







Energy conservation is the prevention of the wasteful use of energy. In today’s economic and climate-change environment, regulations and competition for resources require industrial users to minimize their energy footprint.
Energy conservation can take on many different forms, the largest of which is combustion optimization. A 2-percent reduction in excess oxygen in a combustion process can reduce fuel consumption 4 percent and NOx emissions by 40 percent. Current combustion optimization technologies allow power-generation facilities to balance their boilers, center the fireball, minimize NOx, and maximize MW per ton of coal. These same technologies allow the steel industry to control scale formation during the billet/slab reheat process while minimizing energy and maintenance costs.
For example: Glass production worldwide is estimated to consume 1015 BTU or 1.055 x 1018 joules per year. From the energy used in the production of container and flat glass, emissions are estimated to be 50-60 metric tons of CO2 per year. With the adoption of best available technologies, energy efficiency in the glass production sector could be improved by as much as 35 to 40 percent.

In large-scale manufacturing, proper plans incorporate the latest techniques in fabricating components and building finished goods to optimize resources. Heat treating in general delivers stronger, lighter, more durable products. It takes less energy to heat-treat a part than it does to produce the part again.
Currently, the metal-treating industry is challenged with delivering the highest quality parts in a competitive environment while costs are rising. Energy conservation is the most economical solution to this increase in energy costs. Many companies are experimenting with alternative processes to traditional heat treating, but a majority of heat treaters are looking at current operations and trying to find ways to optimize existing practice. Today’s technology provides heat treaters with opportunities to be more efficient — with the use of sensors, process controls, and access to information.
Combustion Efficiency
