







ISO 17025 standards within the heat-treating industry are important when it comes to methods of calibration.
This is especially important at BASF, a company whose product portfolio includes precious metal (PGM) thermocouples, IR optical pyrometers, thermocouple recycling services, and calibration services. BASF’s calibration laboratory is ISO 17025 accredited for calibration of several types of thermocouples including B, E, J, K, N, R, S, T, BN, BP, and P.
BASF also is active in several different markets such as glass, semiconductor, solar and turbine energy, calcining, and petrochemicals. The heat-treating industry covers a larger group of processes where the main scope is to alter physical and, sometimes, chemical properties of a material.
The industry has been through a deep change over the years, the main reason being to constantly improve process performances on several different aspects and through several different requirements.
The role of quality
During these changes, quality has played an important role to predict outcomes of industrial product production lines and detect early signals of process deviation using statistics and sampling methods.
Quality scope implemented through a quality management system (QMS) has created more sustainable initiatives involving both investor and customer and creating systematic control methods, documentation, and software. The system is focused on two main aspects: customer satisfaction by meeting customer requirements and the alignment with the organization’s purpose and strategy.
Quality standards are the result of this initiative. The ISO 9000 family is probably the most widely implemented worldwide.
ISO 9001:2015 emphasizes the two main aspects of QMS by defining targets, policies, documents, and resources needed to implement and maintain the QMS. In particular, the standard defines several different aspects:
- Management, design, materials, facilities, production, and process controls.
- Corrective and preventive actions.
- Documentation and data storage: How to follow and keep trace of processes and changes.
In general terms, the system requires the performance of these processes to be measured, analyzed, and continually improved, and, because the ISO 9000 standard covers a broad spectrum of products and processes, it allows some degrees of freedom: It is left to manufacturers to determine the necessity to extend some quality elements, develop and implement procedures tailored to their particular processes and devices, and to select specific parameters of the process to keep under control.
We can say the system defines the guidelines to validate both products and services, but it does not define the methods on how to do it.

