







Large bearings are required to carry large axial and radial forces and their resulting torques. Typical applications include general machinery and construction equipment, as well as onshore and offshore energy technologies. These diverse applications have one thing in common: their components are highly stressed mechanically, and are therefore induction hardened to increase their dynamic strength and wear resistance. In the past, conventional progressive induction scan hardening necessarily left a small, unhardened zone in the bearing race. This soft zone compromised the bearing’s load-bearing capacity and smoothness. SMS Elotherm has solved this problem with a new induction hardening technology to fully harden the bearing raceway with no soft zone. This scan hardening with no residual soft zone is essential; where systems do not allow any vibration (e.g. magnetic resonance imaging, or MRI technology), where extremely high mechanical stresses need to be considered (e.g. tunnel drilling machines), where continuous rotation is required, or where challenging environmental conditions mandate maintenance-free systems with high lifetime (e.g. offshore technology such as wind turbines, tidal plants or oil platforms).
The process of induction scan hardening with no soft zone has been patented [1] by SMS Elotherm and ensures–together with other proprietary systems such as workpiece energy measurement and closed-loop inductor positioning control — an easy integration into customer’s production and quality assurance processes.
The Induction Surface Hardening Process
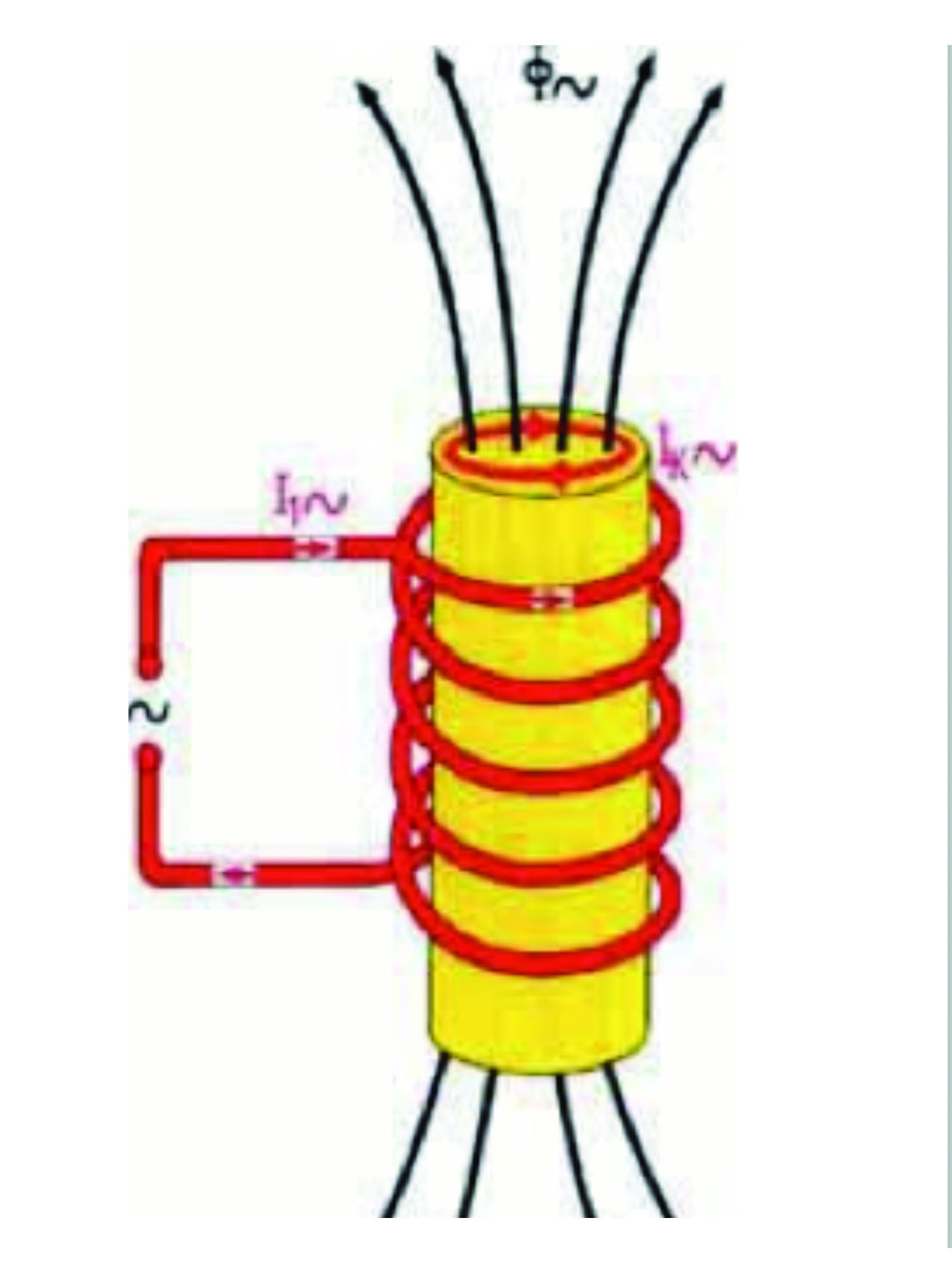
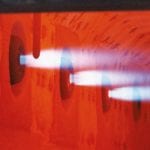
Induction hardening is comprised of two process steps: inductive heating, followed by rapid cooling (quenching) with a quenching fluid. Inductive heating is caused by alternating current flowing through a coil (sometimes called an inductor) that is sized and shaped according to the workpiece. The alternating coil current creates a corresponding changing magnetic field, which in turn creates eddy currents inside the workpiece piece. These eddy currents produce heat inside the workpiece. The heating depth is inversely proportional to frequency. Higher frequencies produce shallower heating in the workpiece. This phenomenon is known as the “skin effect”. Because the heat originates inside the workpiece, it does not have to be transferred into the workpiece via radiation or convection at the surface. The induction heating period is kept short (e.g. a few seconds) to prevent unwanted heating of the workpiece core (Figure 1 and Figure 2).