Most high temperature direct-fired furnaces, radiant tubes, and boilers are designed to operate with 10 to 20 percent excess combustion air at high fire. This excess air helps prevent the formation of carbon monoxide and soot deposits, which can affect heat-transfer surfaces and radiant tubes. (See Figure 1)
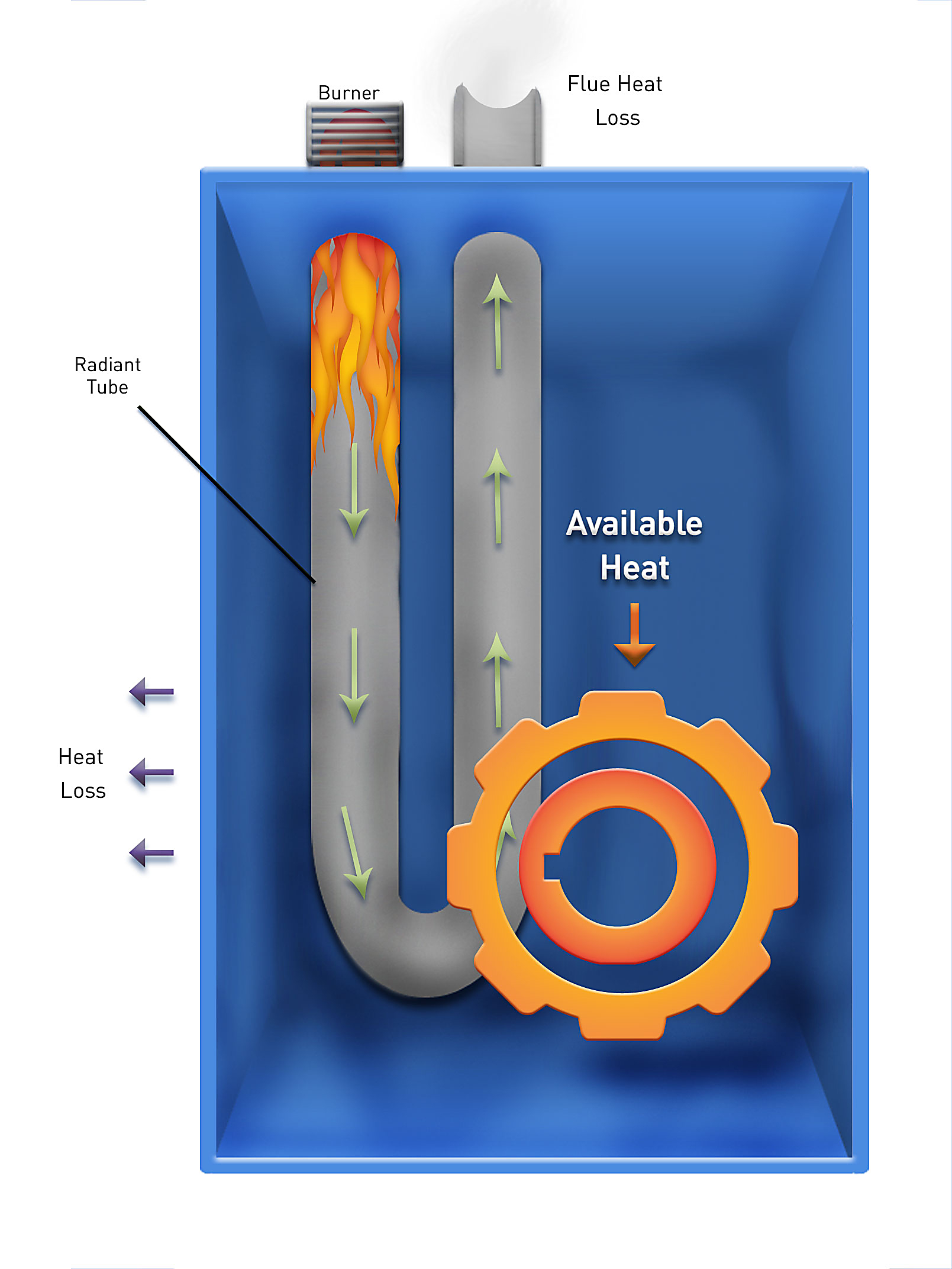
For the fuels most commonly used in the U.S. (including natural gas, propane, and fuel oils), approximately one cubic foot of air is required to release 100 BTUs in complete combustion. Process-heating efficiency is reduced considerably if the air supply is significantly higher or lower than the theoretically required air.
In the September 1997 issue of Process Heating magazine, Richard Bennett provided calculations for an available heat chart (which was republished in May 2002 by the Department of Energy). This chart is an excellent basis to determine potential savings in a combustion process. To determine the potential savings, consider the following information:
- Exhaust gas temperature as it exits the furnace, tube, etc.
- % excess air or oxygen in the flue gas (actual).
- % excess air or oxygen in the flue gas (target).
The available heat chart is shown in Figure 2.
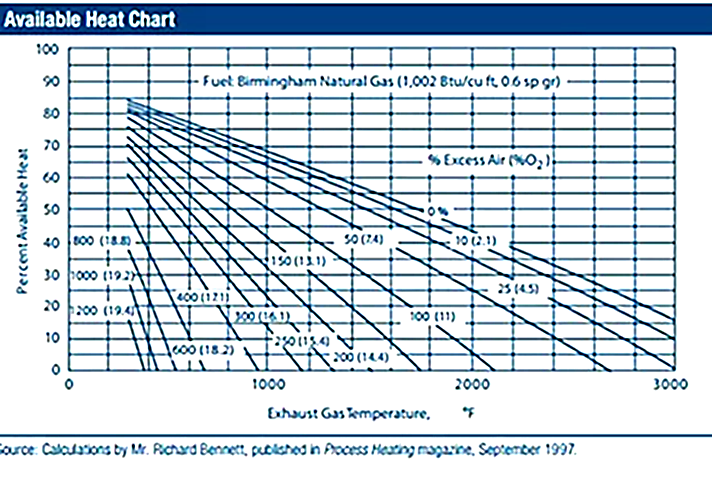
Using the chart, determine the percent available heat under actual and target conditions. The intersection of the measured exhaust gas temperature and % excess air (%O2) curves provides these values. The potential fuel savings are calculated as follows:
% Fuel Saving = 100 x (( %AH Target – %AH Actual) / %AH Target)
Available Heat Load Trials
Forge heat furnace: A 6 mmbtu/hr open die forge reheat car-bottom furnace was equipped with an in-situ oxygen sensor. Baseline readings of excess O2 and fuel consumption were collected over a three-month period. Based on this data, monthly fuel consumption was determined, as was the average high-temperature O2 readings. The operation’s personnel were concerned about over-trimming the excess O2 level. Lowering O2 levels can lead to reduced uniformity on the heated ingot. Thus, the O2 levels were lowered incrementally to ensure that no impact occurred to product quality.
