







Throughout the machining process, great care is taken to achieve and maintain critical dimensions. The gears are then handed over for heat treatment. Exposing the parts to a high temperature environment, changing the material chemistry, and rapidly cooling in oil to harden is necessary to produce the high strength and long wear life expected in large gears. Heat treating, while critical to gear performance, is a step that puts an enormous amount of stress on the part and must be done correctly to produce an acceptable part.
One of the most frequently asked questions is “How much will this distort?” This is very difficult to answer completely. Factors like material chemistry, prior thermal and machining history, geometry, fixturing, case uniformity and quenching process all play a role in determining how much the gear moves. The heat treater can control the last three variables, and help minimize the size change of the part. Vacuum carburizing can effectively address these.
Vacuum Carburizing is a solid alternative to conventional endothermic gas carburizing in an integral quench or pit furnace. Stack Metallurgical Services uses a Seco Warwick two chamber, vacuum carburizing, oil quench furnace to process large gears (see Figure 1). The furnace is capable of running parts up to 70” diameter, 80” long and 8,000 lbs.

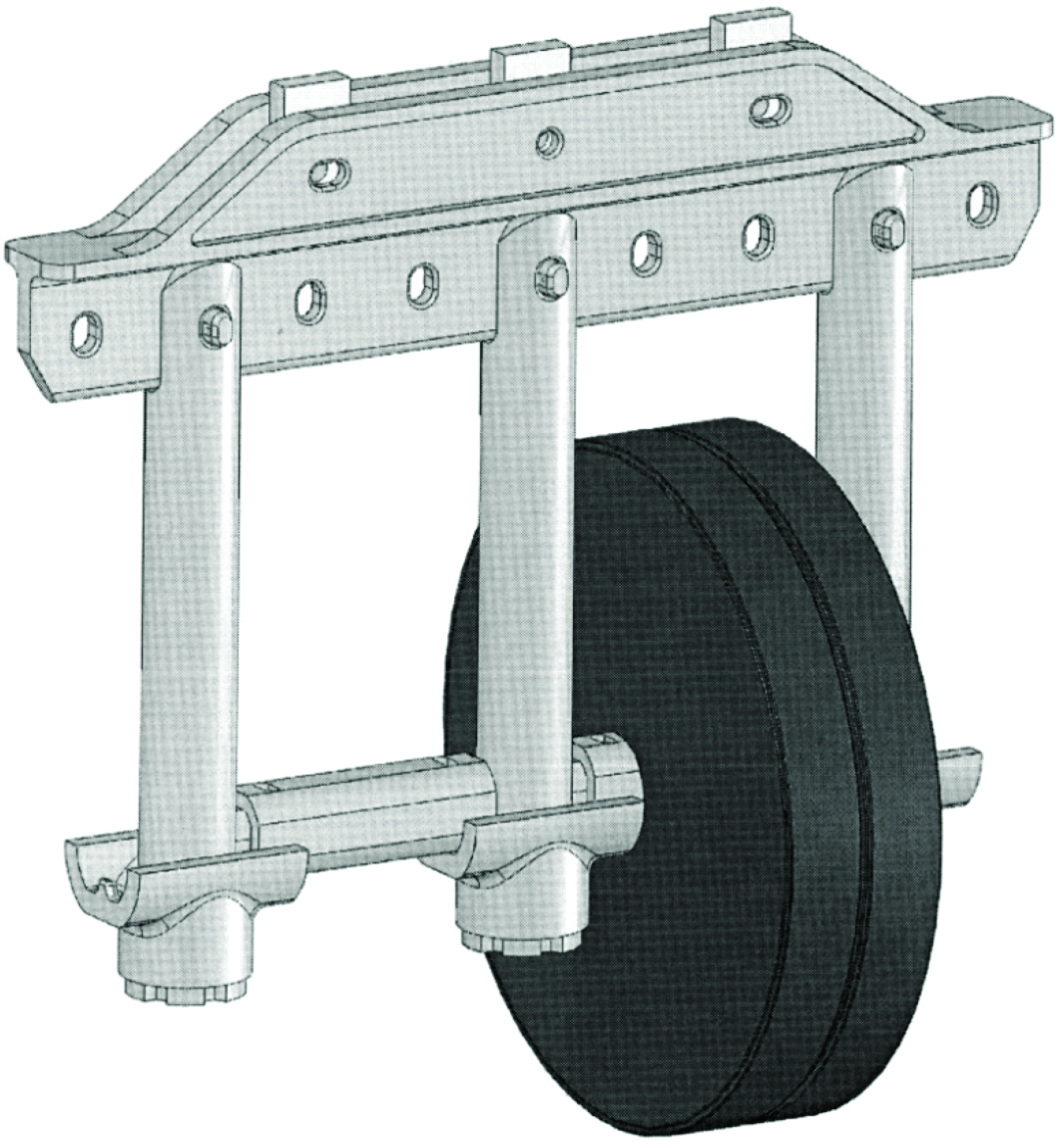
A key component of successful distortion management is fixture design. In Stack’s vacuum carburizing furnace, the load is suspended from an overhead trolley (see Figure 2). This gives an opportunity for innovative fixture design. There is no grid assembly, so the parts contact the oil without any interference or turbulence. The heat removal is very symmetrical, which helps reduce the distortion. Parts are arranged and supported to minimize movement or creep during the heat treating cycle, and provide efficient load densities that allow rapid cooling.
