







Oxide-oxide ceramic matrix composites are gaining increasing attention as a mainstream material option for high-temperature components in the aerospace and advanced energy sectors. As the material moves from bench to production, cost reductions are required to ensure the solutions are market-competitive with titanium and other high temperature alloys. In parallel, a more comprehensive portfolio of fabric geometries and data is desirable to enable flexibility in both engineering and design. 3M, maker of Nextel™ ceramic fibers, joins CMC pre-preg developer and manufacturer, Axiom Materials, Inc., and CMC parts designer and fabricator, Composites Horizons, in developing data for the present work. The team jointly compares the properties of Oxide-Oxide CMCs fabricated from conventional Nextel fabric architectures with those of new, lower-cost fabric designs.
Introduction
Oxide-oxide ceramic matrix composites (OxOx CMCs) now have significant application momentum in oxidation-sensitive component applications, yet both the transition to OxOx CMC, as well as the engineering of new OxOx CMC hardware, has been gradual as a result of its high cost relative to conventional materials or as an element of any new component design. The global market for OxOx CMC components is positioned for near-term growth and on the cusp of mainstream adoption provided that reasonable cost profiles can be achieved. Particularly in the case of the aerospace sector, cost reduction initiatives have become especially high-priority as the OxOx CMC cost/value proposition crosses that of machined titanium components for turbine engine and other high-temperature hardware. The present work seeks to provide engineering solutions for cost-conscious OxOx CMC design through (a) the development of lower cost fiber and fabric architectures and (b) characterization of their physical and mechanical properties.
Indeed, there is precedent in using higher denier fibers and fabrics to achieve reduced costs. Similar trends have been observed for carbon-fiber composites, which has progressed from 1k and 3k fibers initially, to upward beyond 50k fibers to reduce the cost of finished components [1]. Like carbon components, costs associated with the manufacturing process for OxOx CMC components are weighted heavily toward the cost of the fiber and/or fabric. Insofar as these costs can be reduced, component level costs can likewise be reduced. To date, most OxOx CMC technical property data and research has been based on the use of NextelTM 610 and 720 fibers [2-7], and most notably styles DF-11 and EF-11 (1,500 denier). The 1,500 denier yarns are the finest produced commercially and are the most expensive fibers from a manufacturing standpoint due to small fiber bundle size and high demand placed on fiber manufacturing lines. 3M has demonstrated that higher denier yarns may be made by increasing the number of filaments in the tow bundle and keeping the individual filament diameters similar [8], which results in a significant cost advantage in fiber production. As the cost savings available from higher deniers of the Nextel fibers are of primary interest, relative costs of various fiber deniers are presented in Figure 2. The fiber types used in the present study for both grades Nextel 610 and 720 are 1,500, 3,000, 4,500, and 10,000 denier.
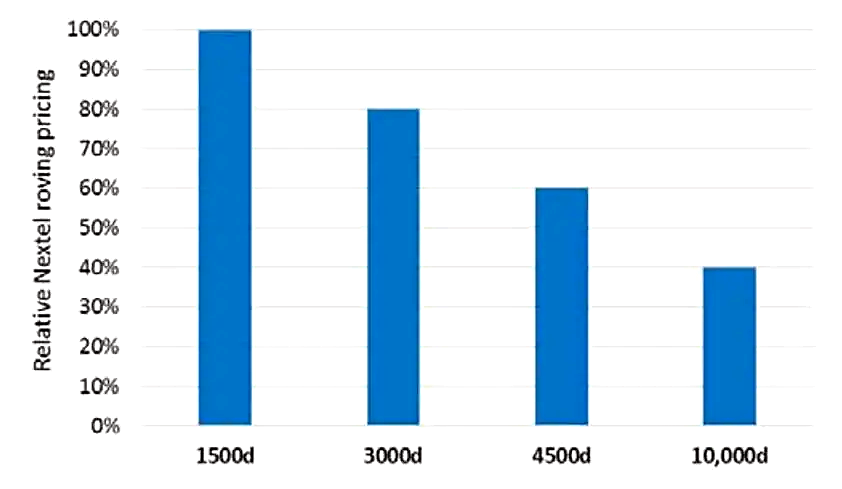
Figure 1 expresses the 1,500 denier fibers as 100 percent, and each higher denier is reported as a lower percentage of the 1,500 denier price. The comparative pricing shows that fiber costs can be significantly reduced in transitioning to higher denier fiber tows. Further, it is worth noting that changes at the fiber level also have the potential to affect cost and other points in the supply chain. Figure 2 expresses the typical flow of large-volume OxOx CMC supply chain from fiber manufacturing to finished component.

