








Polymer quenchants are used extensively to quench a large variety of materials in a variety of processes. Polymer quenchants can be used for immersion quenching of steel, aluminum, and other alloys, including super alloys. Spray quenching is commonly used for induction hardening. There are predominantly four different types of polymer quenchants used in industry today.
To achieve consistent and uniform quenching, the quench rate must be controlled. The quench rate of a polymer is affected by concentration, temperature, and agitation. In this column, two typical methods of evaluating the agitation of polymer quenchants will be illustrated and compared.
Laboratory Determination of Agitation Effects
Traditionally, the quench severity of a quenchant was evaluated by quenching a heated probe into a bath of quenchant with no agitation [1]. In this test, a heated 12.5 x 60 mm cylindrical Inconel 600 probe is quenched into a 2.1 liter tall-form stainless steel beaker containing the quenchant.
However, this system is inadequate for an understanding of agitation effects. However, many test methods do not allow careful, reproducible study of agitation effects. Several small-scale laboratory agitation systems have been developed. In this column we are going to discuss the Drayton agitation unit (ASTM D 6549) [2] and the Tensi agitation unit (ASTM D 6482) [3].
Drayton Unit (ASTM D 6549) [2]
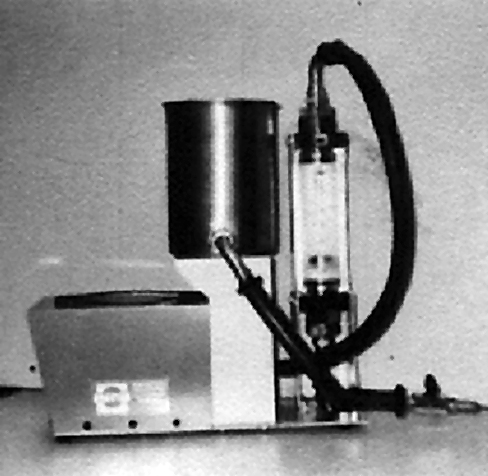
The Drayton agitation system is shown in Figure 1. The agitation unit is a variable speed impeller pump, with a volumetric flow meter. Quenchant is pumped through a 25-mm diameter tube that is 150-mm in length. The tube is in the center of a 2-liter metal beaker that also serves as a reservoir. A fluid return line feeds the pump so that the quenchant can be in constant steady-state circulation.
Cooling curves are measured with the standard Inconel 600 quench probe (ASTM D 6200) [1].
Flow throughout the inlet tube is laminar and exhibits uniform flow velocities along the length of the tube (Figure 2). Cross sections of the flows below the probe insertion point and at the probe are very uniform (Figure 3). Some boundary layer effects
are apparent.
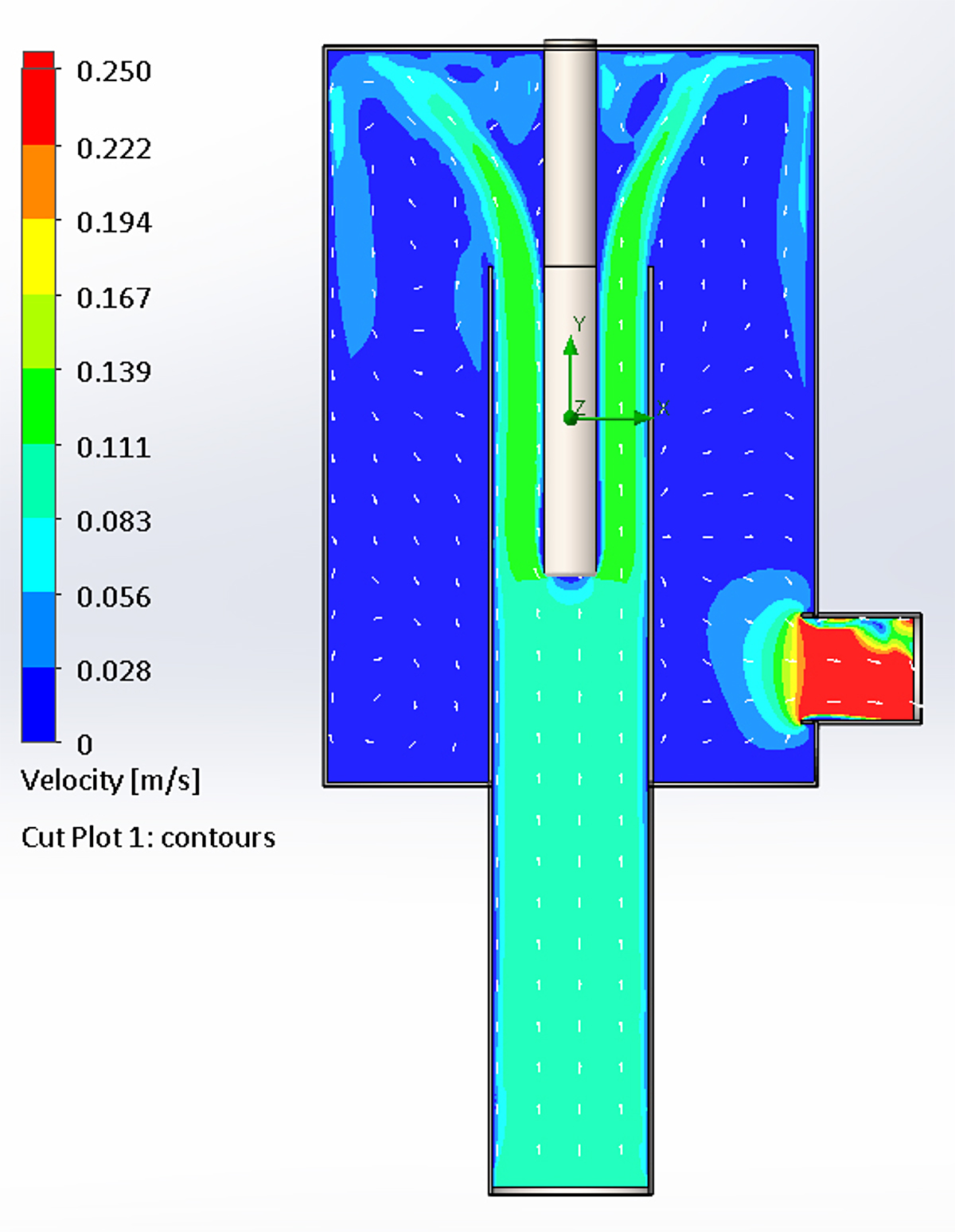
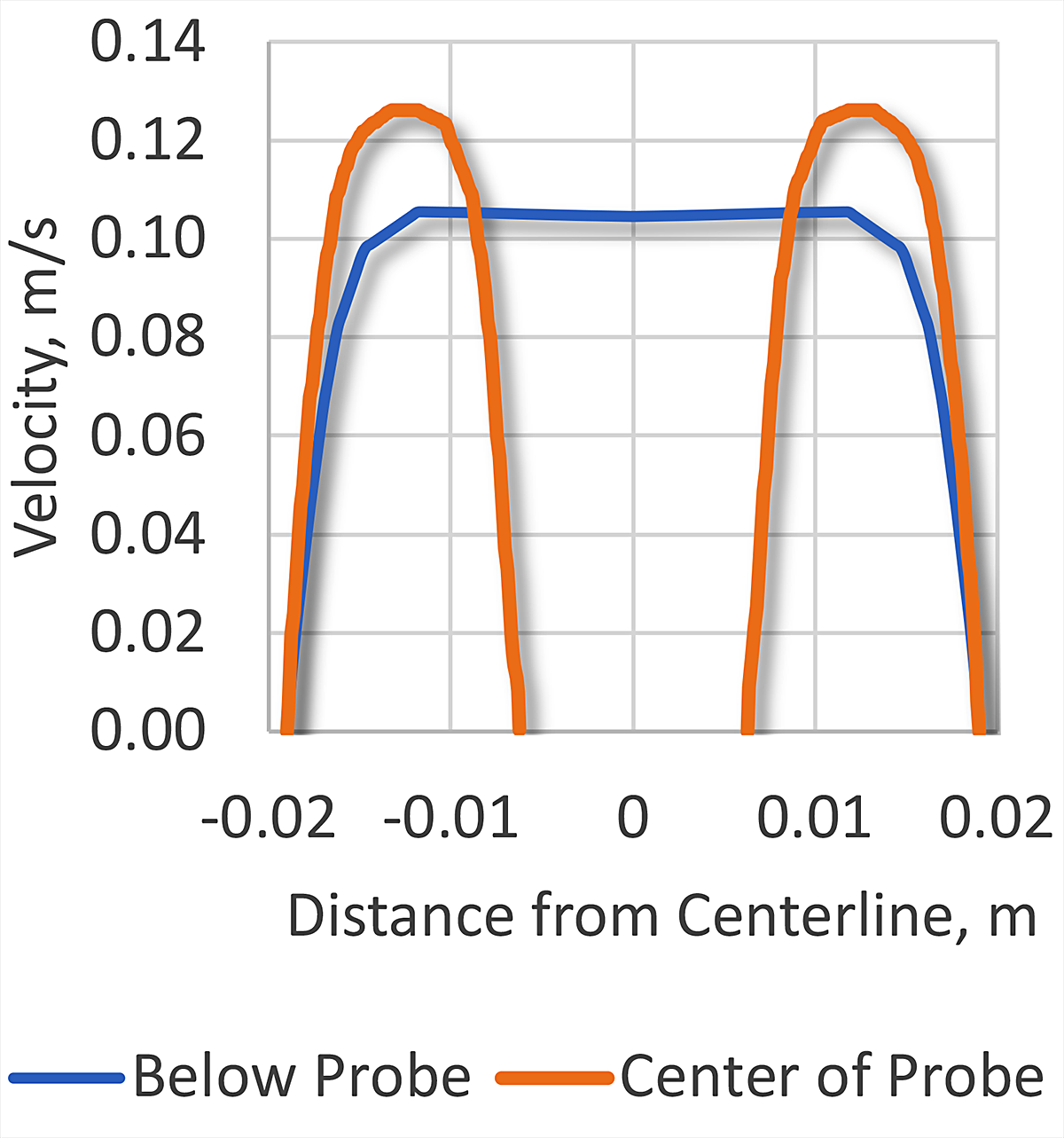
The low velocity region near the bottom of the probe due to flow separation is evident in these plots. Somewhat higher velocities are seen further up as the flow reattaches to the probe surface, followed by a decline in the velocities due to boundary layer growth. The surface velocity patterns show a high degree of radial symmetry.
Guisbert and Moore [5] examined the effect of test conditions on the cooling curve behavior of two different PAG type polymer quenchants. The most important single factor for the test was the quench temperature. Increasing the quench temperature decreases the maximum cooling rate and decreases the temperature of maximum cooling. Further, decreasing the quenchant temperature increases the time to temperature to 600, 400, and 200°C. The quenchant temperature did not influence the cooling rate at 300°C.
Radial position was the second most dominant factor. It influenced the maximum cooling rate and the time to cool to 600 and 400°C at the lower concentration polymer. The general positive trend of an increase in the cooling time to 200°C is also shown in lower concentration polymer. Radial position did not influence the test results in the higher concentration polymer solution.