At the end of the first incremental change and after process verification, the customer had lowered his excess O2 and documented a 20.5-percent reduction in metered gas consumption.
The customer had a goal of reducing the excess % O2 several percent. At his target level, he would reduce his fuel costs on his average furnace by an estimated 30 percent. (See Figure 3)
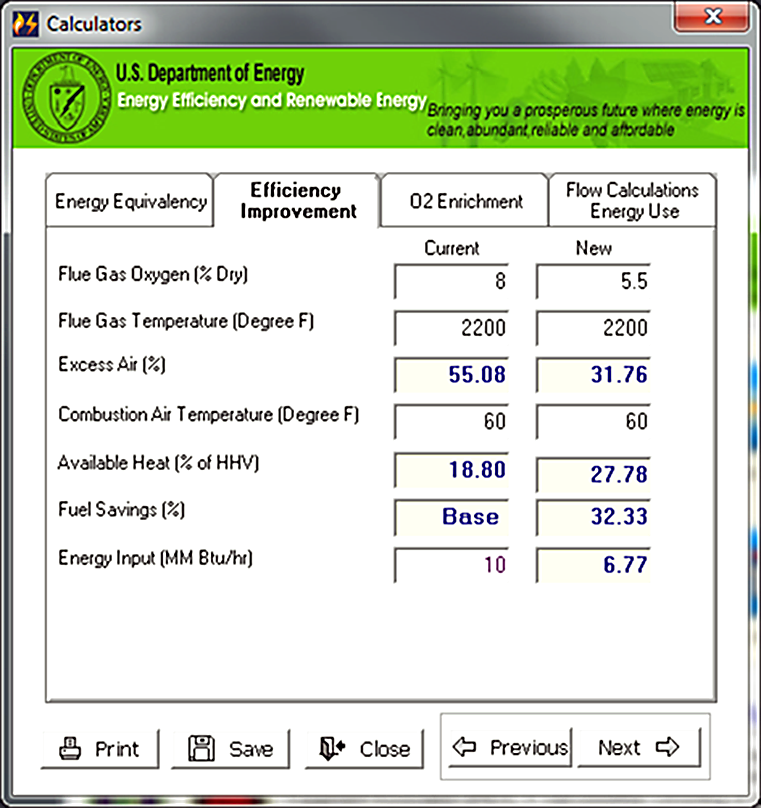
The customer’s metered reduction in fuel corresponded directly to the Efficiency Improvement Calculator available from the U.S. Department of Energy. At full utilization, the savings would reach $98,550 for this furnace. For all 14 furnaces in the facility, the fuel savings have the potential to exceed $1 million.
A side benefit to the fuel savings is a documented CO2 reduction. For each MCF CH4 burned completely, 117 pounds of CO2 is produced. In this particular case, the customer was able to document a reduction of 175,500 pounds or 87.75 tons of CO2. At full utilization on this one furnace with a 1-percent reduction in excess O2, the reduction would be 630,006 pounds or 315 tons. If the customer has similar success on other furnaces and is able to achieve the O2 target, his potential CO2 reduction is 8,000-plus tons.