Weaving costs, for example, can be reduced through the use of higher denier yarn configurations, simpler weaving patterning and setup, or reduced total yardages in the case of heavier fabric architectures. Pre-pregging costs can likewise be reduced with heavier fabrics (lower overall yardage), as would part fabrication costs (reduced layup and yardage). Therefore, from a holistic supply chain standpoint, additional cost savings are expected through the use of modified fibers and fabrics.
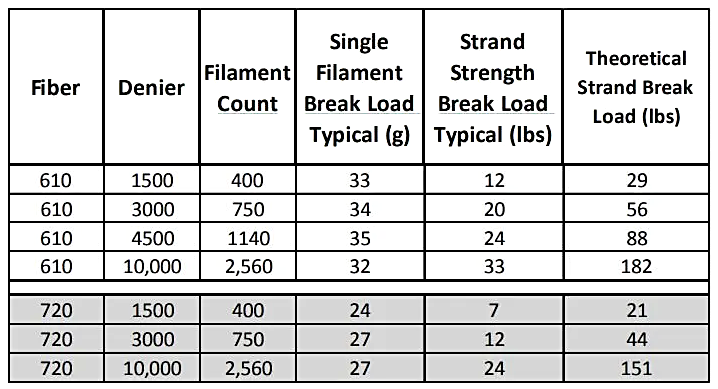
In preparation for the present study, a variety of woven fabrics was designed from various deniers of both 3M™ Nextel™ 610 and 720 fiber. Nextel 610 is >99% alpha alumina, which is the higher strength fiber, and 720 is an 85% alpha alumina and 15% silica, which as fired is a mix of alpha alumina and mullite, making it the more refractory fiber [8]. A presentation of mechanical properties of base fiber tows at various deniers is of value in order to interpret the greater implication of their use in the fabrics. Table 1 expresses the fibers used in the present study, alongside their reported breaking strengths. Typical single filament and strand strengths are listed from historical process data.
By keeping the nominal diameter of each filament the same, the breaking load of the filament is independent of denier from 1,500 to 10,000 denier. However, with the number of filaments increasing in each tow, measuring the strength of each tow becomes more problematic. Test method ASTM 2256 is followed where pneumatic grips are used to clamp the tow. With 1,500 and 3,000 denier a typical brittle ceramic break can be observed. As the filament count increases beyond 3,000 denier, the test curves indicate that not all the filaments are breaking at the same time. Because of the strand break load testing characteristics as shown in Table 1, fiber properties are based on the single filament break loads, crystal size, and crystal phase. A comparison of the single filament test results show the fundamental fiber quality is comparable for low and high denier.
As single filament breaking strength is relatively unaffected by higher denier yarn production, higher denier tows are in turn expected to be usable in the woven fabrics of OxOx CMCs to achieve similar performance to lower denier tows. Since much of the early research activity started from 1,500 denier fabric (DF-11 and EF-11), new fabric architectures were largely based around the approximate fiber volume and thickness of DF-11 and EF-11, with some exceptions to explore boundaries. Nascent near-property offsets to DF-11 and EF-11 include DF-11-10,14,17 and EF-11-13,14,16,17, which were prepared from 3,000 and 4,500 denier yarns. In addition to offsets for the 1,500 denier fabric, other fabrics in the test matrix explore an increased amount of fiber in each direction of the weave, in turn helping to determine the effect on composite properties using thicker and/or fewer plies. Lastly, for 3M™ Nextel™ 720 a unidirectional-type fabric (EF-20) was prepared, where the bulk of the fiber is 10,000 denier in the warp direction. For EF-20, 1,500 denier is used at a much lower pick count in the fill direction to give the fabric enough stability to be handled and pre-pregged.