Tensi Unit (ASTM D 6482) [3]
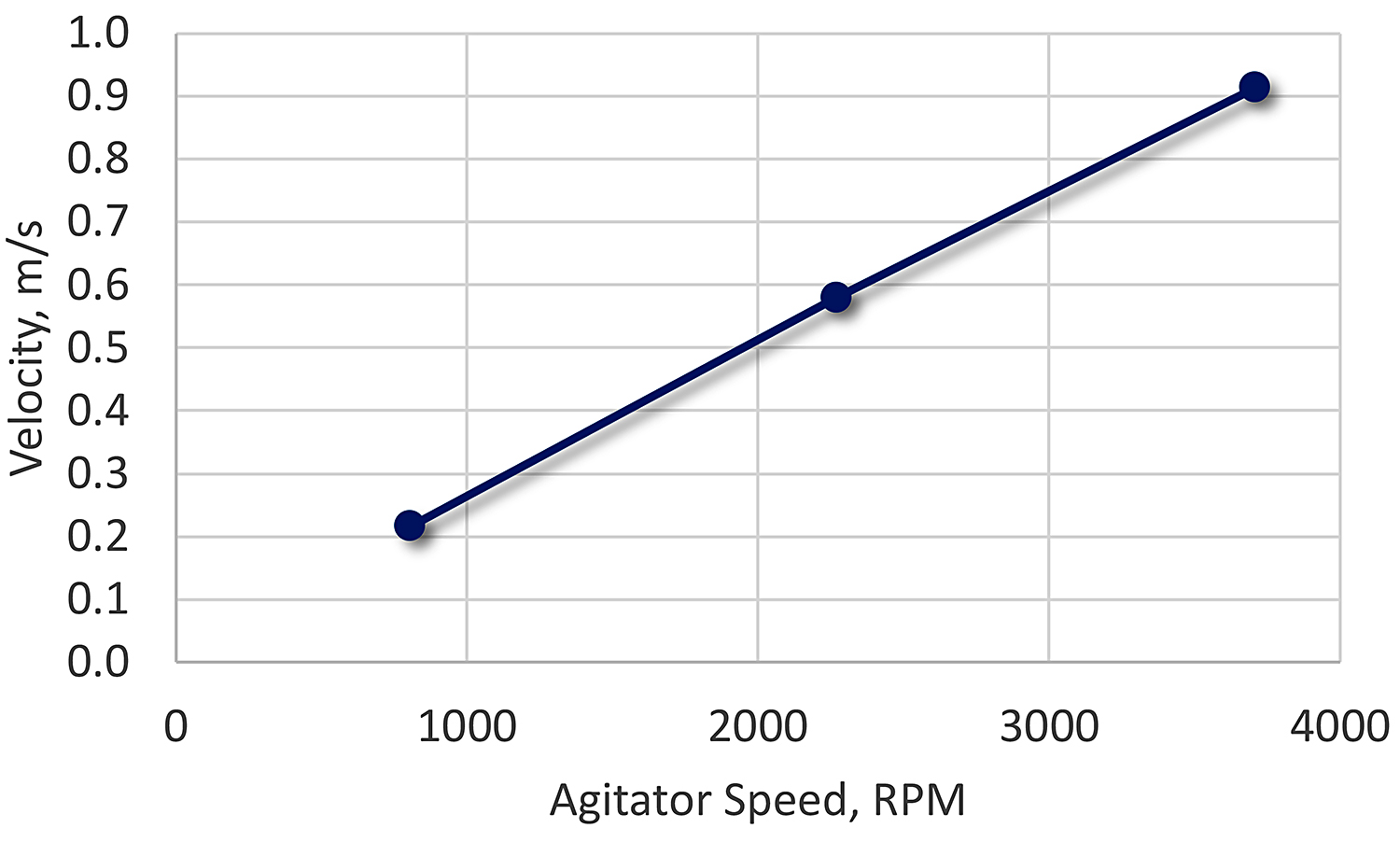
This agitation method, first described by Tensi and Stitzelberger-Jakob [6], is shown in Figure 4. Besides being inexpensive and easy to construct, it is reported to have little variation in flow velocity across the quench chamber. Another advantage is that it is possible to construct a linear flow velocity versus rev/min calibration curve, such as that shown in Figure 5 [6]. Thus, it is possible to relate the nature of the flow surrounding the cooling metal that would be applicable in any size quench system with similar flow properties.

Commercially available units are manufactured from clear plexiglass. This allows observation of the flow and progression of the phases of quenching. Agitation is provided by a three-blade, 42-mm pitch and 50-mm diameter plastic propeller that is driven by a variable speed motor. Fluid flow is controlled by adjusting the speed of the motor, by controlling the RPM. The RPM can be calibrated using an optical tachometer.
Guisbert and Jarvis [7] performed a statistical analysis of the Tensi unit. They examined the effects of probe initial temperature, quenchant temperature, and quenchant flow rate on two similar PAG polymers at different concentrations. They found that the probe temperature and the quenchant temperature were the largest statistically significant factors. Quenchant flow rate, within the narrow range tested (950-1050 RPM), did not alter results.