Before hardening, the steel workpiece contains a mixture α-iron (ferrite) and cementite (Fe3C) at room temperature. The induction coil heats the surface material to a temperature of at least 723°C (the eutectoid temperature), causing the ferrite to transform into γ- iron (austenite). The steel is thus austenitized. At the same time, carbon from the available cementite is able to dis- solve into the austenite, because carbon has a much higher solubility in austenite than in ferrite. This dissolved carbon is essential. A steel workpiece must contain at least 0.02% carbon to be hardenable.
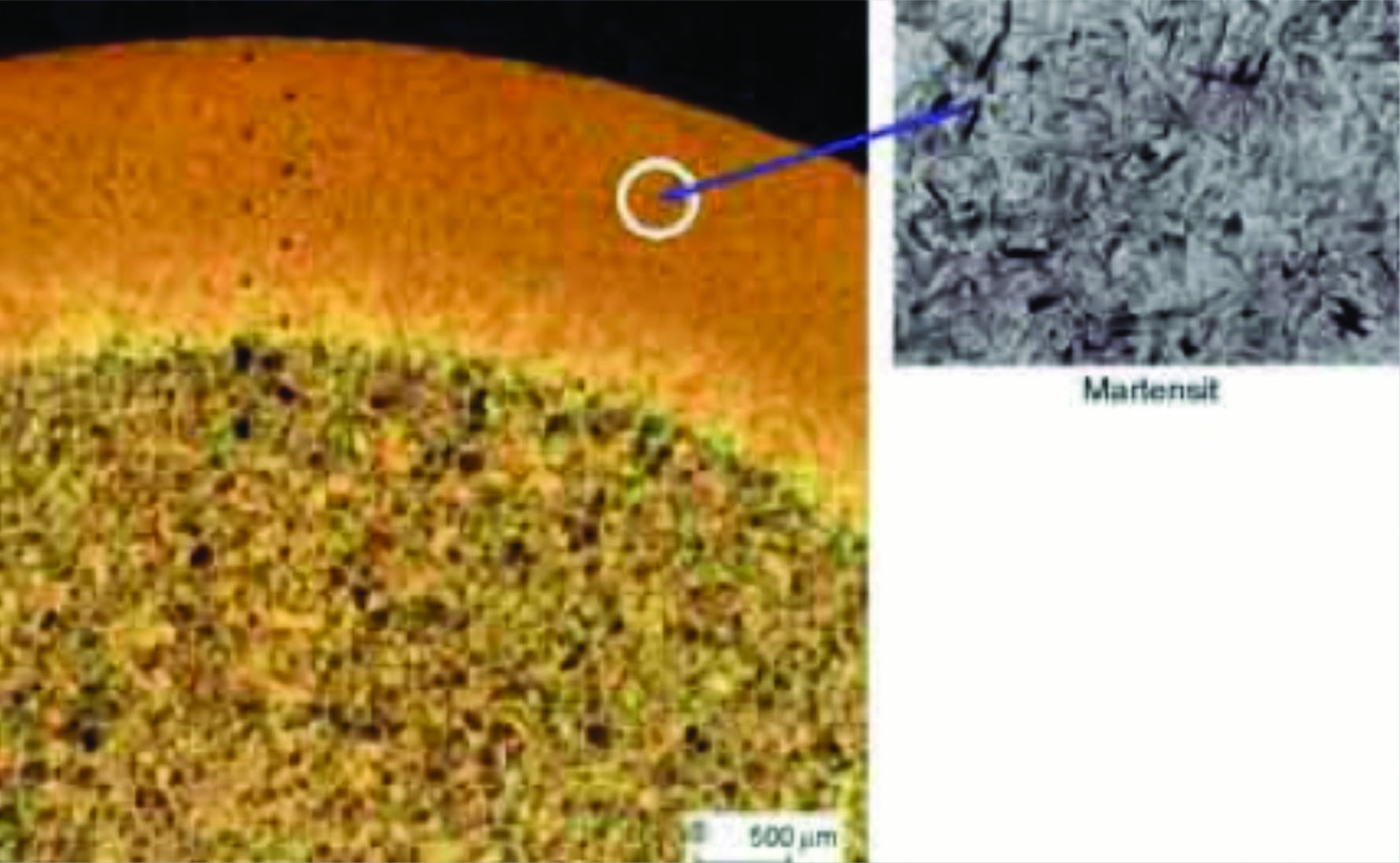
In the next process step, quenching, the austenitized steel is rapidly cooled at acontrolled rate. This rapid cooling prevents the diffusion of carbon atoms and the reformation of original ferrite and cementite mixture. Dissolved carbon atoms are trapped in the ferrite, causing the ferrite body-centered cubic (bcc) crystal structure to deform into a body-centered tetragonal (bct) structure called martensite. The temperature difference and the cooling rate (which can be controlled by selecting the right quenching medium such as oil, or water with additives) determine the level of martensite formation. Faster cooling below the transformation temperature produces more martensite. The fresh martensite is very hard and brittle. Tempering (controlled heating to prescribed moderate temperatures for defined time periods) reduces this brittleness and gives the steel the desired combination of hardness, strength, and toughness (Figure 3).
