







Over recent years, the development of in-HIP heat treatment (High Pressure Heat Treatment) has led to some interesting developments, which are now changing the heat-treatment industry. Hot Isostatic Pressing (HIP), which is an essential process to remove defects and improve the mechanical properties of materials for critical components, has previously been followed by heat treatment in another piece of equipment; however, new possibilities to conduct heat treatment in the HIP vessel have seen many end users developing new procedures for critical applications.
Modern HIP machinery is an extremely good fit with the traditional heat-treatment market, offering thermal treatment that further improves material properties with the opportunity to steer HIP cycles and ultimately material microstructures. This technology has already been adopted by many OEMs who have insourced the HIP process to gain flexibility in their production. The service market has also seen an increased growth predominantly through existing heat-treatment companies adding capacity to service end-user demand and broaden their supply portfolio.
Quintus Technologies – the HIP pioneer
Quintus Technologies has been the pioneer in the HIP market since the first patents back in the 1950s. Modern hot isostatic pressing equipment is typically operated at working temperatures up to 2,000°C (3,632°F) and pressures up to 207MPa (30,000 psi) as standard.
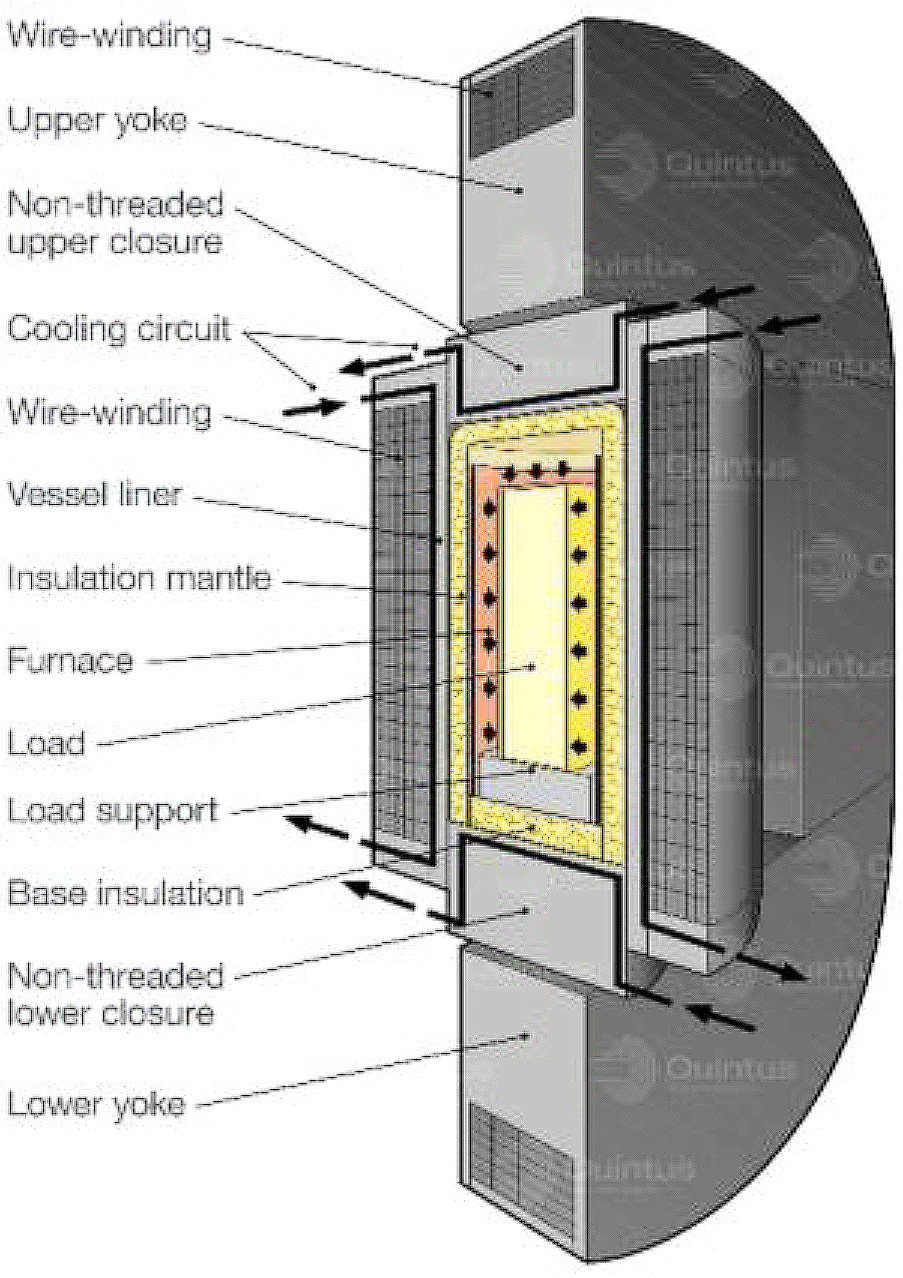
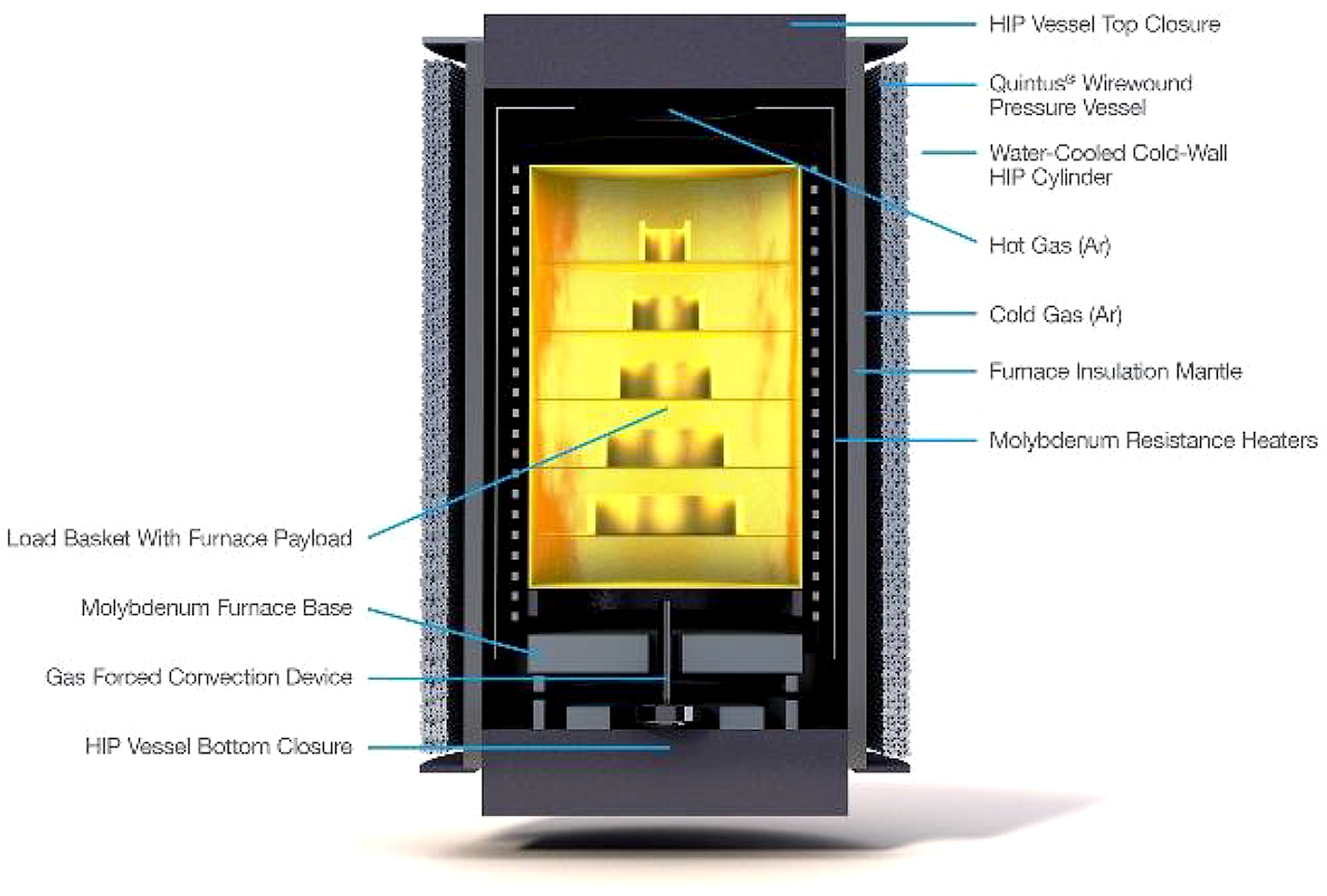
Pressure containment in the Quintus equipment uses wire-winding of forgings to induce compressive stresses in thin-walled forgings, which adds immense strength while preventing any possible crack propagation in the forging itself. A wire-wound frame is used to keep the end closures in place during the HIP cycle (see Figures 1 and 2). The design fulfils the demands of ASME Boiler & Pressure Vessel Code, Section VIII, Division 3, Pressure Vessel Directive 2014/68/EU, TSG 21-2016 (for A1-classed pressure vessels in P.R. China), the High-Pressure Gas Safety Act checked by the High-Pressure Gas Safety Institute of Japan (KHK), and The High Pressure Gas Safety Control Act checked by Korea Gas & Safety (KGS).

