








Gas turbine engines are widely used in aviation, power generation, and oil and gas industries. They are used in land, air, and marine. The origin of gas turbines goes back to aviation during World War II. Since then, there have been aeroderivatives of aviation gas turbine (jet) engines for use in land and marine. GE Aviation’s Land and Marine LM2500 and LM6000 are aeroderivatives of its turbofan CF-6-80C2 aeroengines. At macrolevel, a jet engine is comprised of compressor, combustion, and turbine. A jet engine intakes air from outside and compresses it to increase pressure ratio (PR). A combination of low-pressure compressor, intermediate-pressure compressor, and high-pressure compressor compresses the air to step up overall PR. The compressors in turn are accompanied by respective turbines. Burning of fuel occurs in the combustor where nozzles spray fuel to combust with compressed air uniformly to generate maximum heat. This process sees maximum temperature rise in the system which puts limitation on material selection in terms of high temperature deformation, high temperature corrosion and fatigue.
Nickel-based alloys have found use in many applications — aerospace, nuclear, power generation, metal processing, medical, material processing, and chemical and petrochemical industries — thanks to their excellent resistance to deformation and corrosion in wide-ranging temperatures and environments. In gas turbines, material experiences thermal fatigue, high cycle fatigue, high temperature oxidation, and creep. One of the widely used nickel-based superalloys in hot section of gas turbines is a precipitation-hardened Alloy 718. The alloy’s superb weldability can ensure post weld cracking resistance, and better creep strength at up to 700oC, which makes the alloy suitable