Advantages of Induction Hardening
Some conventional heat treat shops use case carburizing to harden rings up to three meters in diameter. This process suffers from five major problems. First, it requires long periods—sometimes several days—in the carburizing furnace. Second, it produces large workpiece distortions, which must be corrected by expensive and time-consuming straightening operations. Third, larger workpieces cannot be hardened due to practical limits in the size of the furnace. Fourth, carburizing necessarily treats the entire workpiece, including surfaces that should not be treated. Fifth, carburizing is energy intensive, with high emissions. Induction hardening overcomes all of these problems.
In contrast to conventional carburizing, induction hardening is performed only on the highly loaded surfaces where it is needed, such as bearing races and gear teeth. Resulting advantages are faster process times (for example, about one hour for a ring with a diameter of several meters), substantially lower energy consumption, and better of control of workpiece distortion. Induction hardening benefits from rapid and uniform workpiece heating. The inductors with integral quench sprays can be optimized for the application, producing well-defined and reproducible hardening results. For mission-critical components in offshore technology, maintenance or repair operations would be extraordinarily expensive or technically infeasible. This is exactly the type of application where precise and accurate formation of hardened zone must be achieved and documented with online quality control.
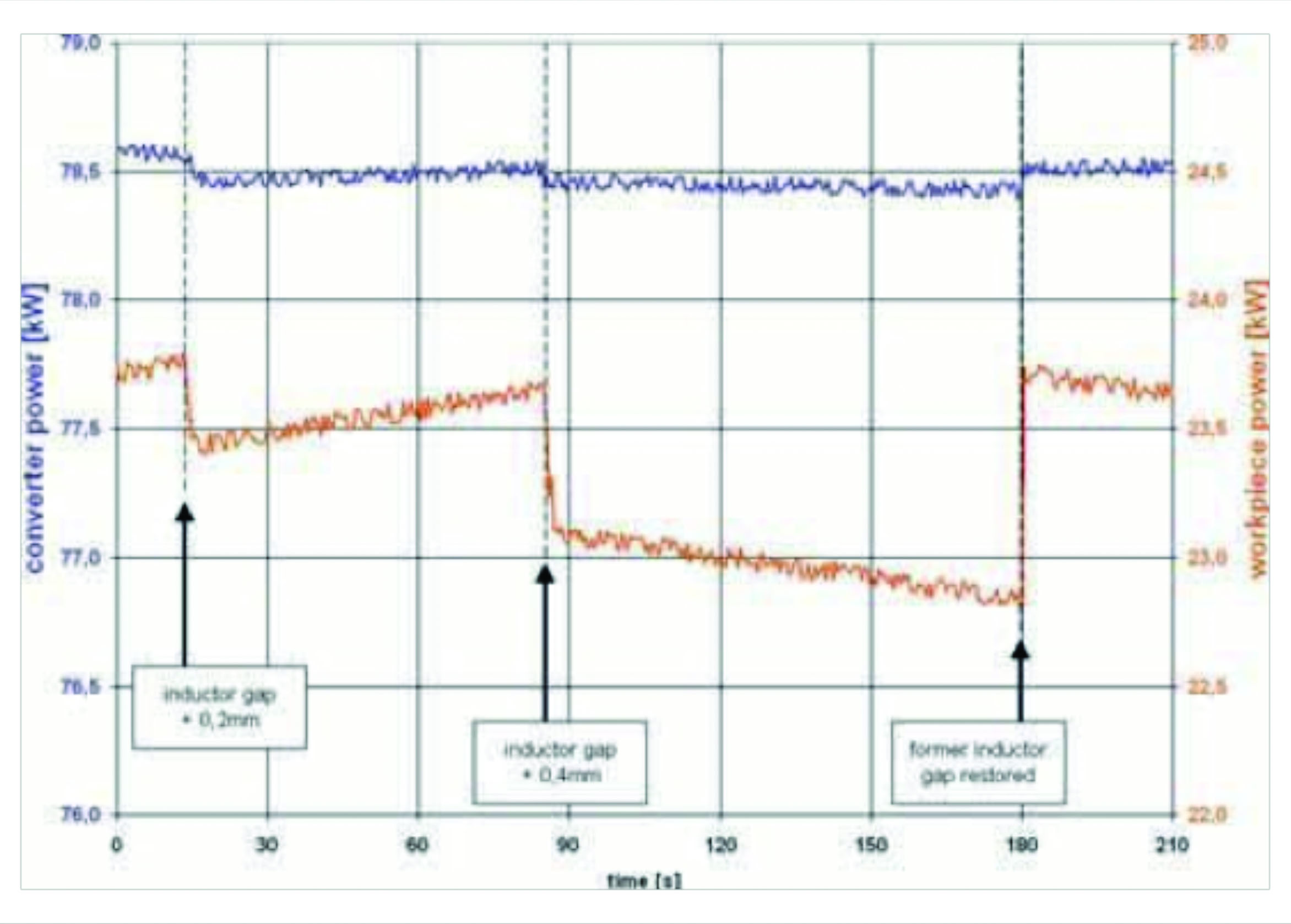
SMS Elotherm’s patented Workpiece Energy Measurement (WEM) [2] continuously monitors the electrical power that contributes to net heating of the part. This system automatically accounts for the total energy loss between the system input power and the inductor, and the remaining net workpiece energy is continuously monitored and recorded. Unlike other methods that simply measure the inverter output, WEM provides 100% online quality control of the hardening process without having to destroy the workpiece. Small changes in the inductor–workpiece standoff distance can lead to significant hardening zone variation. Figure 4 illustrates how the SMS Elotherm Workpiece Energy Measurement detects small inductor position changes. By contrast, the conventional inverter power monitor (blue trace) is largely insensitive to this source of process variation. For critical components where induction hardening with no soft zones is requirement, Workpiece Energy Measurement gives the manufacturer a reliable system to fulfill the stringent requirements of modern quality control audits and part/process traceability.