Usually, the payload is treated at 80 to 90 percent of the melting point, to induce creep, diffusion, and homogenization of the microstructure. In this extreme environment, porosity and other internal defects are healed, leading to improved mechanical properties with significantly reduced scatter. There are some exceptions to this rule of thumb, including ceramics and some metals such as titanium, which are processed at temperatures well below melting point for other reasons. Most metals are treated in molybdenum furnaces, which are designed for temperatures up to 1,400°C (2,552°F).
The largest application area for traditional hot isostatic pressing has been the densification of castings for industries with very high demands on fatigue resistance, such as the aerospace industry and industrial gas turbine industry. The advent of additive manufacturing is leading to an ever-increasing demand for HIP to ensure material performance in all manner of demanding application areas from orthopedic implants to racing cars and rocket engines.
Hot isostatic pressing is a batch process where parts are loaded into the chamber using load baskets or a load base, depending on size and customer requirements. Quite often, operators prefer two load bases to be able to unload/load while another cycle is running for productivity reasons. Each batch, as with other batch type furnaces, is subjected to a specific environment based on the material, the gas used, the cleanliness of the load, furnace furniture, and is dependent on operational procedures. Once the load is sealed and pressurized, purging and vacuum cycles are used to remove moisture and contaminants prior to pressurization to ensure a correct environment. Typically, 4.8 argon gas is used, although nitrogen gas is commonly used for some materials.
The Quintus Furnace Design
There are a few basic material options for the furnace construction. Usually graphite is the material of choice for furnace temperatures above 1,400°C (2,552°F) while molybdenum is the predominant choice below this.
Quintus Technologies is focused on fan driven convection to ensure temperature uniformity during heating, sustain, and cooling. Not only is the gas forced around and through the payload to uniformly heat the payload, but it also can be directed over cooler surfaces to uniformly cool the load and increase cooling speeds (see Figure 3).
Modern features that enable Lean Manufacturing
The wire-wound design of Quintus HIP vessels facilitates the addition of cooling channels close to the pressure vessel forging. Coolant is then used to ensure the wire-winding remains below design temperatures to maintain its strength. This same coolant loop can be used as a heat exchanger to remove heat from the cylindrical vessel and, consequently, the payload. The removal of heat is increased by improving the heat transfer through faster convection and more efficient heat transfer. Hence, the fan is key to the improvement of heat treatment capability. The first use of the fan in this way was developed by Quintus Technologies and has been around since the 1980s. It is known as Uniform Rapid Cooling or URC®.
So how fast can a modern HIP cool the payload?
Today, larger Quintus production HIPs are able to cool the payload material itself at rates well in excess of 200°C/min (360°F/min), and smaller equipment focused on additive manufacturing and nickel-base super alloys can reach cooling rates in excess of 8,000°C/min (14,432°F/min). Production equipment from Quintus Technologies is therefore on par with oil quenching or faster for the cooling part of the HIP cycle. This gives rise to significant opportunities to quench material while under pressure in the HIP. Each HIP cycle consists of a number of steps, which are programmed into one sequence comprising: loading; vacuum cycle (to remove contaminants such as oxygen); heating, including pressurization, holding, cooling, de-pressurization, and release.
Initially, high-speed cooling was developed to increase productivity by shortening the HIP cycle through reduction of the cooling step. This typically shows quite dramatic reductions compared to conventional cooling (or turning off heaters and allowing the vessel to cool naturally). Times vary depending on alloy and starting temperature, the size of vessel, and the payload. This can be seen in Figure 4, where Uniform Rapid Cooling, URC® is illustrated.