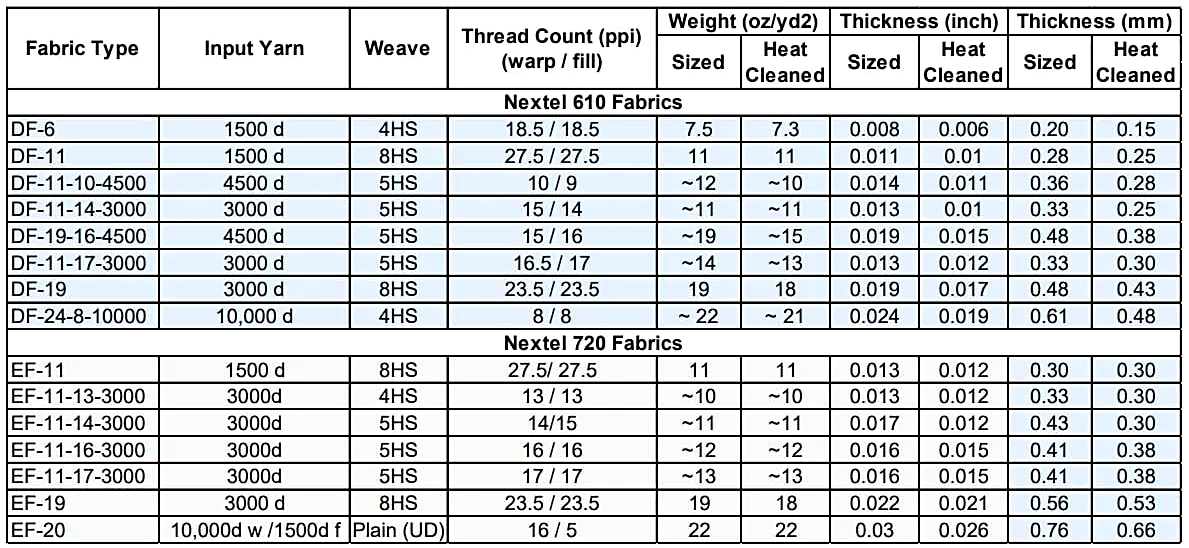
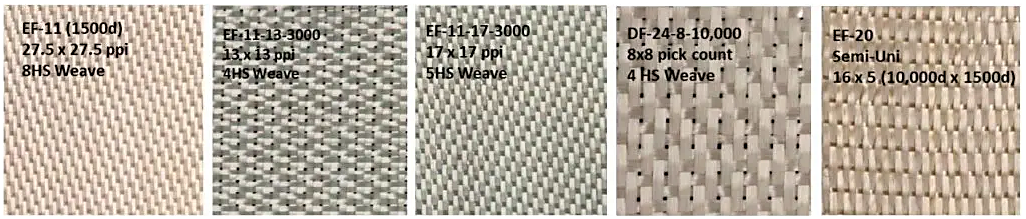
Table 2 presents a summary of the properties of the uncoated ceramic fabrics used in the present study. Photos of select fabrics, presented in Figure 3, show the visual differences observed when changing deniers and pick counts (tows/in). Fabric EF-11 (identical to DF-11 in construction) is the fabric to which others should be compared. In the 3,000 denier and DF-24-8-10,000 fabrics, the expectation is the tows will spread after the sizing is burned away to make a more uniform fabric without open spaces between tows. Fabrics have balanced 4 to 8 harness satin (HS) weaves except for EF-20, which is the semi-unidirectional (UD) fabric.
With consideration toward the cost benefits of increased fiber denier, and on supply chain savings through modified fabric architectures, this study explores the effects of higher denier fibers and fabric architectures on the resultant composite properties.
Experimental
Fabrics of Nextel 610 and Nextel 720 described in Table 2 were woven and heat cleaned. Fabrics were coated to a known matrix content with proprietary ceramic slurries formulated and blended at Axiom Materials, Inc. and Composites Horizons using laboratory-based coating techniques. For Nextel 610 fabrics, an aluminum-silicate slurry was used. For Nextel 720 fabrics, an alumina slurry was used. Matrix absorption and fabric handling characteristics were observed and recorded. Pre-pregged fabrics were laid up at Composites Horizons into multi-ply 0°/90° laminates with a target thickness of 0.100-0.130 inches (2.5-3.3 mm). EF-20 was laid up into a 0° laminate because of its unidirectional weave pattern. Automated coating behavior for DF-11, DF-19, EF-11, EF-19, and EF-20 were independently explored using a single pass solution pre-preg treater at Axiom Materials, Inc. Laboratory-coated laminates were processed via autoclave cure and sintered at Composites Horizons. Physical properties were evaluated including fiber volume, matrix volume, porosity, density, and per-ply thickness. Laminates were cut into specimens for testing of flexural properties per ASTM C1341, interlaminar shear properties per ASTM D2344 and tension properties per ASTM C1275. In order to evaluate the thermal effects, tension properties of Nextel 610 composites were tested after aging at 900°C, 1,050°C, and 1,150°C (each at 10hr, 100hr, and 500hr exposures), and tension properties of Nextel 720 composites were tested after aging at 1,100°C, 1,200°C, and 1,275°C (each at 10hr, 100hr, and 200hr). Mechanical tests were conducted at 3M, Axiom Materials Inc., and Exova laboratories. Round-robin testing was also conducted to assess laboratory biases for interlaminar shear and tension.