Overview of Conventional Induction Hardening Methods for Bearing Races Scan Hardening
Scan hardening with a remaining soft zone is the standard process for hardening single raceway and multi-raceway large bearings. Other than a linear axis to compensate for different workpiece diameters, the inductor/spray head assembly is stationary. The ring rotates with a low, constant tangential velocity past the inductor. A small soft zone (unhardened area) necessarily remains at the end of the scan path. With less than 100 kW of power a 3 m diameter bearing race can be hardened in less than one hour (Figure 5).
Complete Surface (Single Shot) Hardening
With single shot hardening the workpiece rotates past one or more stationary inductors, or a complete 360° ring inductor interfaces with the entire workpiece. The ring is heated to the appropriate hardening temperature and then the entire workpiece is quenched.
Quenching may be done by submerging the workpiece in a bath or by using spray nozzles that are integrated into the inductors and tailored for the process requirements. The single shot process is best suited for workpieces with a diameter less than 2 m. The electrical power requirement grows quadratically with increasing workpiece diameter. For example, single shot hardening of a 2 m diameter ring would require about 1.5 MW of power. Compared to scan hardening, the single shot process with its high power is very fast, typically a few minutes.
Inductive Scan Hardening with No Soft Zone
As previously described, traditional scan hardening is inadequate for mission-critical components with stringent requirements for smoothness and heavy loads due to the remaining soft zone. Carburizing is limited as a process alternative by furnace size and long process times. Single shot induction hardening is impractical due to its high power requirement. A better hardening method is needed to efficiently and reliably harden large, high-value rings. In response to this need, SMS Elotherm developed and patented a process several years ago to scan harden arbitrarily large rings with no remaining soft zone [3]. This process differs from conventional scan hardening primarily at the start location and end location of the scan, where special sprays and techniques completely quench the austenitized steel while avoiding unwanted tempering and changes in the hardened zone microstructure.
Comparing this process to single shot induction hardening, we find that even a 6 m diameter ring can be processed with a 200 kW scanning system, which is about factor 7–8 times less power than the single shot process would require. In contrast to carburizing, which would require several hundred hours in the furnace, the time required for the scan hardening process (less than two hours) is negligible. Moreover, the cost-intensive and time consuming straightening operation to clean up the distortion caused by carburizing can be avoided altogether.