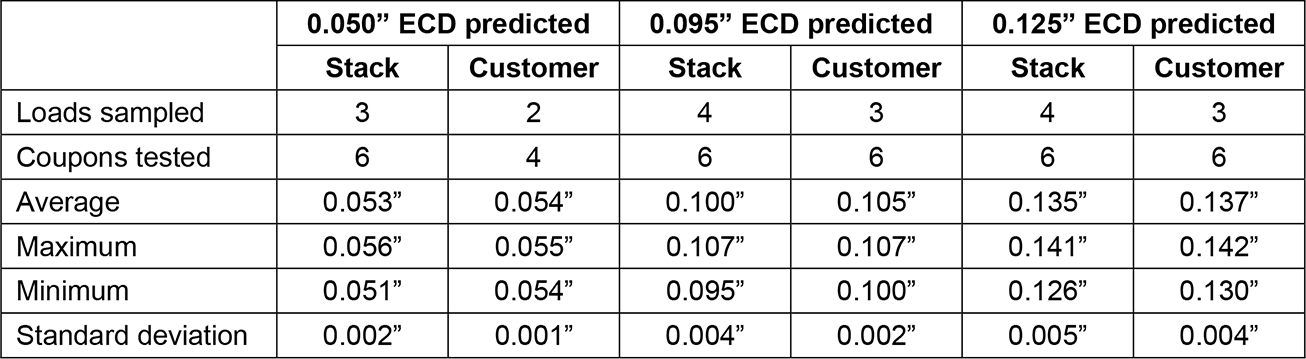
The vacuum carburizing process has very good repeatability. All process parameters are controlled by a set recipe. This recipe can be modified during process development to optimize case profiles. Once established, the recipe is locked, and the resulting case depths repeat within a very narrow range (see Table 1).
The first stage of the procedure is heating to the process temperature, which is done under vacuum. The load is ramped up and held until the parts have reached a uniform temperature before beginning carburization. Vacuum carburizing is a non-equilibrium process using a series of boost and diffuse cycles. During the boost cycle, a unique mixture of carburizing gases is introduced under low pressures. Carbon additions are based on the surface area carburized. Enough carbon is present to fully saturate the surface of the part, providing rapid carburizing and uniform case depths. The duration of the boost cycle is relatively short, and longer diffusion times are used to allow distribution of the carbon into the part. After carburizing to the required depth the parts are cooled using nitrogen gas, and then reheated to the hardening temperature. When the parts have reached uniform temperature, the load is quenched in oil.
Case Comparison
Carburized case profiles and uniformity differ between vacuum and conventional gas processing. There are several reasons that contribute to this. In endothermic atmosphere furnaces, the carburizing gas is typically present while the load is heated to the elevated carburizing temperature. As the parts increase in temperature, the thin sections (tips of teeth) heat faster and begin carburizing before the thicker sections (roots). This results in root to flank case depth ratios of around 65%. In vacuum, the ratio is about 90% because the parts are fully heated before carburizing.