High Pressure Heat Treatment, HPHT
The ability to cool really fast and control the cooling rate after the soaking time during a HIP densification cycle is a significant and key development for the heat-treatment industry. This leads to the possibility to combine several thermal processing steps into one cycle, conducted at the same time, under pressure. This technology has become especially of interest for additive manufacturing (AM), but also for the tailoring of microstructures for nickel-base superalloys and other cast materials. During the heating of the payload in the HIP, stress relief occurs, and this has allowed some companies to process material while on the build plate to avoid an operation and to avoid cracking or warping of parts during part removal. HIP directly on the AM build plate is especially of interest for crack sensitive alloys. The HIP soak temperature is usually equal to, or slightly above, the solution heat treatment (SHT) temperature, and as such, the load can either be cooled to the desired SHT temperature prior to starting cooling or can be cooled directly from the HIP soak temperature. This depends on the alloy, as well as the desired properties of the material.
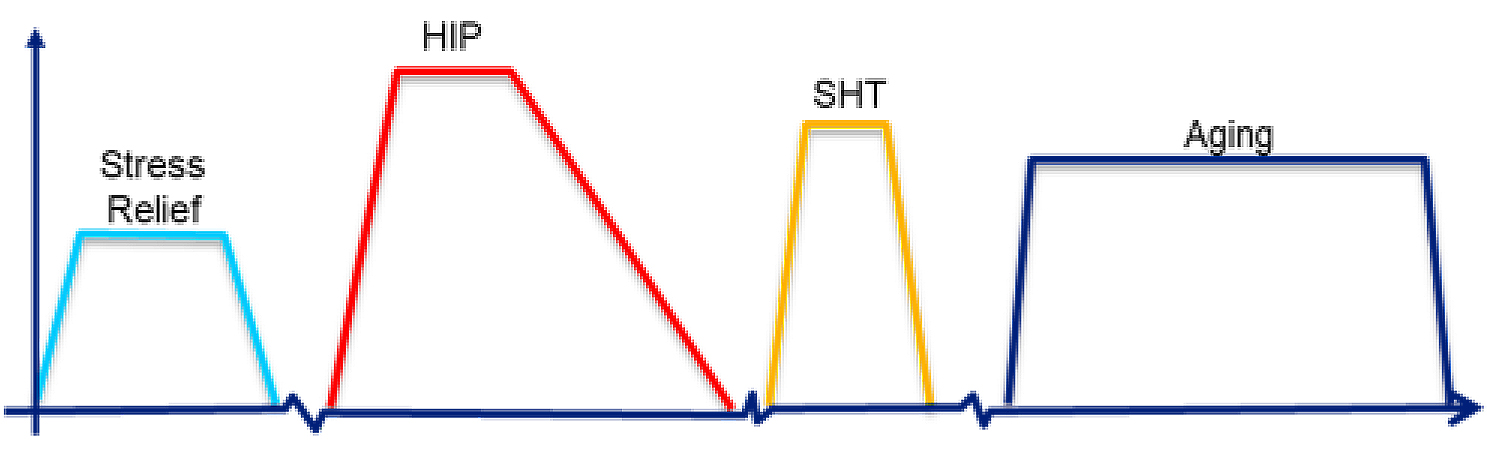
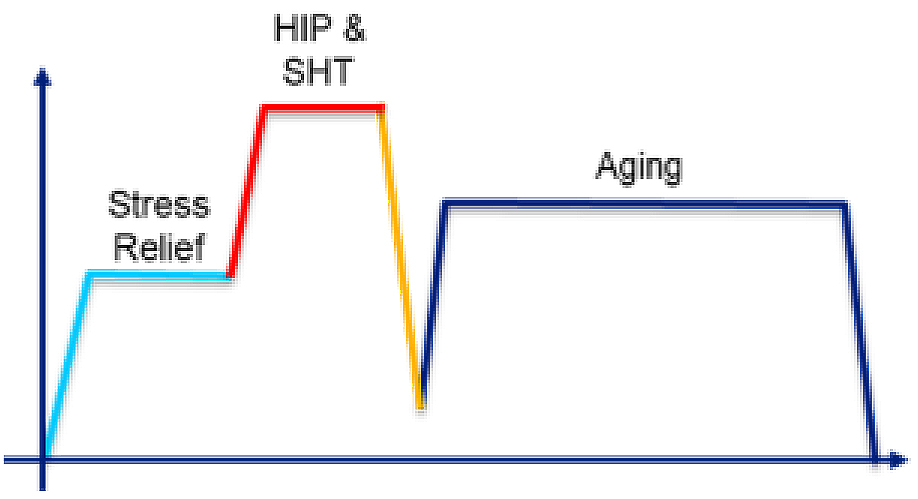
Cooling the material from the SHT temperature at a chosen cooling rate is fully possible in modern HIP equipment using fan control, and cooling can also be stopped at a chosen temperature prior to subsequent aging if needed. The combined or integrated heat treatment approach inside the HIP vessel is known as High Pressure Heat Treatment (HPHT). See Figures 5 and 6.