for manufacturing aerospace hardware via additive manufacturing. Presence of chromium gives the alloy ability to withstand sulfurizing, carburizing, and oxidizing conditions. Higher nickel maintains the face centered cubic (fcc) austenitic structure that provides enhanced high temperature fatigue strength, while presence of Nb, Ti, and Al promotes formation of precipitates that pin dislocations at elevated temperature. Chemical composition of Alloy 718 is shown in Table 1.

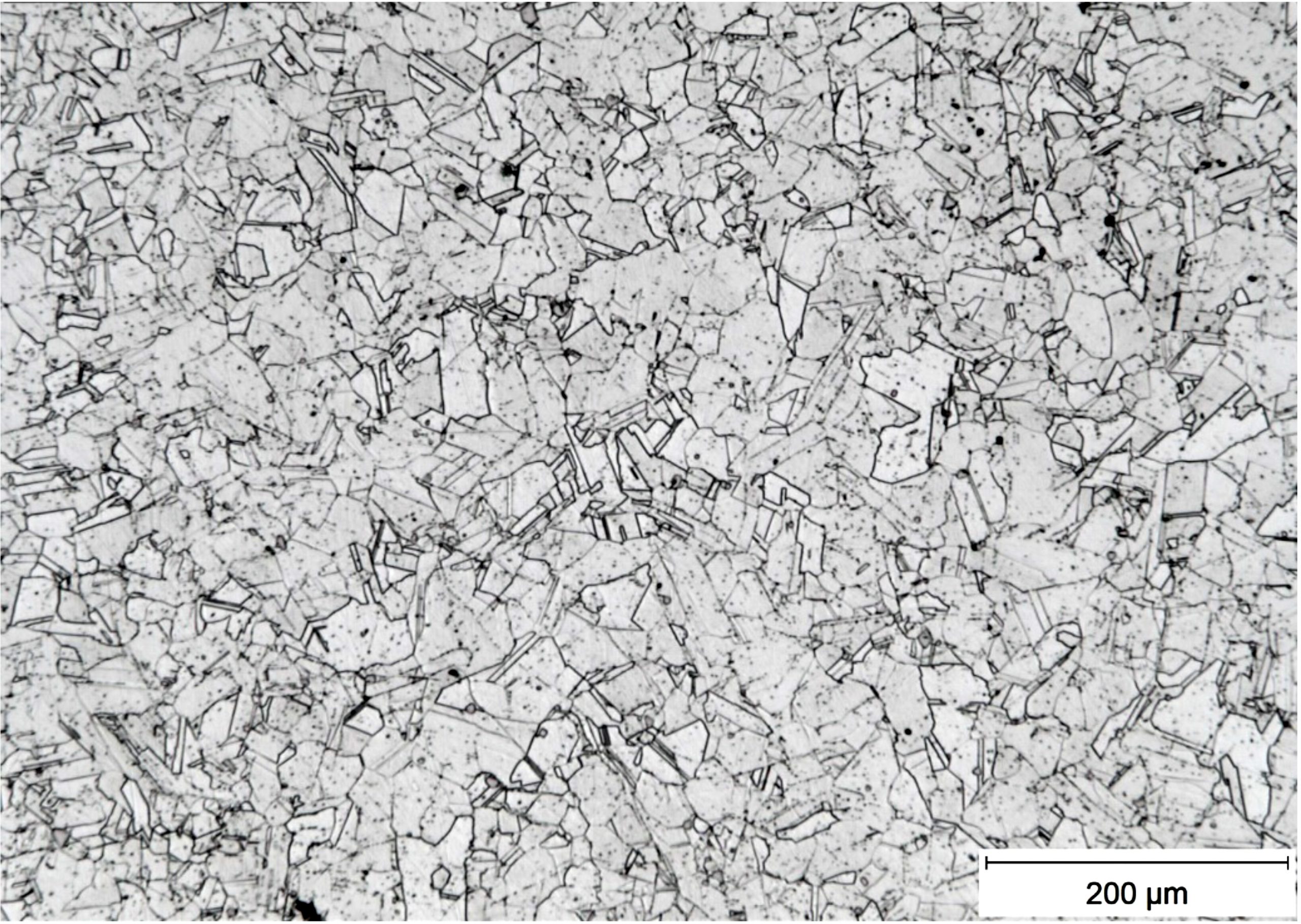
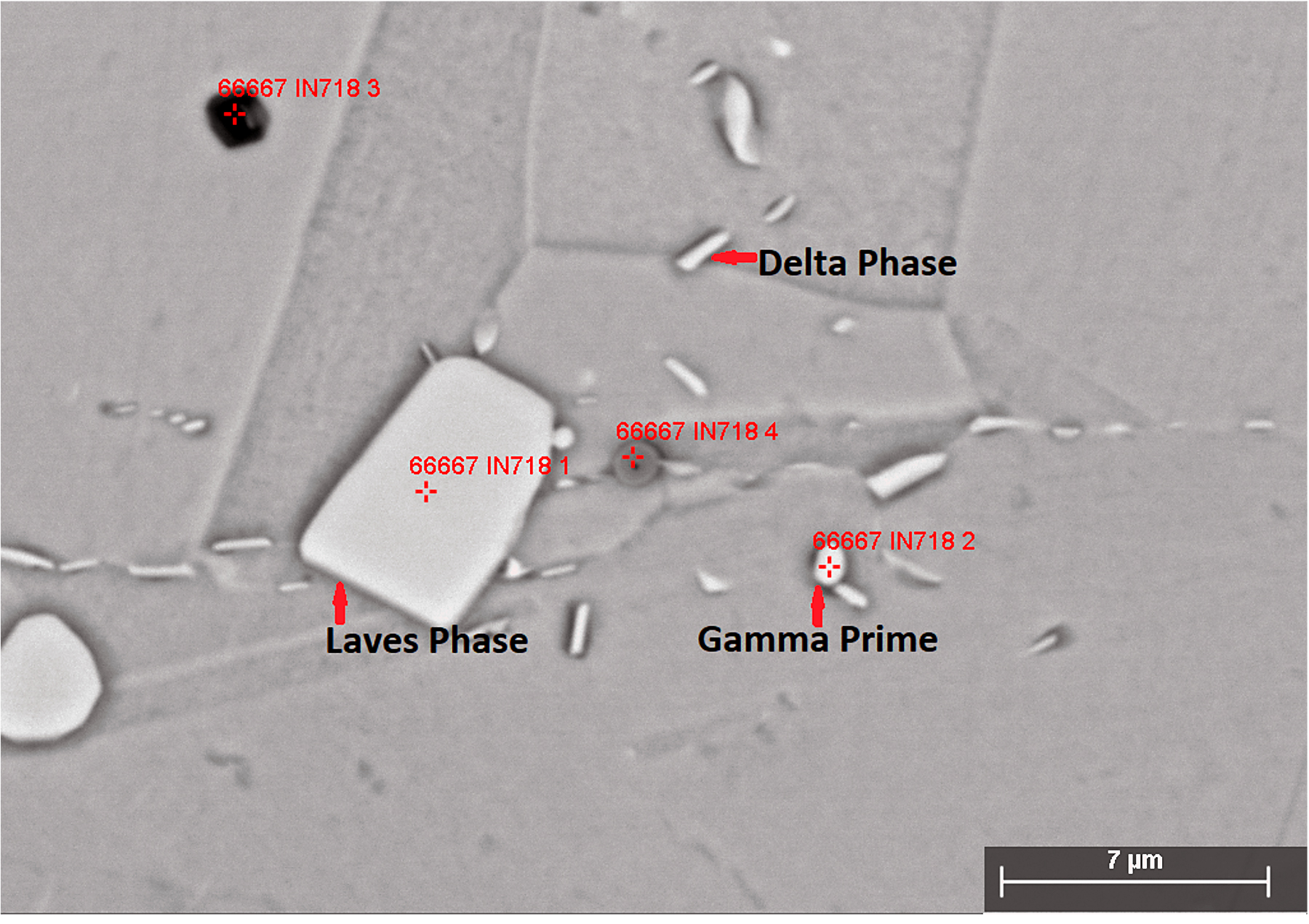
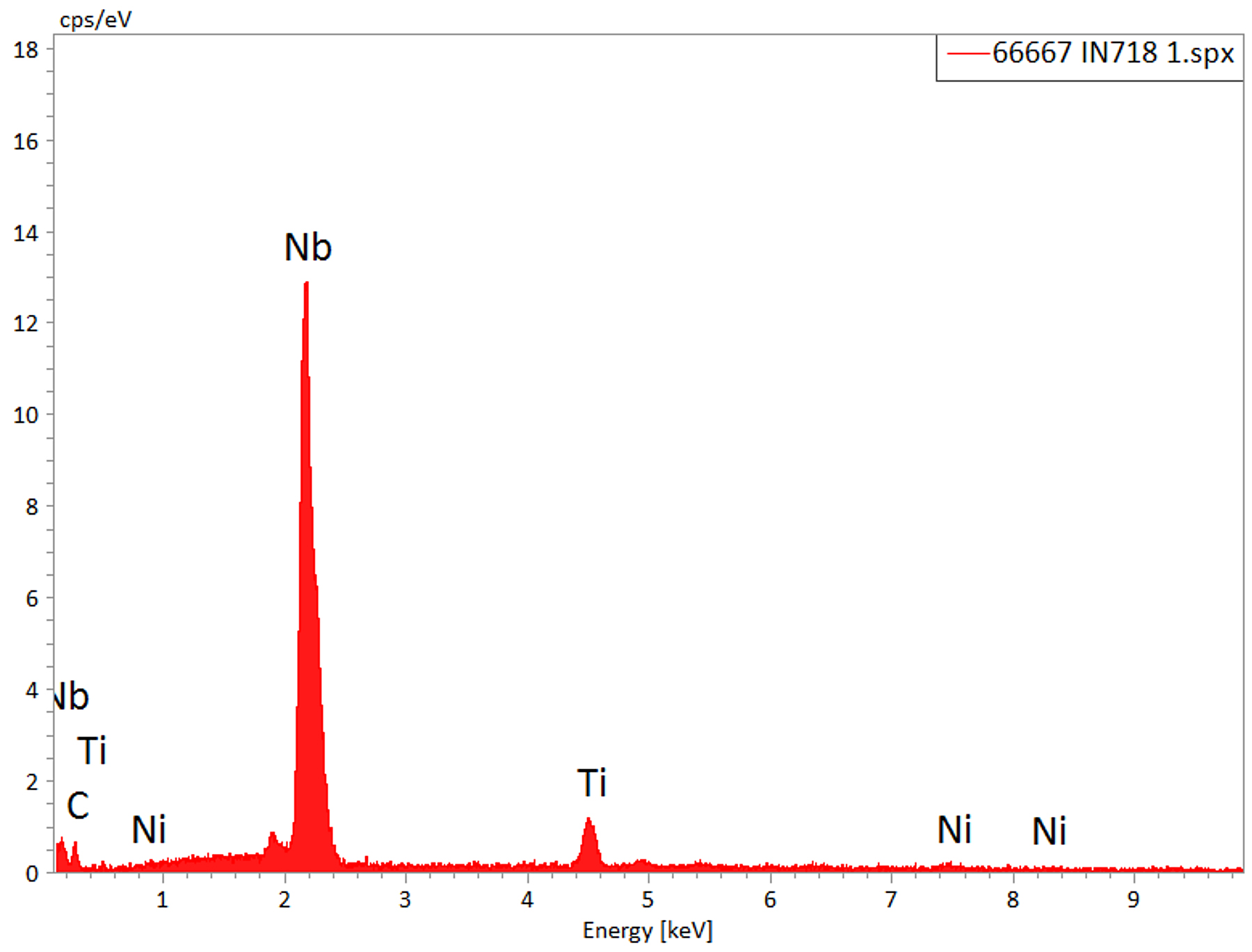
As-received microstructure having uniform, equiaxed ASTM grain size of 6.5 is shown in Figure 1. Presence of large grain size showing grain growth and twin is indicative of higher solutionizing temperature and slower cooling rate. The alloy forms a variety of phases, as shown in Figure 2, such as fcc γ’ (Ni3(AlTi,Nb)), metastable body centered tetragonal (bct) γ’’ (Ni3Nb), orthorhombic delta (δ) precipitates (Ni3Nb) and other fcc metallic carbonitride ((NbTi)(CN)). γ’ and γ’’ formed during post heat treatment are the primary precipitates that enhance high temperature strength by impeding dislocation flow. The gamma prime has coherent interface with the gamma phase due to low lattice parameter resulting in low interfacial energy. The size and distribution of the gamma prime play a crucial role in mechanical properties. Smaller precipitates in larger quantity in a grain are more effective in withstanding plastic deformation than the ones in grain boundaries. The γ’ phase in as-received condition is spherical but the morphology changes during thermal processes and ageing from sphere to cube and dentritic. On the other hand, cooling of the alloy from solvus temperature also dictates