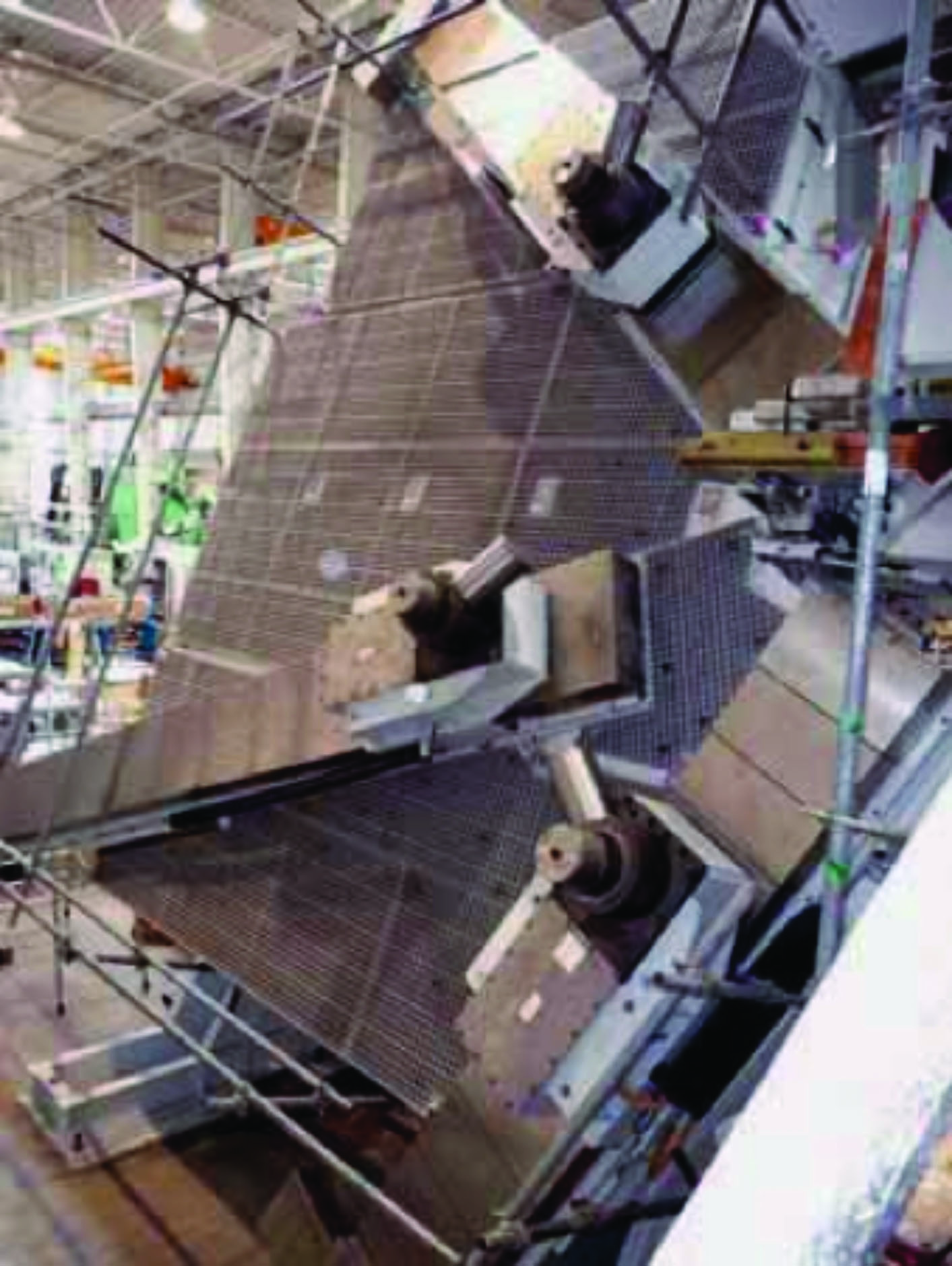
This induction hardening system is universal and modular, so in addition to scan hardening with no soft zone, conventional scan hardening and tooth hardening on both the inside and outside diameters of the workpiece can be done on the same machine. Manufacturers of large ring bearings with small production runs appreciate this flexibility and the freedom to process diverse workpieces while holding equipment costs at a minimum (Figure 6).

Characteristics of the Induction Scan Hardening with No Soft Zone
The SMS Elotherm patented process for scan hardening with no soft zone requires only two inductor assembles, each comprised of an inductor and a spray head. This differs from three- inductor systems, which require more complex mechanical and control systems. The inductors are narrow to create a compact hardening zone. Flux concentrators focus the magnetic field for one-sided hardening. Each inductor is accompanied by an independently positioned spray head. A single stationary spray head completes the assembly.
Start Sequence
The inductor assembles are brought together back-to-back and then energized with independent power supplies. Both assembles travel side-by-side in the same direction for a short distance. One of the assemblies reverses directions, so the inductor assemblies travel in opposite direction, each accompanied by its spray head. This technique avoids the formation of a soft zone at the start location (Figure 7).