Results and discussion
Upon initial weaving, sized fabrics of heavier deniers appeared to have more fiber gapping than weave patterns of 1,500 denier. However, it was observed that the heat-cleaning (desizing) operation had a significant impact on relaxing the fabric tows and spreading them out into a more even plane with greater coverage. This was an important discovery because the presence of rounder, unspread tow bundles of higher denier have the potential to affect the properties of the resultant composite due to inconsistent microstructure and/or increased thicknesses. This is similarly observed in comparing heat-cleaned thicknesses with sized thicknesses in Table 2. The extent to which the heavier denier and weave pattern fabrics accept ceramic matrix impregnation was also evaluated. It was observed that all fabrics identified in Table 2 were readily impregnable in the laboratory with relative ease. Further, automated pre-pregging operations using ceramic slurries were conducted on DF-19 (3,000 denier 3M™ Nextel™ 610), and EF-19 (3,000 denier Nextel 720), and EF-20 (10,000 denier Nextel 720), all of which demonstrated good impregnation performance and handling through the treating equipment, and little difficulty in roll winding or packaging. The expectation is that fabrics having as high as 20,000 denier could be pre-pregged using automated methods with relative ease. Evaluating pre-preg drape characteristics is likewise central in determining if modified fabric architectures are suitable for largescale production. Base assessment of pre-preg drape characteristics indicated that all fabrics of 3,000 denier or lower were not of concern during layup for radii of 1” (25mm) or greater, including fabric styles DF-19 and EF-19. DF-19-16-4500 exhibited fiber resistance and breaking and is suggested for components with gentler radii. Lastly, it was determined that 10,000 denier semi-unidirectional fabric EF-20 was able to be contoured in the 90° direction (perpendicular to dominant fibers) for tubular structures of about 1” (25mm) or greater.
Composite laminate properties are presented in Tables 3 and 4. The characterization of laminate properties provides insight into finished composite laminate quality and microstructure, as well as standard properties such as density, ply count, and dimension.

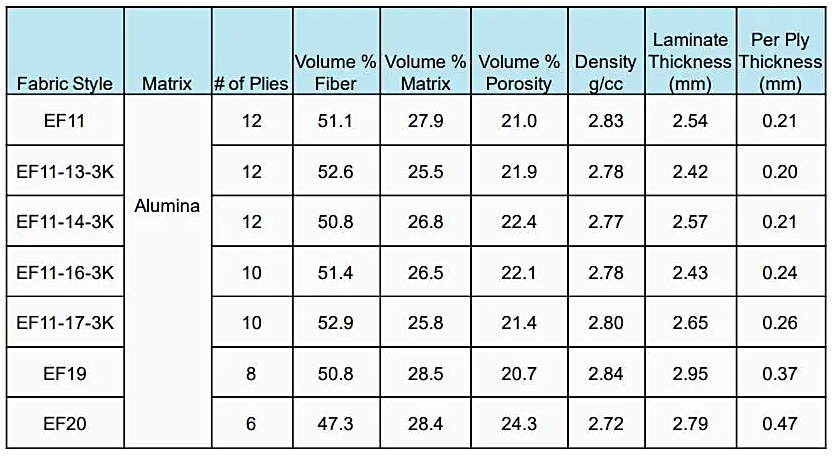
To the degree that properties are outside of general expectations, physical properties can also indicate the presence of any improperly prepared or processed laminates. No unusual characteristics were observed for any of the fiber deniers or fabric geometries evaluated. Even at relatively thicker fabrics and higher fiber deniers, similarity was observed in porosity content, matrix content, and density. Volumetric properties were within normal ranges of experimental and measurement variance error.
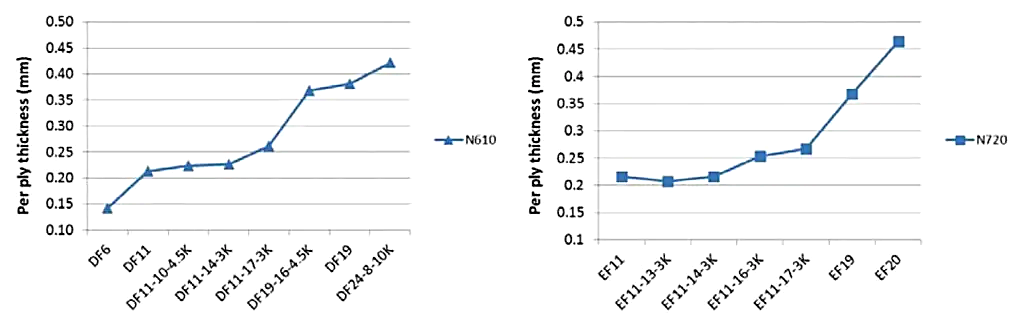
Per ply thicknesses (PPT), of value from a design perspective, are plotted in Figure 4. Comparisons may been be drawn between heat-cleaned fabric thickness (refer to Table 2), and postprocessed, composite PPTs. The data indicates that a reduction in PPT between heat-cleaned fabrics and finished part component readings can be expected, although variation in the change is significant and deemed to be largely geometry-dependent and affected by the behavior of both (a) the fibers laying down during composite processing, and (b) the flow and behavior of the matrix around the fiber. The composite thicknesses are useful to the part designer in determining the number of plies of a particular fabric style to use in costing and/or engineering OxOx CMC components. Composite thicknesses also provide framework for establishing cost per unit thickness of components using various prepregs.