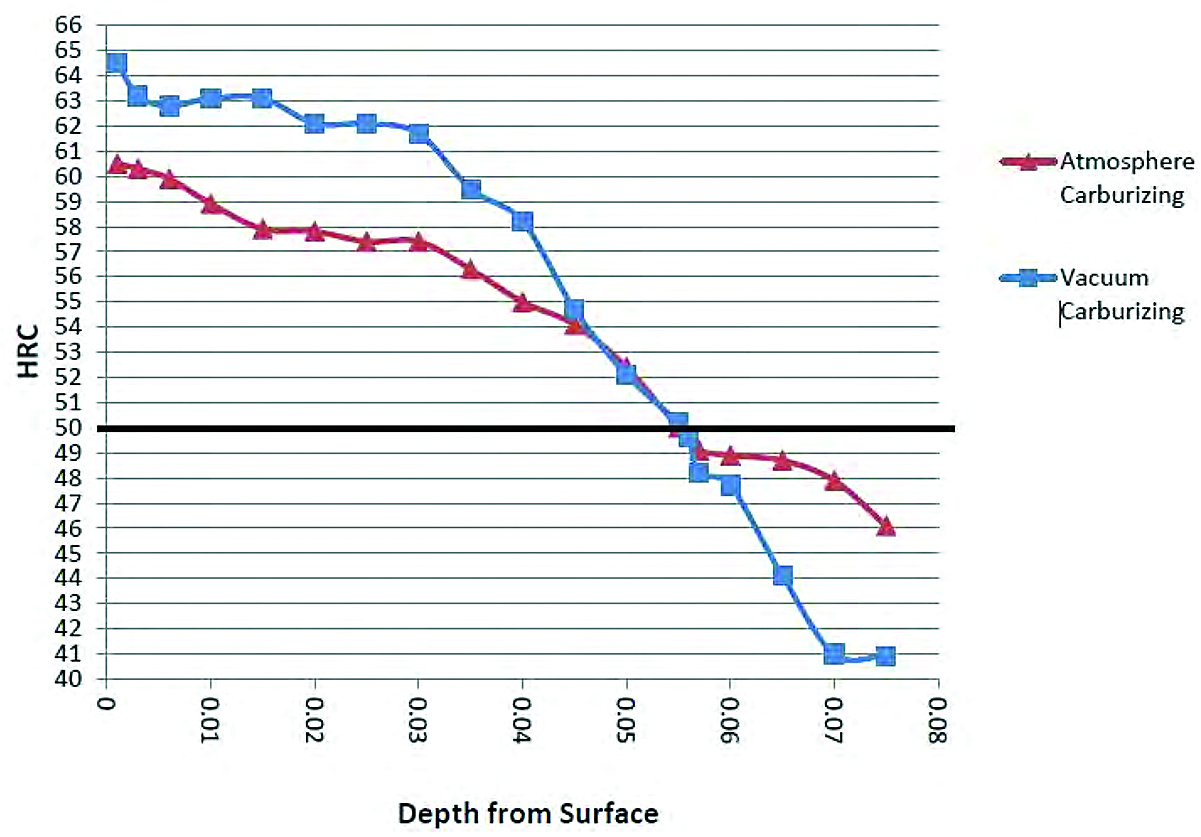
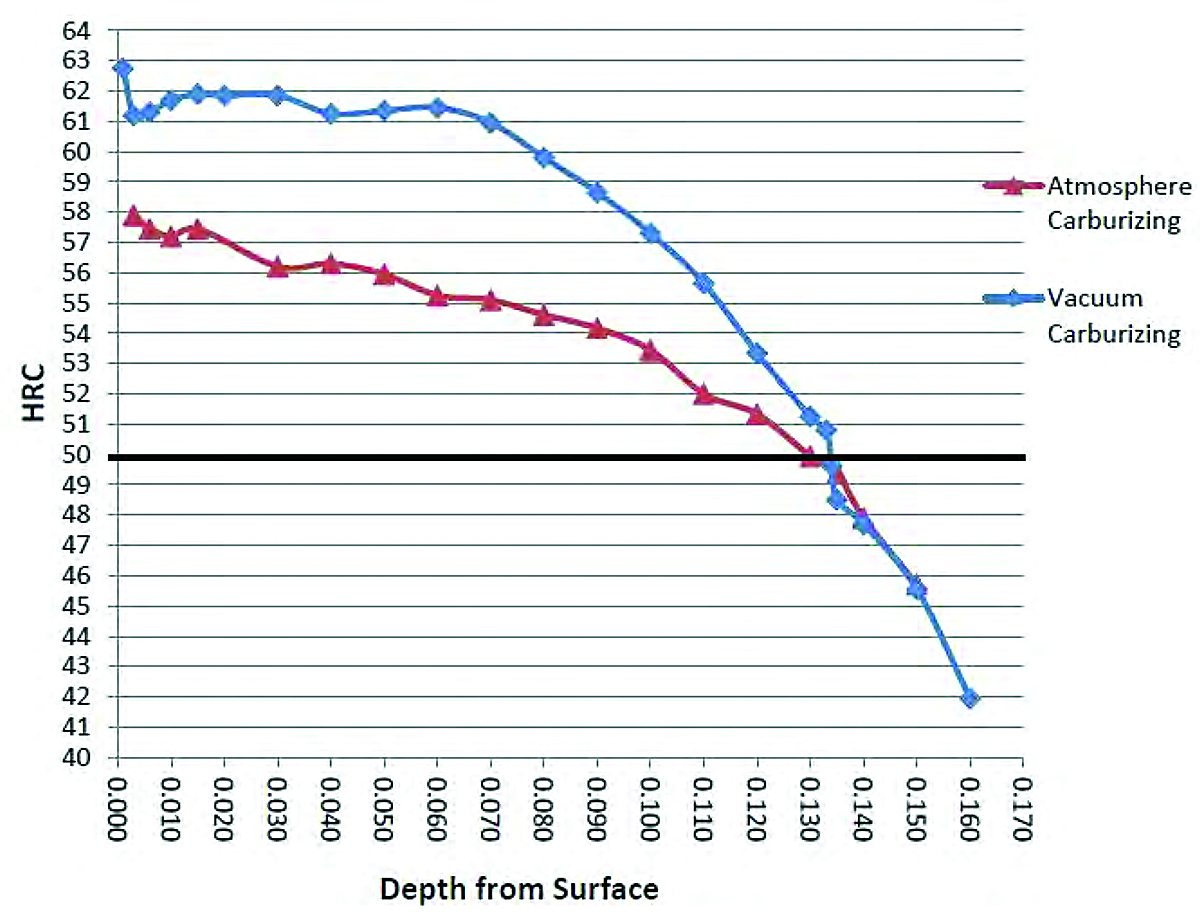
Carbon distribution in the case dictates the hardness profile. Vacuum carburizing provides more carbon at the surface of the part for short intervals (boost cycle). This produces higher carbon levels deeper into the case than endothermic atmosphere carburizing, resulting in a higher sustained hardness levels. Boost and diffuse processing is also used in endothermic furnaces, and is a single long boost cycle at an elevated carbon level, followed by a diffuse cycle at a lower carbon level. The case depth comparison charts (Figure 3 and Figure 4) shows two different effective case depths, each with vacuum carburizing and atmosphere carburizing out of an endothermic batch IQ furnace. The endothermic processes used boost/diffuse cycles. For both examples, the vacuum carburizing process resulted in significantly higher case hardness and the levels above 60 HRC were maintained to around 50% of the effective depth (50 HRC). The transition of the carburized case to core is much steeper. After heat treatment, some grinding is typically required to produce the necessary dimensional tolerances. When higher case hardness is held deep into the case, better hardness is retained after grinding and wear performance is not reduced.
Distortion Control
The most difficult challenge in heat treating gears is minimizing distortion. Four primary factors contribute; residual stress, size change due to martensitic transformation, heat removal, and high temperature creep. Martensitic transformation and heat removal are most significant.
Residual stress in the material cannot be controlled by the heat treater, but can cause significant issues during hardening. The best way to address residual stress is by a pre-machining thermal treatment. Typical processes include a combination of normalizing, sub-annealing, quench and temper, and full annealing.
When quenched after carburizing, the higher carbon case has a larger volume increase as it transforms to martensite than the rest of the material. This causes enormous stress on the material and results in distortion or size change. The most effective way to minimize this is maintaining case depth uniformity on the entire part profile. Stresses caused by hardening are more evenly distributed, and part movement is reduced. Some size change will occur.
Heat removal, if not done uniformly, can cause significant part movement. When the gear contacts the oil, the transformation to martensite begins and the material structure is completed. As the quenchant continues up the part, more material transforms, and the internal stresses increase. If the heat removal is not symmetric across the gear cross section, the stress from martensite formation will cause the part to distort. Fixtures must be designed to allow the gear to enter the oil with minimum turbulence and oriented so the quench flow is even along all sides.
High temperature creep occurs when parts are not properly supported during the carburizing process. Cycle times are extremely long—in excess of 100 hours for some case depths. Metal will move or creep at this temperature, and the result is increased ovality. Once again, proper fixture design is key.
