







In this day and age, adding steps to the gear manufacturing process is not highly desirable unless the benefits far outweigh the costs incurred. One of the most common questions asked of metallurgists is “Why normalize?” Here are some compelling reasons why this process must be done if the goal is to produce high quality gears.
What can normalize do for me?
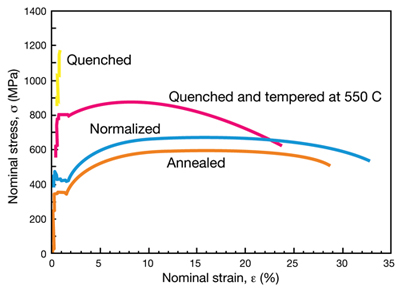
Normalizing imparts both hardness and strength to iron and steel. In addition, normalizing helps reduce internal stresses (Figure 1) induced by such operations as forging, casting, machining, forming or welding. Normalizing also improves microstructural homogeneity and response to heat treatment (e.g. annealing or hardening) and enhances stability by imparting a “thermal memory” for subsequent lower temperature processes.
Parts that require maximum toughness and those subjected to impact are often normalized. When large cross sections are normalized, the process is followed by a tempering operation to further reduce stress and more closely control mechanical properties.
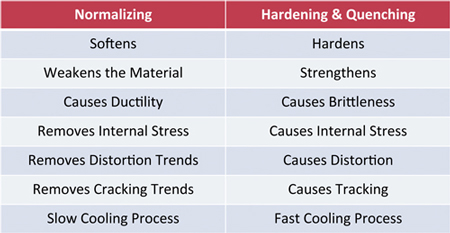
Normalizing differs from more severe quenching processes (Table 1) and is typically performed for a variety of purposes, some of which include:
- Improve machinability;
- Improve dimensional stability;
- Modify and/or refine the grain structure;
- Refine the microstructure (from operations such as forging where parts might have cooled non-uniformly from elevated temperature);
- Produce a more homogeneous microstructure;
- Minimize directional properties;
- Reduce banding;
- Improve ductility;
- Reduce strength;
- Provide a more consistent response when hardening or case hardening.
Gear blanks are normalized for many of the reasons stated above and especially when consideration is being given to using elevated temperature carburizing processes, those above 930°C (1700°F).
By way of example, many gear blanks are normalized prior to machining so that during subsequent hardening or case hardening dimensional changes such as growth, shrinkage, or dimensional change will be better controlled.
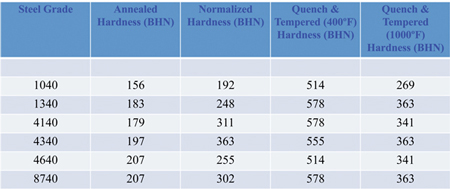
Soak periods for normalizing are typically one hour per inch of cross sectional area, but not less than two (2) hours at temperature. It is important to remember that the mass of the part or the workload can have a significant influence on the cooling rate and thus on the resulting microstructure. Thin pieces cool faster and are harder after normalizing than thicker ones. By contrast, after furnace cooling in an annealing process the hardness of the thin and thicker sections are about the same. Table 2
Low carbon steels (< 0.20%C) typically do not require normalizing unless a subsequent carburizing operation is to be performed; however, if these steels are normalized, no harmful effects result. Castings with relatively uniform wall thickness and section sizes are usually annealed, rather than normalized. Other castings benefit from normalizing, especially those having a complex shape or interconnected thick and thin sections that are prone to high levels of residual stresses benefit from normalizing. The microstructure obtained by normalizing depends on the composition of the castings (which dictates its hardenability) and the cooling rate.
Good Normalizing Practice
Properly normalized parts follow several simple guidelines which include: (a) heating uniformly to temperature and to a temperature high enough to ensure complete transformation to austenite, (b) soaking at austenitizing temperature long enough to achieve uniform temperature throughout the part mass and (c) cooling in a uniform manner in still air.
Normalizing temperatures (Table 3) vary by material grade. In addition, some material grades such as plain carbon steels are normalized near the upper end of normalizing temperature range. When normalizing is used as the final treatment, however, normalizing temperatures closer to the lower limit of the normalizing range are used. By contrast, steels to be carburized are typically normalized at a temperature 10°C – 25°C (25°F – 50°F) higher than the selected carburizing temperature, which helps minimize distortion during carburizing. Certain carburizing grades (e.g. SAE 3310) require double normalizing to control subsequent dimensional change.
Effect of Normalizing on Gear Size
Within the gear industry, the benefits of normalizing small gears – typically those under 125 mm (5”) or certain AGMA classes of gears – has been the subject of intense scrutiny and investigation [5]. On large gears, manufacturers have been able to demonstrate more consistency and lower distortion which has resulted in a number of benefits including less time in finish machining operations, reduced scrap rates, labor savings and a reduction in overall cost.
Substituting a stress relief step during the heat treatment cycle in lieu of a separate normalizing operation for rough machined gears of carburizing grade materials has not been found to be effective. Typically, a cutting tool can impart significant residual stress into a stress-relieved part when the hardness is above HRC 30. A softer normalized part with a pearlite/ferrite microstructure will usually not be subject to significant residual stresses since the cutting tool will separate the material along the grain boundaries.
Normalizing Problems
Normalizing is not without its share of problems, one of the most common being distortion known to occur with relatively thin wall material or material having both thin and thick sections. It is often traced to improper load support resulting in warpage due to either high temperature creep or stresses induced during cooling. Other common normalizing problems are related to using too rapid a cooling rate from normalizing temperature or too short a time at temperature. Most problems are avoidable by controlling both the equipment and process-induced variability.
Final Thoughts
In this writer’s eyes, the benefits of normalizing far outweigh the costs involved, especially when one considers costs associated with post heat treatment problems which may have been avoided by normalizing.
References
- Herring, D. H., The Importance of Normalizing, Industrial Heating, April 2008.
- Rapid Product Deployment Research Centre (http: rpdrc.ic.polyu.edu.hk)
- Brandt, Daniel A., Metallurgy Fundamentals, The Goodheart-Wilcox Company, Inc., 1985.
- ASM Handbook, Volume 4: Heat Treating, ASM International, 1991.
- Herring, Daniel H., and Gerald D. Lindell, Reducing Distortion in Heat-Treated Gears, Gear Solutions, 2004.












 general practice for CQI-9 and AMS2750E")






{kind=link}
{kind=link}
{kind=link}
{kind=link}