In another study [8], the effect of probe insertion depth, motor RPM, and concentration on the cooling curve behavior of a PVP quenchant was examined. In virtually all cases the concentration of the polymer was the dominant factor. The effect of RPM or flow rate was small or non-existent for all cases except for the Temperature at Maximum Cooling Rate, TMCR. From the published data showing flow rate as a function of RPM (Figure 5), the flow rate was varied from 0.2 m/s to 0.28 m/s. The recommended speed of 1000 RPM from ASTM 6482 yields a flow rate of approximately 0.24 m/s. This speed may not be adequate to reduce the variation on TMCR.
At the low concentration of the polymer, the TMCR was unaffected by RPM or impeller insertion depth. However, as the RPM was increased for the 20 percent concentration, there was a progressive increase in the TMCR. However, the variation (standard deviation) of the test results was large and overlapped the results of the low concentration. These results were also observed with changes in the impeller insertion depth at the high concentration of the polymer, with the variation of the test results overlapping the observed variation of the impeller insertion depth on the lower concentration.
There is significant turbulence created by the impeller and sharp corners in the flow path of the Tensi unit [9]. The results of that work suggested that the higher turbulence in the Tensi unit results in an earlier and more consistent breakdown of the vapor film, leading to maximum cooling at higher temperatures.
Conclusions
In this column, a brief comparison of two different types of agitation used for measuring the cooling curve behavior of polymer quenchants was provided. Both types of agitation are covered by ASTM standards and show repeatable results within their bias and precision. The Tensi unit shows greater turbulence and is likely to be more reflective of actual quench tank behavior. It must be remembered that the two systems are independent of each other, and the curves generated by one method cannot be compared to the other agitation method.
As always, should you have any questions or comments regarding these articles or suggestions for other articles, please contact the editor or myself.
References
- ASTM International, Standard Test Method for Determination of Cooling Characteristics of Quench Oils by Cooling Curve Analysis, ASTM D 6200, Conshocken: ASTM, 2012.
- American Society of Testing Materials, “Standard Test Method for Determination of Cooling Characteristics of Quenchants by Cooling Curve Analysis with Agitation (Drayton Unit),” ASTM, Conshohocken, PA, USA, 2006.
- ASTM International, “Standard Test Method for Determination of Cooling Characteristics of Aqueous Polymer Quenchants by Cooling Curve Analysis with Agitation (Tensi Method),” ASTM International, Conshohocken, PA, 2016.
- B. Liscic and S. Singer, “Calculation of the Heat Transfer Coefficient Based on Experiments by the Liscic Probes,” in Comprehensive Materials Processing, vol. 12, Elsevier, 2014, pp. 123-176.
- D. A. Guisbert and D. L. Moore, “Influence of test conditions on the Cooling Curve Response of Polymer Quenchants,” in 19th ASM Heat Treating Conference, Cincinnati, OH, 1-4 November 1999.
- H. M. Tensi and P. Stitzelberger-Jakob, “Evaluation of apparatus for assessing effect of forced convection on quenching characteristics,” Mat. Sci. Tech., vol. 5, no. 7, pp. 718-724, 1989.
- D. A. Guisbert and L. Jarvis, “Influence of Test Conditions on the Cooling Curve Response of Polymer Quenchants (Tensi Agitation Device),” in 19th ASM Heat Treating Conference, Cincinnati, OH, 1-4 November, 1999.
- D. S. MacKenzie, “An Examination of the ASTM D 6482 (Tensi Method) for Evaluating Polymer Quenchants,” in European Conference on Heat Treatment & 22nd IFHTSE Congress, 20-22 May, Venice, Italy, 2015.
- A. L. Banka and D. S. MacKenzie, “Comparison of the Flow Properties of the Drayton and Tensi Quench Test,” in Proc. 6th Intl. Quenching and Control of Distortion Conf., 9-13 September, Chicago, IL, 2012.




 general practice for CQI-9 and AMS2750E")