Recent developments
Steered Cooling
There are several interesting and important developments in terms of the controllability of the HIP process that have now become central to many HPHT discussions. Especially important is the applicability of HPHT as a process to adjust and tailor microstructure. The heating and cooling rate of the HIP can be steered using load thermocouples (LTC) to set the cooling rate of the equipment based on the actual material temperature. This is especially interesting when considering different thicknesses of parts in the HIP load. The machine can therefore be programmed to steer the material core cooling rate in a closed control loop with the LTC, based on the thickest component (see Figure 7).

Higher pressures give higher cooling rates
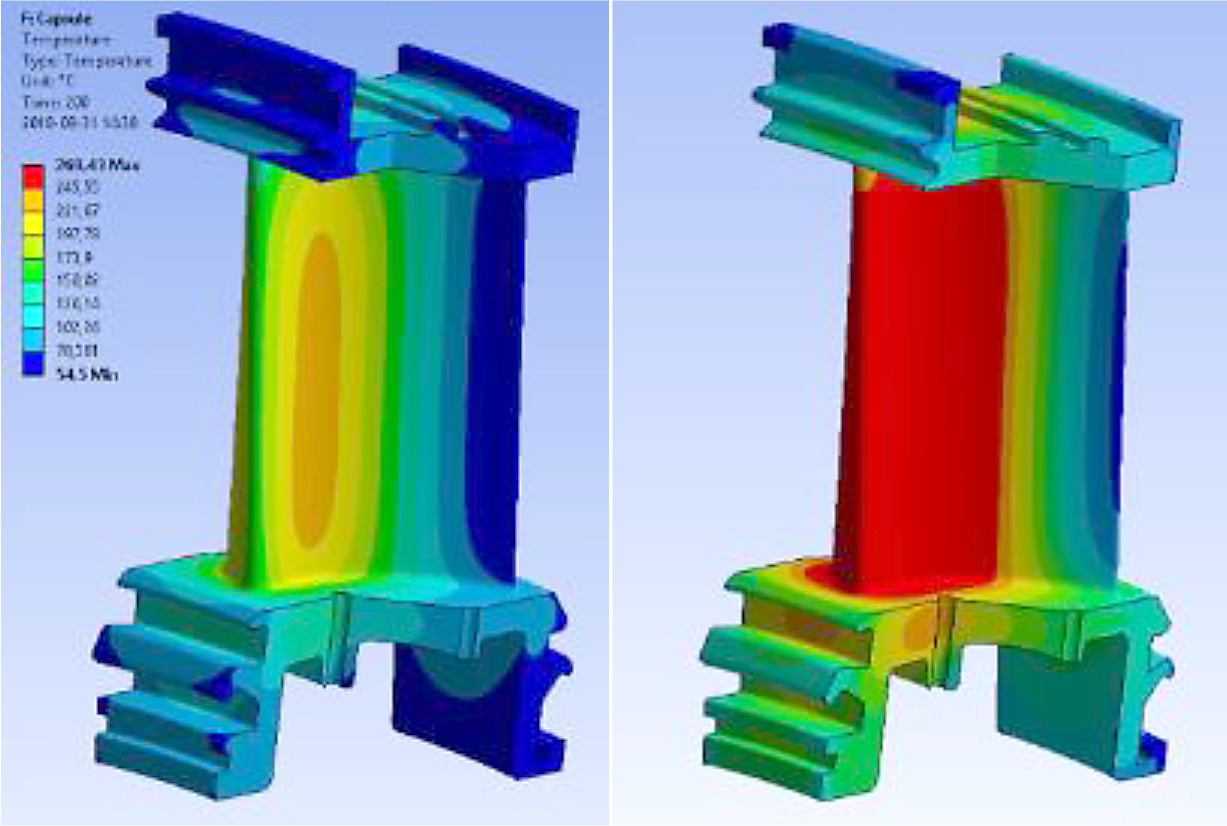
The effect of the HIP pressure on the heat-transfer coefficient, HTCα, has been demonstrated in recent studies. The use of this knowledge makes it possible to model the cooling rate for a specific machine, specific part geometry, and HIP parameter set (pressure, temperature, cooling rate). The modeling can then be verified using steered cooling in actual cycles. The heat transfer is improved with the use of pressure, and the cooling rate seen in the HIP is increased with the HIP pressure, so various scenarios can be simulated. This is demonstrated in the finite element simulations (FEM) shown in Figure 8 where the cooling rate of the same turbine blade has been modeled at 150 MPa and 50 MPa. So, in short, parts can be cooled more quickly by using higher pressures.
