situation prior to production.
- Dimensional measurements should be taken after PPAP runs to determine if the critical dimensional tolerances are all within specification after heat treatment. Typically, this is also performed during process development loads to determine the dimensional changes that can be expected to occur during heat treatment. While it is frustrating that distortion cannot be predicted prior to a first run, distortion from heat treatment is usually repeatable from load to load as long as the load sizes and processing parameters remain fixed. Most manufacturers will use the process development trials to determine the pre-heat-treatment dimensional tolerances needed for the parts to meet print dimensional tolerances after heat-treating is complete.
- Appearance approval is another important aspect of performing a PPAP. It allows gear makers to avoid unexpected surprises in terms of part cosmetics and cleanliness. Heat-treatment processes commonly result in discolored surfaces due to oxidation and quench oil residues. A PPAP package should contain documentation of the final appearance of the parts after heat treatment such that the gear maker can determine if the cosmetics and appearance are acceptable and if any post-cleaning processes might be needed. PPAP’s also protect the heat treater from attempts by gear makers to raise the bar in terms of part appearance and cleanliness, as they provide evidence of the PPAP load appearance and of an approval from the gear maker that this appearance was acceptable prior to start of production.
- Process flow plans, FMEAs, and process control plans are key documents in PPAP packages. These documents state what processing parameters will be used, the order of the processing steps, and what process controls and inspection plans will be utilized in production. A PPAP forces the heat treater to consider this work as having a fixed, unchangeable process. Many commercial heat treaters will often attempt to mix multiple customers’ parts together into a single batch when the heat treatment specifications overlap, in order to maximize a furnace load and minimize the number of furnace hours needed to complete all orders. It often involves altering the recipes of each job slightly such that they can all be processed or batched together. Having a PPAP in place with a fixed process takes away that flexibility and improves the repeatability of results from load to load.
- Furnace charts from a PPAP run should be part of the PPAP package such that documentation of the actual furnace conditions at the time of a PPAP can be reviewed. If problems occur, comparison of furnace charts from a non-conforming production run with those from the PPAP load will assist in performing root cause analysis.
- PPAP’s should also include a full microstructural analysis of the gears processed. Many gears have prints that only call out requirements for surface hardness, case depth, and core hardness, without any microstructural requirements. The PPAP load can be used to examine microstructures for evidence of potential problems such as excessive retained austenite, presence of carbides, decarburization, intergranular oxidation, nitrogen voids, nitride networking, excessive white layer, intermediate transformation products, or free ferrite present in either the case or core microstructure. Many of these microstructural characteristics are undesirable and could be causes for potential field failures; however, they may be overlooked if they are not listed as requirements on the part drawing or specifications.
- Another final valuable aspect of performing a PPAP is doing ISIR inspections. The heat treater should perform all measurements for case depth, hardness, microstructure, etc. on 30 numbered parts, from locations labeled on the load map, and document all the results on an ISIR form. Ideally, these same 30 pieces should then be given to either the gear maker or end user to have all of the parts re-measured for each key characteristic to establish that the measured results of the heat treater match those of the gear maker or end user. Often, different labs yield different measurements, and recognizing these discrepancies in the PPAP will prevent production services from being rejected or held as non-conforming, due to the discrepancies between the two inspection parties. PPAP is an excellent time to ensure that all parties are inspecting the gears using the same methods and obtaining nearly identical results.
- The final step of the PPAP is having the gear maker or end user sign the Part Submission Warrant signifying that they’ve approved the heat treater’s PPAP package along with all the results of the inspections and the condition of the PPAP parts. This is the heat treater’s cue that they are now approved for production. The heat treater should not allow production to commence without a signed PSW from the customer. The PSW should also document any deviations obtained from the customer in order for the heat treatment results to meet all requirements.
All of these communication tools and advanced quality planning techniques, if employed correctly, can assist gear makers and heat treaters in identifying and resolving any issues that may result in rejections or non-conformances prior to the start of production. As heat treaters, we’ve observed many new projects being launched without communication, advanced quality planning, and PPAP. In many cases, where these things aren’t done prior to production, we observe problems with scrap parts being produced or loads being rejected by gear makers and end users when they receive results that don’t meet the specifications, or they don’t react in a manner that was expected. Communicating with heat treaters, performing advanced quality planning, and using the PPAP process will go a long ways towards making production run smoother, reducing scrap, and eliminating headaches involved with heat treating.




















 general practice for CQI-9 and AMS2750E")





