







The backbone of any atmosphere furnace is the heating system. The heating system plays an essential role in keeping the furnace operating at peak performance and ensuring part quality. In efficient batch atmosphere furnaces (such as Ipsen’s ATLAS atmosphere heat-treating system), a temperature uniformity of at least ±13 degrees Fahrenheit (±7 degrees Celsius) is maintained in the heat chamber.
To satisfy those needs, Ipsen developed the Recon® burner, which is coupled with a safe, reliable fuel delivery and burner management system (Figure 1). These differ from other burners in that they have more uniform heating down the length of the tube. This is accomplished with a high-velocity flame that pushes the heat down the tube farther and more uniformly.

Why tuning matters
To maintain temperature uniformity throughout the heating system, the burners must all be tuned together within a tight temperature range. This ensures they are emitting or radiating the same output, and it contributes to uniform heating and uniform processing of parts. Finally, it prevents the burners from running too rich (i.e., using too much gas and not enough air), which can cause the tubes to wear prematurely and add unnecessary maintenance costs.
Steps for tuning burners
When it is time to tune the burners on your atmosphere furnace, there are a few simple steps you should follow. These include:
- Set the burners to high fire with the furnace at room temperature.
- Identify the air header (blue pipe on ATLAS) and open the valve.
- Identify the gas header (yellow pipe on ATLAS) and open the valve.
- Repeat steps 2 and 3 (i.e., opening each valve) for the remaining number of burners. (ATLAS has eight burners.)
- Wait for the furnace to reach 1,400° F (760° C ) or above (1,650° F [899 °C] is recommended).
- Check the exhaust oxygen levels with a gas analyzer. (A value between 2.5 and 4 percent is acceptable; an ideal level would be between 2.5 and 3 percent.)
If the exhaust oxygen levels are within the desired range, then the furnace should be ready for production. Overall, the Recon burner system has been shown to provide good repeatability and is able to consistently hold a value between 2.5 and 3 percent.
However, if your levels are not between at least 2.5 and 4 percent, then the natural gas flow should be increased or decreased to achieve the desired value. Increasing the amount of gas will lower the excess oxygen level, and decreasing the gas will increase the excess oxygen level. Making an adjustment at 1,400° F (760° C), though, may not provide the best results. This is because as the furnace temperature increases, the air density decreases. Instead, adjustments should be made at 1,650° F (899° C), which will ensure the best overall air-to-gas ratio for normal operation.
Since the air density changes at higher temperatures (has less air), the excess air level can drop as well. Typically, burners that have an excess oxygen level of 3.5 percent at 1,400° F will have an excess level of 2.5 percent at 1,650° F. In a system with poor repeatability, this small difference can be a significant issue. This is why we recommend putting the final settings in place at higher temperatures.
Note: It is important to be aware that the Recon system also reacts differently at higher temperatures.
The proper air-to-gas ratio
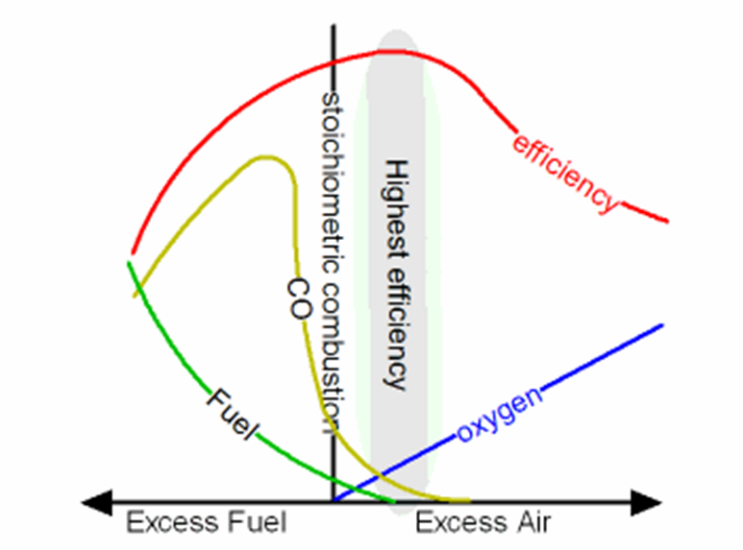
What you might not realize, though, is that the best air-to-gas ratio for normal operation is not necessarily the perfect ratio. Stoichiometric combustion (i.e., perfect combustion) is achieved when the proper air-to-gas ratio of 10:1 is maintained. Yet as you can see in Figure 2, when we achieve stoichiometric combustion, we do not achieve the highest efficiency – and is why we run at a slight excess air setting of 2.5 to 3 percent (ideal) or 2.5 to 4 percent (acceptable).
As part of these efforts to maintain the ideal air-to-gas ratio, there are individual metering controls at each burner that allow the flow of gas and air to be adjusted. However, once the furnace manufacturer sets the air flow, it should never be readjusted except to return it to the factory setting. This is because the air setting is what determines the firing rate of the burner. In all, once the air and gas metering valves are set, the burners should continue to function efficiently.
Burner maintenance: What and how often?
To ensure the best ratio is maintained, it is important to check it with a combustion analyzer every six months. You should also maintain a clean air filter on the regenerative blower as any blockage can significantly reduce efficiency of the burner. The frequency at which you need to replace the filter depends on the surrounding environment, but you should check it at least once a month.
In the end, how often you tune your burners depends on their performance and overall efficiency. If you look inside your atmosphere furnace and can see that one or more burners are glowing a different color, this indicates that they are not operating uniformly and need to be tuned. Hearing a loud ‘pop’ when heating the furnace up from any state is also an indication that the burners are not correctly tuned.
Overall, the heating system and burners play an essential role in maintaining part quality and maximizing furnace operation. By tuning the burners as needed, one can better ensure the furnace is operating as intended.




















 general practice for CQI-9 and AMS2750E")