Tailored HIP cycles
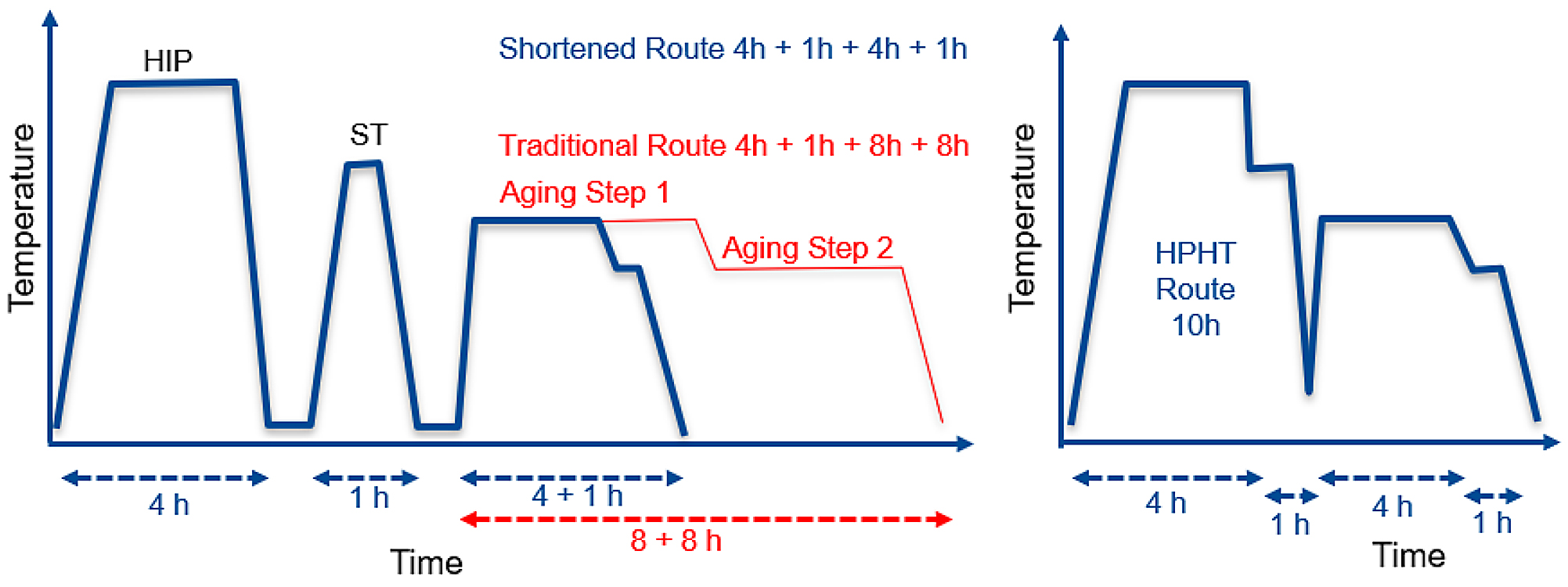
The tailoring of HIP cycles to improve properties is a new area with great interest for many companies. Due to the excellent controllability of modern HIP and HPHT processes, tailored heating, sustain, and cooling cycles can be programmed for specific material properties. This is an area of extensive research and is especially of interest for materials needing high cooling rates or having an extremely tight cooling corridor. An excellent example of tailored HIP cycles can be seen in recent work by Goel et.al. at the University West in Sweden showing the possibility to reduce the standard 24-hour thermal treatment cycle for EBM produced IN718 by 11 hours with improved properties. See Figure 9.
Where is HIP used?