Standard’s requirements
ISO 17025 answers this need by defining “General requirements for the competence of testing and calibration laboratories.” This standard is intended to be used as requirements for the competence, impartiality, and consistent operation of testing and calibration laboratories of all sizes or numbers of employees, regardless of industry. It includes the following main requirements:
• Process requirements (requests, tenders and contracts): How do you ensure you can do exactly what the customer wants done?
• Method selection, validation, and verification: What procedures are used to select, verify, and validate the methods intended (defining the scope)?
• Handling and sampling: What procedures, planning, and documentation are required?
• Records and reporting: What technical records should be kept, what should they contain, and how to report the results to the customer?
• Measurement uncertainty: How do you evaluate and report the measurement uncertainty of your calibration?
• Complaints and nonconformity: How do you need to handle complaints and work you have done that is found to be nonconforming?
• Data and information management: How do you manage your data and laboratory information system to ensure it is valid and that you have access to what you need?
With those premises, the question to address is: What values does ISO 17025 bring to heat-treating industry?
Following the ISO 17025 approach, we need first to define the scope of the product validation method. To do so, we need to define the specific requirements.
All heat-treating processes can be categorized based on several different aspects:
- Treatment type such as annealing, hardening and tempering.
- Market such as automotive, computers, machinery, or construction.
- Application type; the most common is metallurgical, but there are many others such as glass, insulation material, or crystal-growth.
Glass-containers manufacturing
Different processes means different requirements. Let’s take glass-containers manufacturing as an example:
A stream of molten glass is cut with a shearing blade to form a solid cylinder of glass, called a gob, where it is guided into a molding machine and into the cavities where air is forced in to produce the neck and general container shape.
In this process, temperature represents one of the most important process parameters to be kept under control. The measurement of the temperature is done using thermocouples and/or an optical pyrometer.
The precision of the measurement has a direct impact on both process and product: The difference between the real and the measured temperature has a direct effect on the quality of product, increasing the number of defects.
The reliability of the reading has also mid- and long-term consequences: The thermocouple shows what is called “electromotive force (EMF) drift” — the difference between the real and measured value increase during that time. Positive drift effects are very rare, and it is almost always in the negative direction. This means the difference between the desired temperature value and the measured value is always negative, and the energy given to the system to keep the temperature setpoint is higher than needed, and the process yield decreases.
Precision and reliability are called “process requirements” as per ISO 17025. In this case, but also in many others, temperature is one of the most important measurement parameters for process monitoring and control in various industries. It is evident how measurement error and progressive deviation need to be defined and monitored as well as the process itself, and the calibration laboratory has the target of measuring this error.
It is also evident how the ISO17025 starts by defining the process requirements. This is translated into the scope of the accreditation where the system asks the laboratory to define what is going to be measured and how.
Together with the methods of the accreditation, it also guarantees the laboratory activities and management are committed to impartiality and shall identify risks to its impartiality on an ongoing basis.
The laboratory is responsible for the management of all information obtained or created during the performance of laboratory activities and must establish and maintain metrological traceability of its measurements through a documented, unbroken chain of calibrations.
Important accreditation elements
Once the scope has been defined, there are several important elements the accreditation brings to the calibration method and to the measurement data. From my point of view, there are three.
The first element of the standard is the uncertainty budget, which is the uncertainty of a measurement that defines the variability of the output by combining the variability of all its contribution.
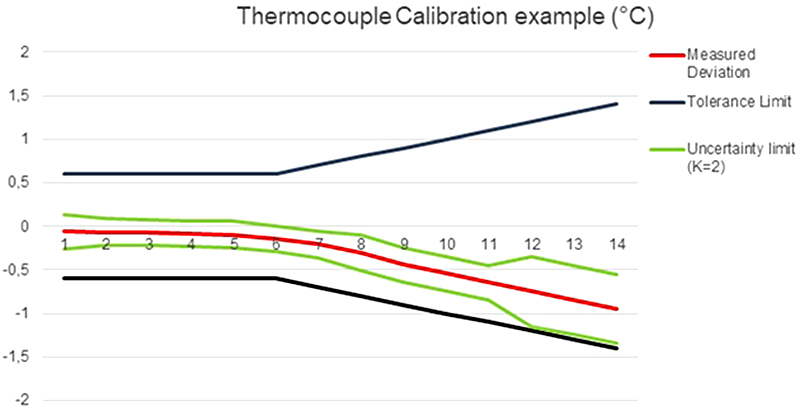
As one of the most representative examples, a thermocouple calibration’s target is to measure temperature reading deviation within a specific temperature range. This calibration method produces data to the customer together with all relevant information related to both measurement and method.
Figure 1 shows a typical example of a thermocouple type R calibration measurement. Data has to be compared with a measurement tolerance to establish pass/fail criteria (in this case, an internationally recognized spec such as ASTM E230/E230M special grade). Data also has to be provided together with the uncertainty specification and with the used coverage factor. All the information the ISO standard gathers with the measurement data defines its quality level. The customer is able to get all the information relevant to its process — not only the numbers, but also the level of confidence on how they have been provided.
The second element that distinguishes the ISO 17025 standard is the proficiency test: Once the method is selected, it needs to be validated and continuously verified. A proficiency test is the way the accredited labs keep the calibration method under control. In most cases, this means the lab performs a calibration alignment with other accredited labs.
Figure 2 shows a result of a proficiency test. The standard requires the laboratory to define pass/fail criteria to the test as well as for the normal calibration process. The comparison of the data takes into consideration the uncertainty of each calibration method. The standard also requires that the lab defines the proficiency test time frequency and that the test covers the entire scope of the accreditation.

The customer is, therefore, sure the data are valid because of the standard requirements. Any deviation of the calibration process needs to be properly addressed according to the proficiency test results.
The last important element of the accreditation is how the data is being reported. The standard defines common requirements with a set of information each test report must contain. The laboratory shall ensure technical records for each laboratory activity contain the results, report, and sufficient information to facilitate identification of factors affecting the measurement result.
Specific requirements for the test report are also included, such as test conditions, statement of conformity, the already mentioned uncertainty, and, where appropriate, opinions and interpretations.
The purpose of the accreditation, in this case, is to provide the results accurately, clearly, unambiguously, and objectively, usually in a report that includes all the information agreed to by the customer, what’s necessary for the interpretation of the results, and all information required by the method used. In other words, the calibration report gives the customer a clear explanation of the calibration method and the meaning of the data reported in the calibration certificate.
Conclusions
ISO17025 accreditation is a great way to showcase laboratory competence, as well as uphold high standards in the company organization. Customers are assured the process is reliable and conducted in the correct manner. The ISO 17025, therefore, also gives the customer opportunities internationally, due to its global recognition. It represents a guarantee to the customer about the validity and consistency of the calibration results.
Bibliography
- ISO 9000, “Quality management systems” — Fundamentals and vocabulary.
- ISO 9001, “Quality management systems” — Requirements.
- Mark Hammar, “ISO 17025 vs. ISO 9001 – Main differences and similarities” — (online).
- ISO 17025, “General requirements for the competence of testing and calibration laboratories” — General requirements.
- ISO 17025, “General requirements for the competence of testing and calibration laboratories” — Resource requirements.
- ISO 17025, “General requirements for the competence of testing and calibration laboratories” — Management system requirements.




















 general practice for CQI-9 and AMS2750E")