the morphology, size distribution, and their volume fraction. Bimodal size distribution of the precipitate has better high temperature, high cycle fatigue properties [1]. Presence and distribution of δ phase and metallic carbonitride add to precipitation hardening mechanisms but are depending on materials processing. The needle-shaped δ phase is predominantly located at the grain boundaries and triple-points, as seen in Figure 2. Higher solutioning temperature helps dissolve δ phase. The alloy, when overaged at higher temperature, forms detrimental precipitates like hexagonal Laves phase ((NiFeCr)2NbMoTi), shown in Figure 3, which leaches NiFeCr away from the matrix; thus, weakening the solid solution and precipitates strengthening of the alloy.
Gopikrishna et al. [2] observed that high cycle fatigue life increased in finer grain sizes for both smooth and notch specimen tested at room temperature and 650oC. Delta phase, which was predominantly located at the grain boundaries, had no effect on high cycle fatigue life. Thus, the morphology of fractured surface appeared transgranular in nature. For heat treatment carried out above 1,085oC, slower cooling rate and stress intensity factor (∆K) levels above 40 MPa , high fatigue crack propagation was observed. Slower cooling rate promotes formation of delta phase due to nucleation and growth. Prevalence of δ phase support void formation, coalescence, and accelerated crack growth [3]. Fatigue failure related to high volume fraction of delta phase has high crack growth rate (da/dN) and the fracture surface has intergranular morphology. Chang [4] conducted fatigue testing at temperature range of 400 to 660oC with various sinusoidal frequency of 0.33 Hz, 0.0055 Hz, and 0.33 Hz + 177 s hold time at each maximum load to evaluate