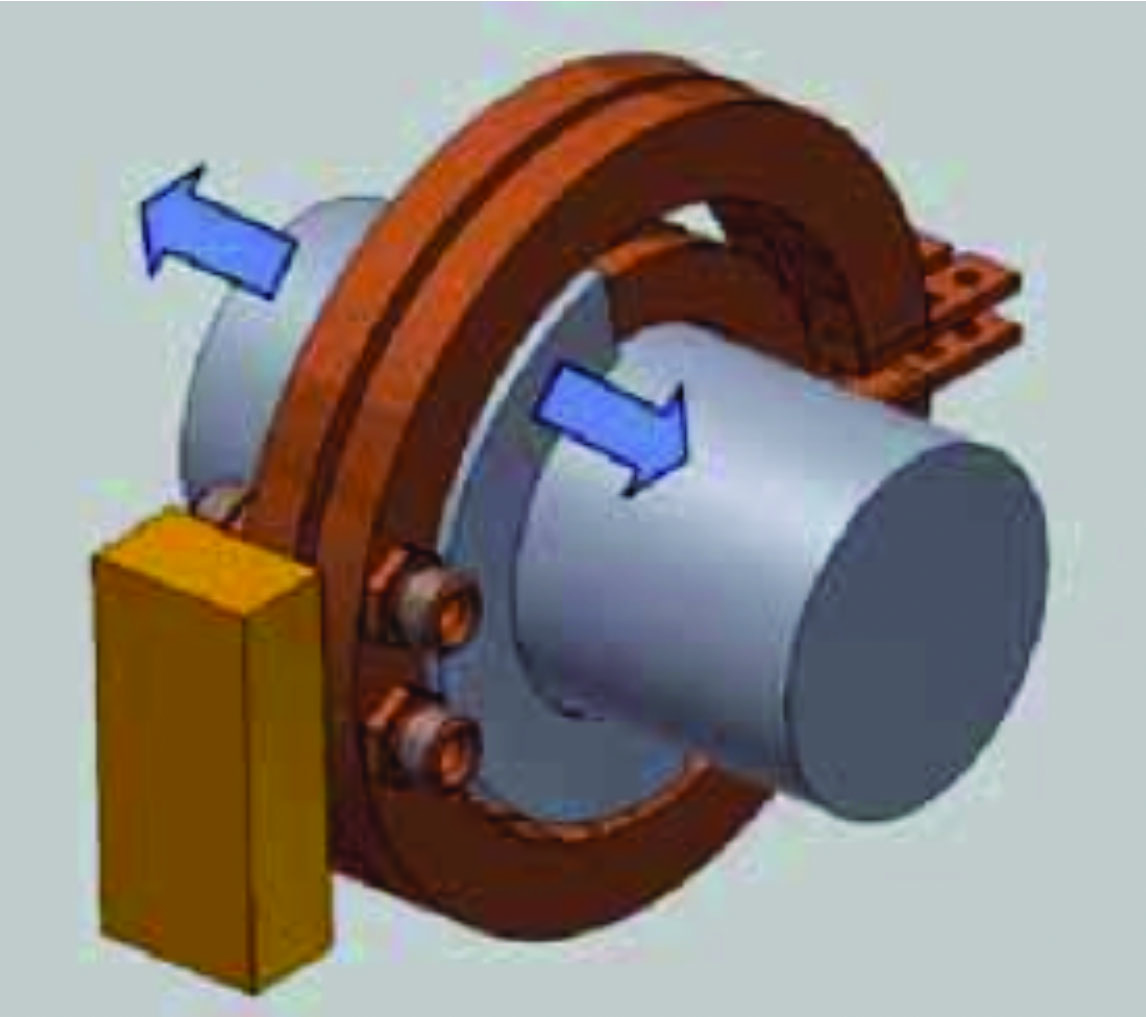
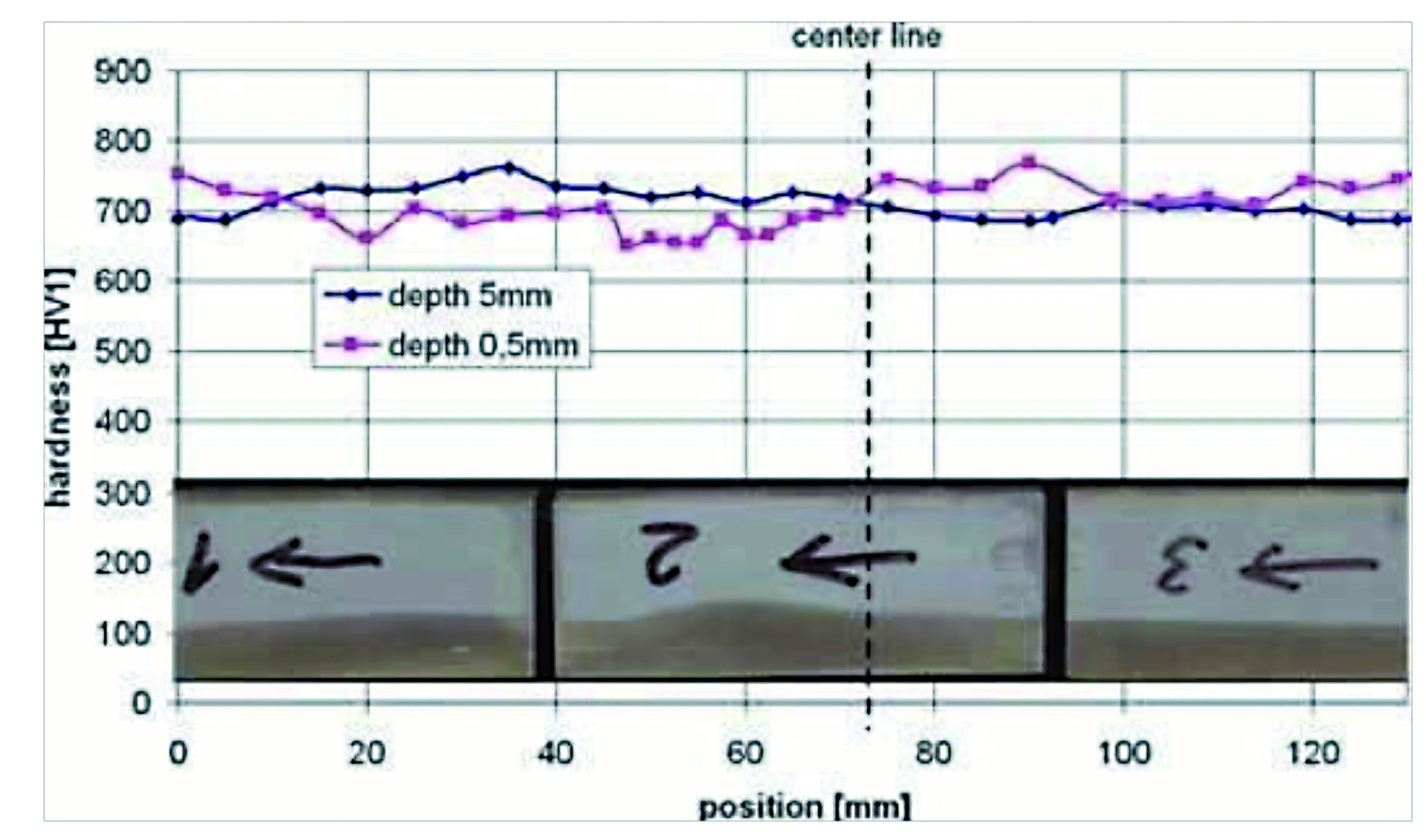
Figure 8 depicts the hardening result with the etched case (below) and with two hardening passes along the workpiece axis at 0.5 mm and 5 mm depths after tempering. The start location is still recognizable and one can see that the entire area has been hardened with a relatively constant case depth (Figure 8). With this special process technique for the inductors and sprays we create uniform hardening with no soft zone at the start location. The next critical process is at the end location where the two inductor assemblies come together.