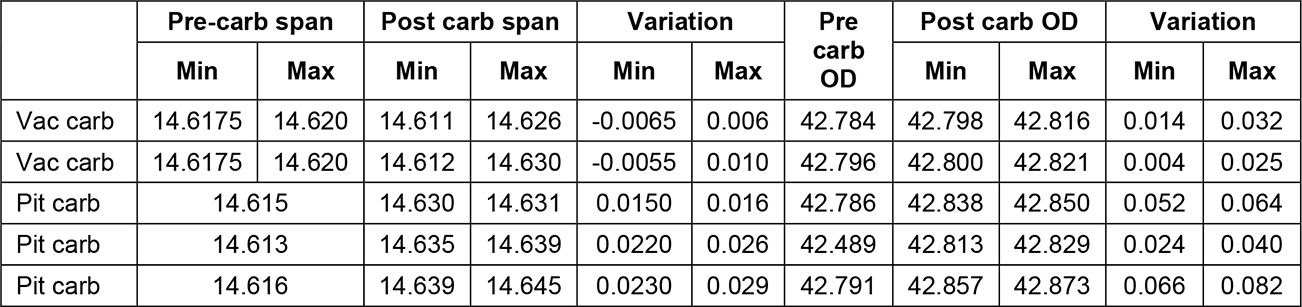
The vacuum carburizing process done in the furnace at Stack Metallurgical results in significant distortion improvements when compared to parts processed in pit furnaces (see Table 2). When the distortion is consistently less, pre-heat treating machining adjustments can be made so post heat treat grinding is reduced. In addition, case depth allowances for grinding can be adjusted resulting in shorter heat treat cycle times and lower costs.
Microstructures
The flexibility of vacuum carburizing process variables allows each cycle to be designed to optimize the performance of the alloy being heat treated. Size and distribution of carbides in the carburized case can be carefully controlled. Hardness distribution and depth can be predicted and adjusted to meet each specification.
Since the process is done in a vacuum environment, no oxygen is present. This eliminates the occurrence of intergranular oxidation (IGO) that is typical of endothermic atmosphere processing (see Figure 5).
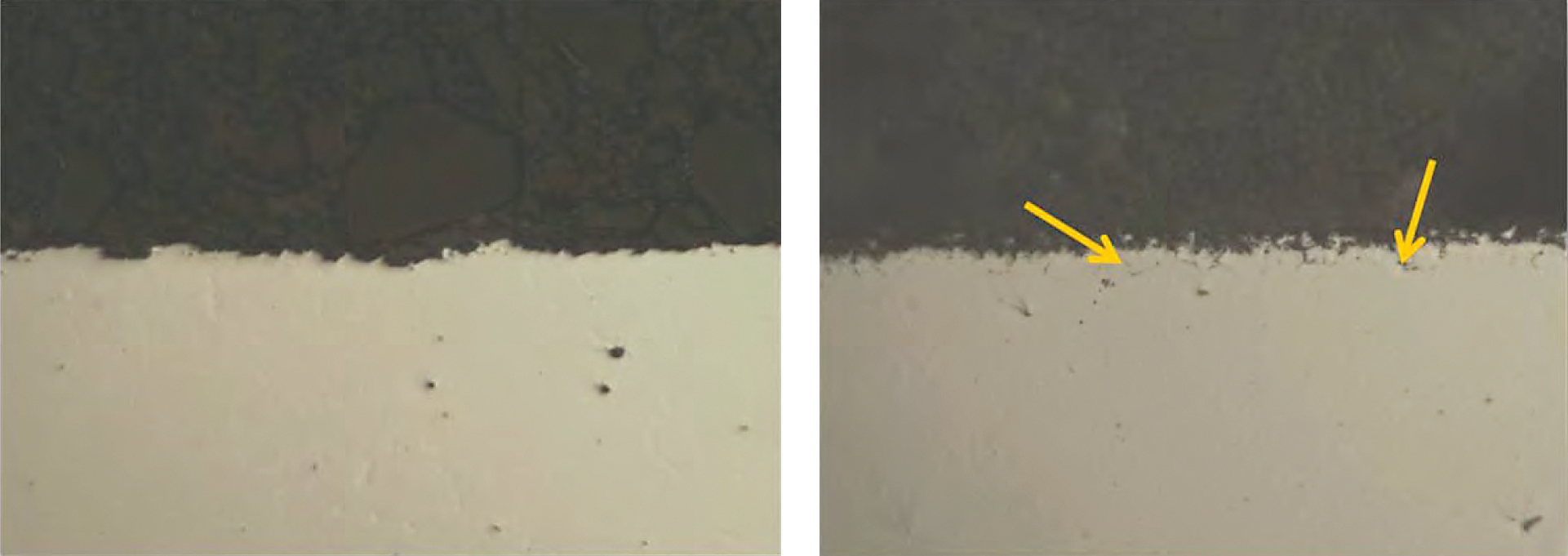
The presence of IGO requires post heat treat operations such as full profile grinding or shot peening. Eliminating this can lower costs.
Conclusion
The vacuum carburizing process offers solutions to some of the challenges facing gear manufacturers when their parts are heat treated. Innovative fixture design, uniform case formation, reduced distortion and elimination of IGO yield better parts. The repeatable, predictable process can be used to address and solve some of the most difficult manufacturing problems.

















 general practice for CQI-9 and AMS2750E")