cycle-dependent and time-dependent fatigue crack behavior. In fine grain samples fatigued at 0.33 Hz + 177s and temperature range of 400 – 593oC in air, da/dN increased by about 10X compared to 0.33Hz. Similar da/dN were observed for coarse grain as well. For ∆K of 23 MPa, 28 MPa and 33 MPa at above mentioned frequencies, increase in da/dN was observed for a coarse grain vs a fine grain microstructure. The increase was significantly higher in fast fatigue conditions of 28 MPa and 33 MPa ∆K. The coarse grain indicated lower volume fraction of γ’ and γ’’, and increased presence of δ and Laves phases, as shown in Figure 2, which lead to transgranular fracture morphology. Laves phase pulls Nb out of solid solution and leaves the matrix devoid of beneficial γ’ and γ’’; thus, weakening the precipitation strengthening mechanism. While prevalence of coarse δ phase on grain boundaries and triple-point promotes particle de-cohesion and are not effective in pinning dislocation, control of detrimental phases such as Laves and δ, and grain size are vital in maintaining the high temperature strength of the alloy.
References
- T. Rojhirunsakool, “Gamma Prime Precipitation Mechanisms and Solute Partitioning in Ni-base Alloys,” Ph.D. diss., University of North Texas, 2014
- D. Gopikrishna, S.N. Jha, and L.N. Dash, “Influence of Microstructure on Fatigue Properties of Alloy 718,” Superalloys 718, 625, 706 and Various Derivatives, TMS, 567-573, 1997.
- W.J. Mills and C.M. Brown, “Fatigue Fracture Surface Morphology for Alloy 718,” Superalloys 718, 625, 706, and Various Derivatives, TMS, 511-522, 2001
- K-M. Chang, “Metallurgical Control of Fatigue Crack Propagation in Alloy 718,” Superalloys 718, 625, and Various Derivatives, TMS, 447-456, 1991







 general practice for CQI-9 and AMS2750E")