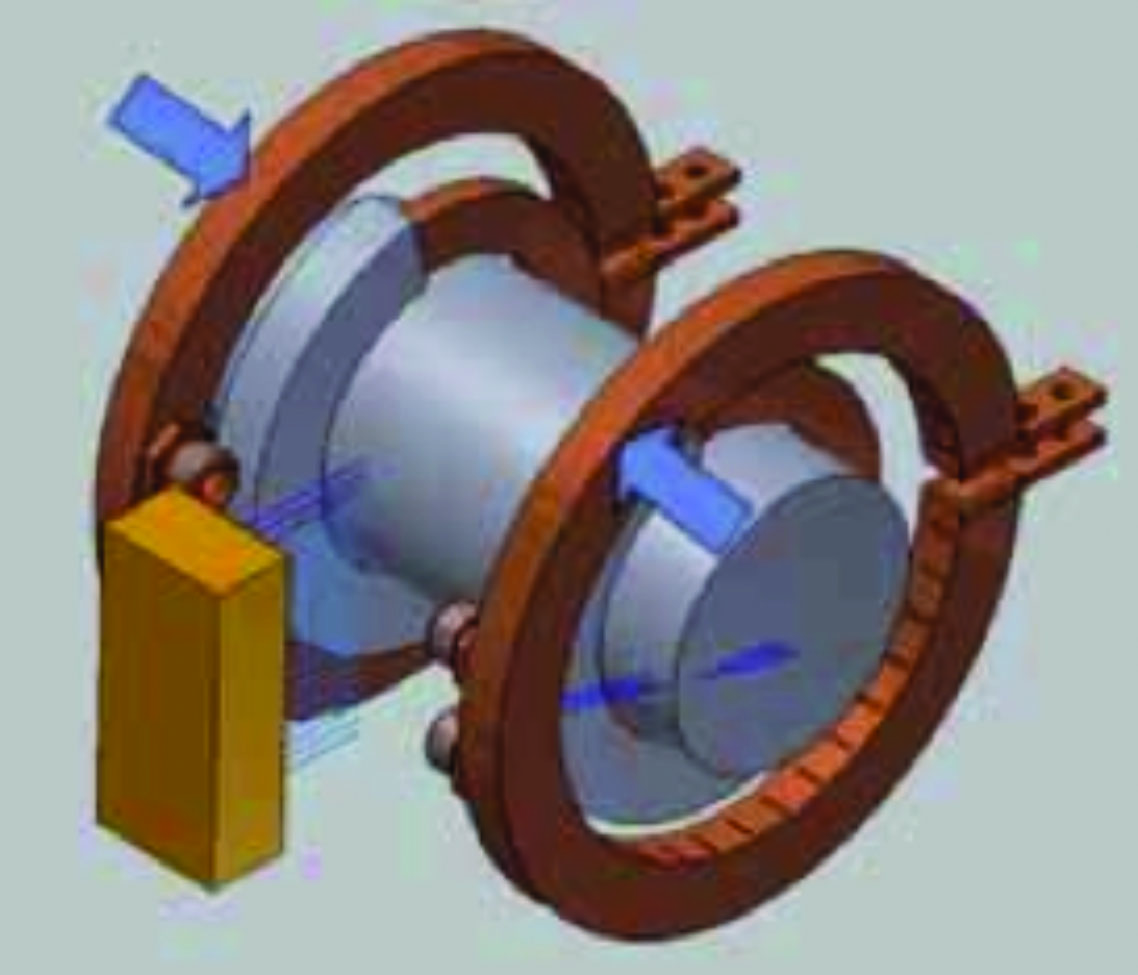
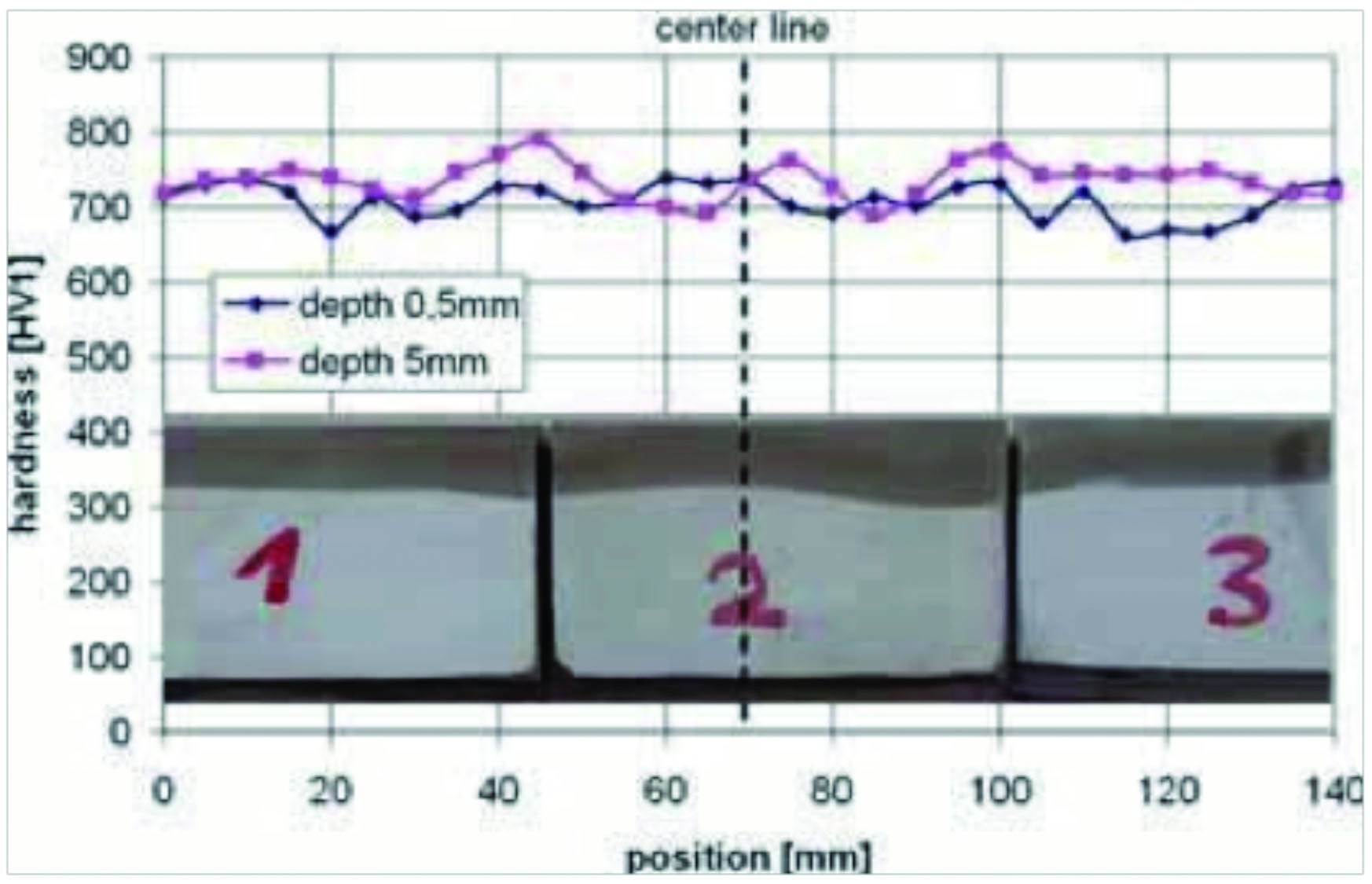
End Sequence
Like the start sequence, the end sequence relies on precise control of the quenching sprays and the tight motion control of the inductors and sprays to achieve a uniform case depth with no soft zone at the end location (Figure 9 and Figure 10). The resulting bearing surface meets the requirements for high loads and smooth operation.
Conclusion
Induction hardening has proven itself in the manufacturing of high-value, large ring bearings. Wind power certainly owes it success in part to surface hardened bearing races and gear teeth. Construction equipment would wear out quickly, and aerospace would entail unacceptable risks without the benefits of induction hardening. Alternative hardening methods for large ring bear-ing often struggle with furnace dimensions and extraordinarily long process times. Conventional scan hardening with its remaining soft zone and single shot induction hardening with its high power requirement are ill suited to meet the growing demand for very large ring bearings. The SMS Elotherm patented process for scan hardening with no remaining soft zone bridges the gap between conventional hardening methods and the growing demand for very large bearings with high load ratings, low noise, and longer service lives. The patented technique of using two inde- pendently controlled inductor/quench heads to achieve uniform hardening at the start and end of the scan is essential to the success of this method.
Future developments in renewable energy such as onshore and offshore wind power and photovoltaic systems equipped with positioning systems to track the sun will accelerate the trend toward larger, more durable rotary joints. These high-value components will be economically, reproducibly, and traceably manufactured with uniformly hard wear surfaces created by induction scan hardening with no soft zone.


















 general practice for CQI-9 and AMS2750E")