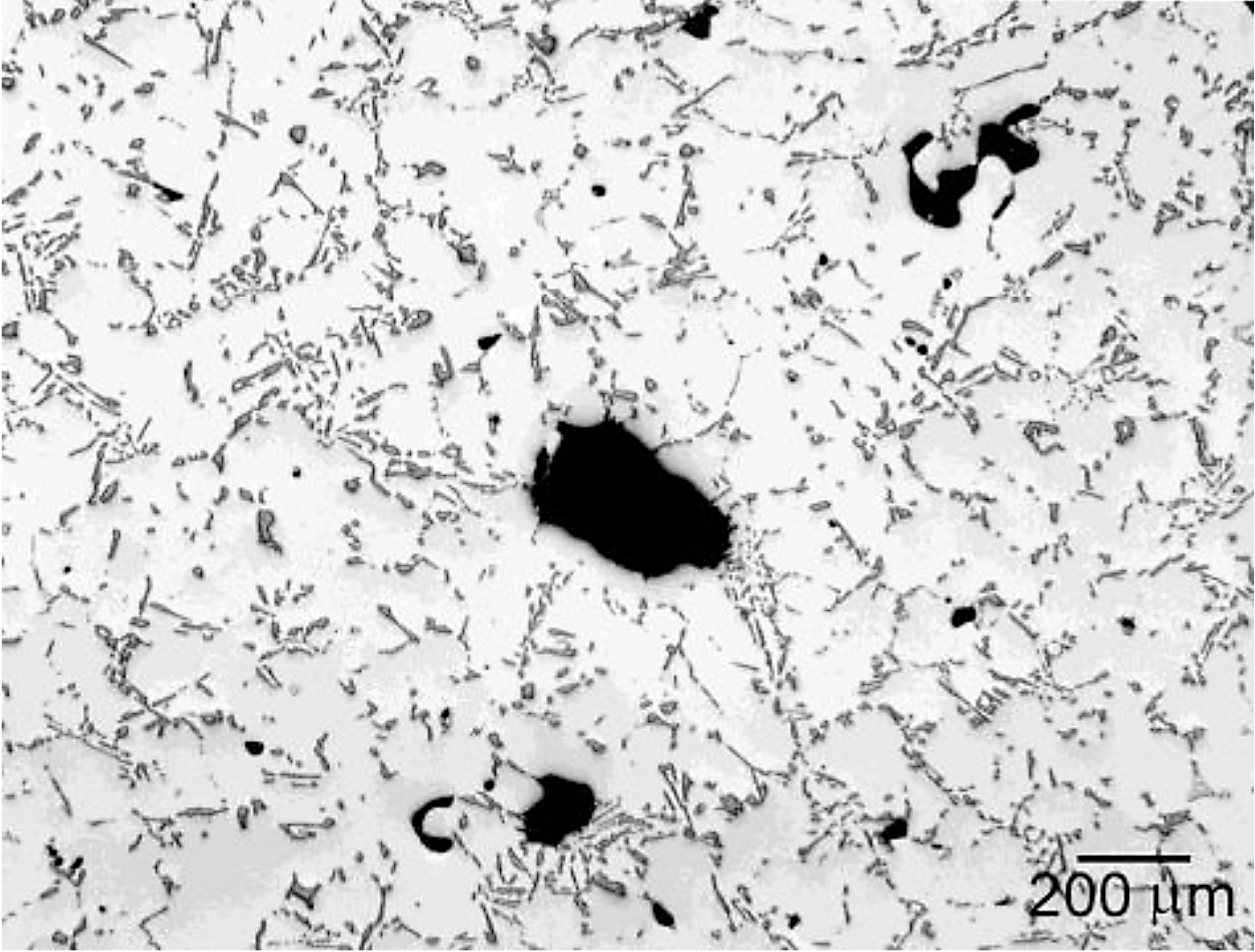
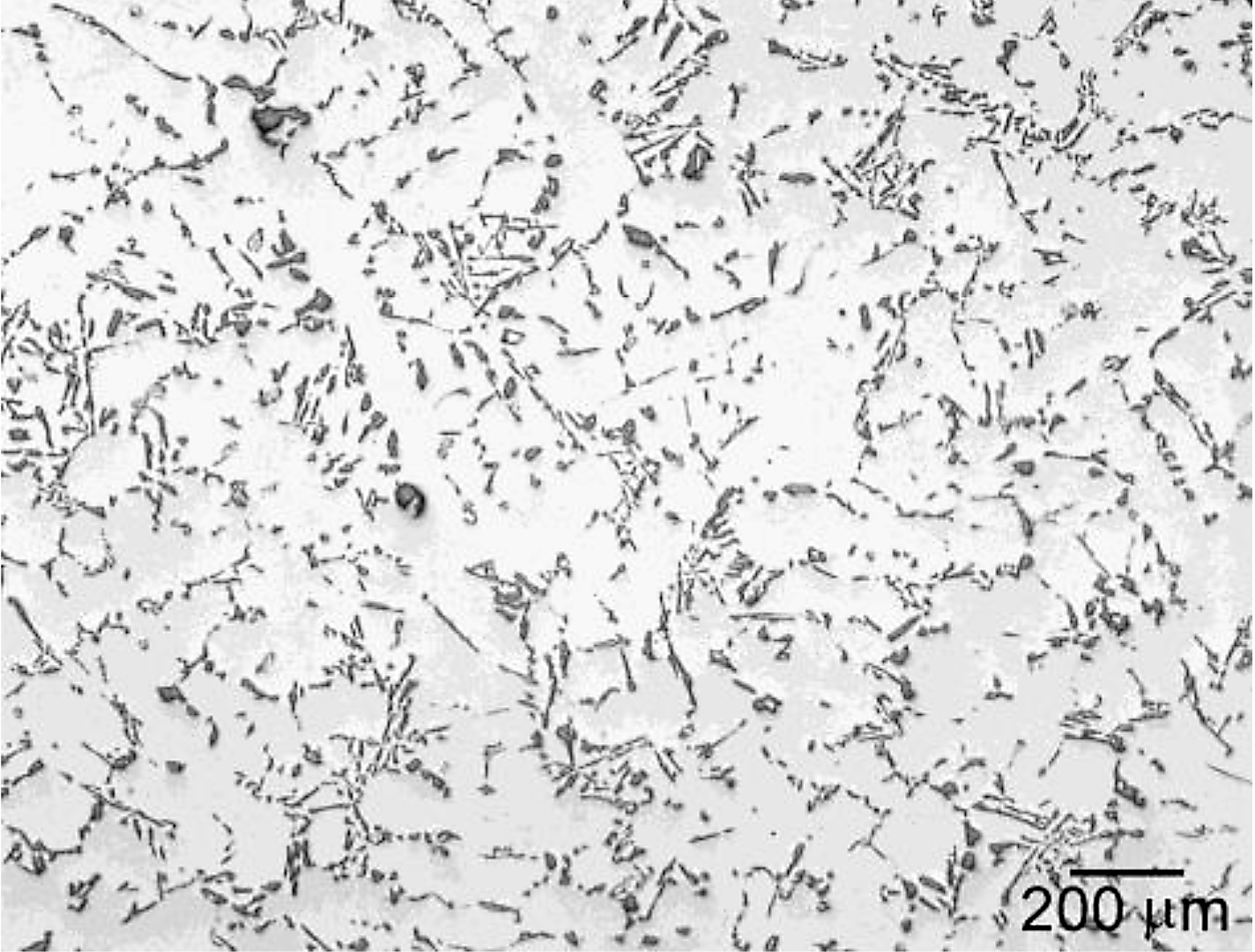
All modern-day metallurgical processes have well established histories using HIP. Cast material has been HIPed since the introduction of HIP as an industrial process in the mid-1960s predominantly to remove porosity and to improve fatigue resistance. See Figures 10 and 11.
Industrial robustness
Hot Isostatic Pressing has been used widely for many years and is a well-known and trusted process to guarantee materials for demanding environments. The introduction of the next level of technology, including heat-treatment steps, is a way to further tailor production processes and reduce product lead time. This is increasingly being used as a central technology to ensure product quality and removes uncertainty in product quality from upstream production processes such as casting, MIM, and additive manufacturing.
As for all production processes, lean manufacturing is key to improve product quality, reduce costs, and maximize productivity. Reducing waste and increasing throughput should always be in focus, but simply adding upstream capacity may not be the way forward. The addition of HIP with heat-treatment capability as part of the production chain can facilitate robust and lean processes through reduction of yield losses, logistics, and quality related costs.
References
- The latest in HIP technology from Quintus, EPMA EuroHIP Seminar, 2020.
- S. Goel et.al as part of the Quintus sponsored SumanNext Project, Högskolan Väst, Sweden.
- S. Mashl et al., Hot Isostatic Pressing of A356 and 380/383 Aluminium Alloys: An Evaluation of Porosity, Fatigue Properties and Processing Costs, SAE 2000 world congress, 2000, Detroit, MI.
- FH Kim et. al. “Investigation of pore structure in cobalt chrome additively manufactured parts using X-ray computed tomography and three-dimensional image analysis.”


















 general practice for CQI-9 and AMS2750E")