Batch furnace utilization and fuel savings: The benefits to monitoring the excess oxygen in these combustion systems is illustrated in trials run on a batch furnace. To ensure consistent results, the trials used an identical load/thermal mass with the mass and furnace at the same temperature when the test was initiated. (See Table 1)
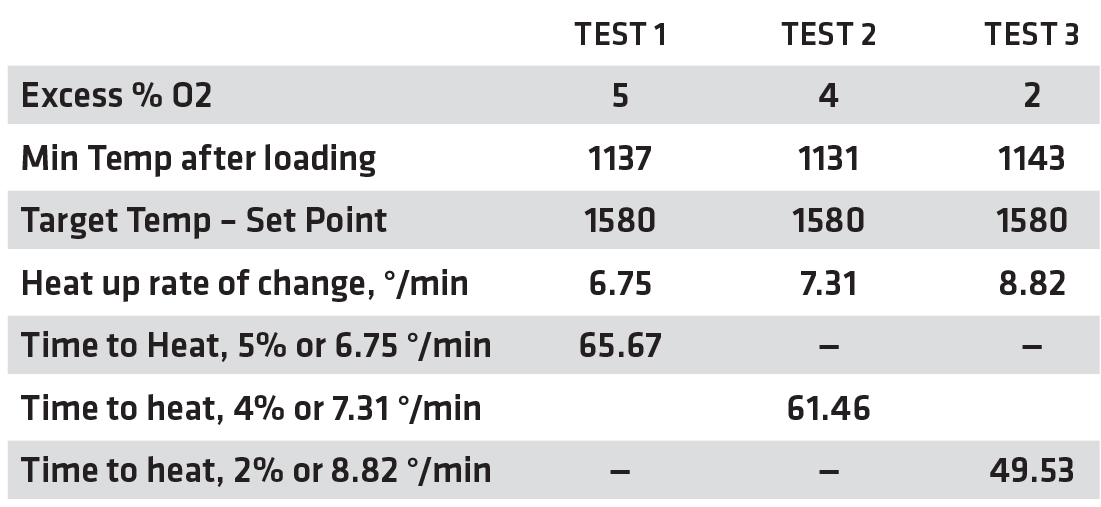
The two significant highlights from the trials were the significant improvement in ramp rate (8.82 vs. 6.75 °/min) and a 30-percent reduction in the amount of high-fire time. The improved heating rate shortens the time required for the load to reach heat and shortens cycle time by 15 minutes per load. The 30-percent reduction in high fire time is a direct reduction in fuel costs required to maintain temperature set point. The other significant result is the utilization improvement. (See Table 2)

By optimizing come to heat time, one can maximize the utilization of the equipment. While 15 minutes may be seen as a small incremental improvement, it represents a significant increase in production for short cycle processes.
Endothermic Generators
Generated endothermic atmosphere is used in many heat-treating applications. The traditional endothermic generator produces a fixed amount of endothermic gas regardless of demand. If the demand does not match the generator’s output, the excess gas is simply diverted and burned. The small and large “burn off” flames seen on many generators carry a significant financial and environmental cost. Modern generator control systems allow for the reduction or complete elimination of this “burn off.” (See Table 3)
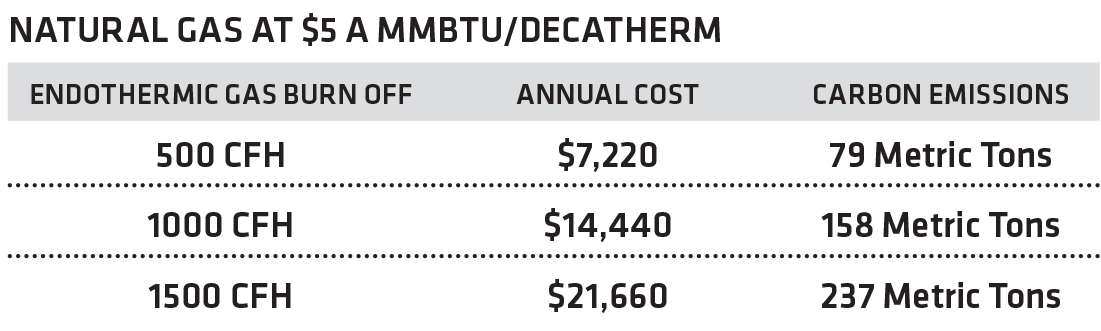
An incremental change to the existing control solution will have a significant impact on the bottom line. Instead of a supply focused generation system, a demand-based solution will reduce the operating cost and environmental impact of the endothermic generator by eliminating the “burn off.”
Programmable Controls
Process control in the heat-treating industry uses standard techniques to run the process for a predetermined time after the furnace has reached a specified temperature, giving the parts an opportunity to achieve thermal equilibrium. Precision controls and improved processing techniques allow for quality results while enabling operations to be more energy conservative.
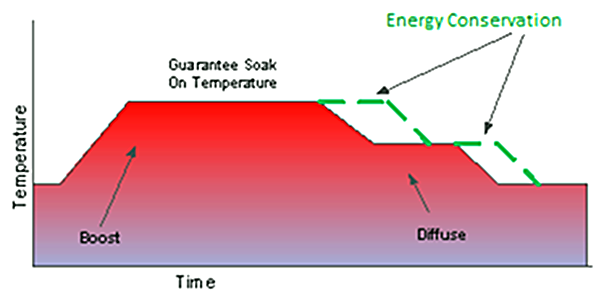
Software applications, such as carbon profile modeling programs, provide a predictive approach to minimizing the time in a furnace. By minimizing time, you are directly reducing the energy used in the equipment’s combustion process. This reduction is accomplished by using simulation software to determine the optimal process for meeting the desired metallurgical results. By modifying temperatures and carbon potential, some cycles can be reduced by several hours. (See Figure 4)
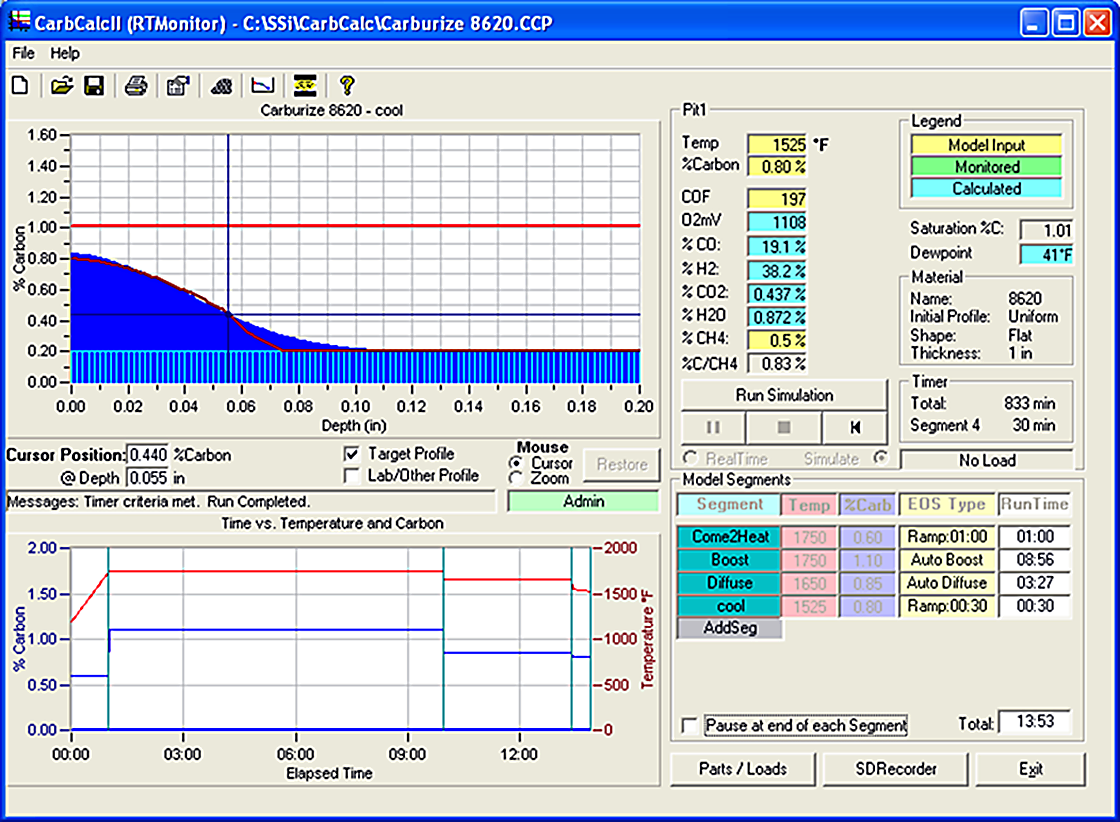
This simulation software may be used to evaluate and control the real-time process. By taking ownership and using live values from temperature and carbon-control equipment, the software optimizes boost and diffuse segment times to achieve the desired metallurgical results. It ensures cycle times and energy use are kept to a minimum. (See Figure 5)
Conclusion
Energy consumption as it relates to process control is continuously improving with advancements in technology. Access to data and information, optimized controls, precise measurements and advancements in process knowledge all make contributions to the reduction of a heat treat company’s energy footprint. Management and operations require an incremental payback (ROI) for control, sensor, and furnace technologies implemented on new and existing equipment. The advancement in control technology enables improved efficiency in combustions-based applications. Significant benefit also comes from operational efficiencies. These tighter process controls enable the heat-treat industry to achieve the required metallurgical results while minimizing their energy and environmental impact.


















 general practice for CQI-9 and AMS2750E")