In order to provide some understanding of composite microstructure, SEM images were taken of various composite laminates in the present study, and are presented in Figures 5-8.
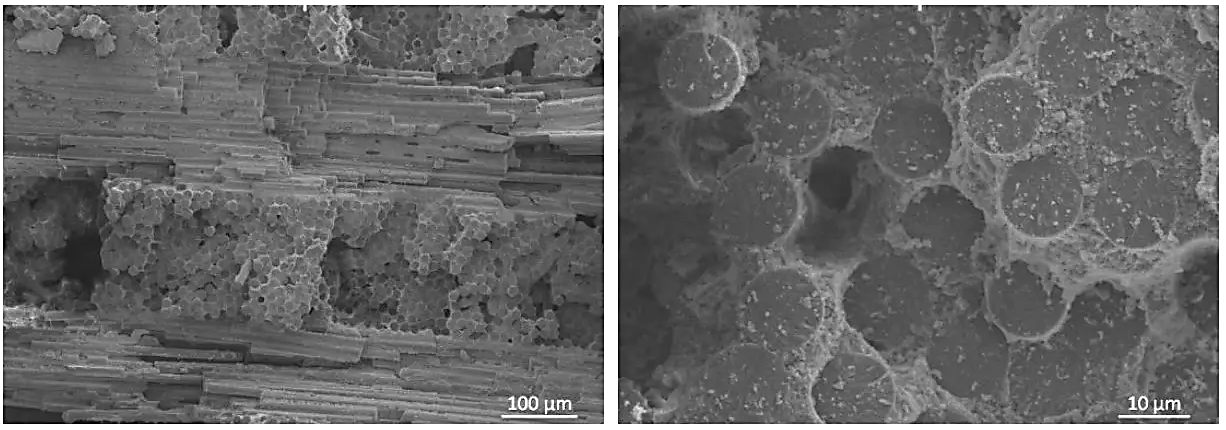


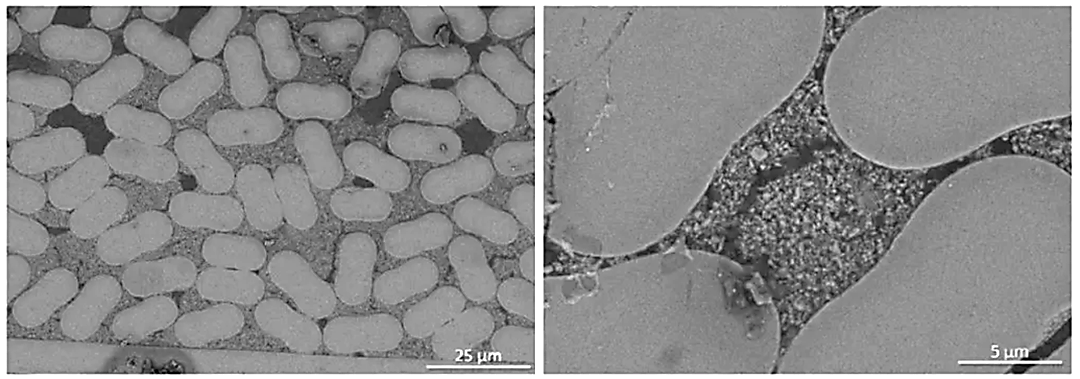
The images are polished cross sections that show both the matrix and the fibers. What is obvious is the shape of the fiber changing from round to more of an oval to dog-bone shape as the denier increases. This is the result of a drying phenomenon that occurs when the fibers are spun during initial manufacturing. As is shown in Table 1, the single filament strength is not affected by the shape change of the fibers at higher deniers.
Nextel 610 OxOx CMC results: Ambient-temperature mechanical property data collected on OxOx CMC produced from various Nextel 610 fabrics are presented in Figures 9 and 10.
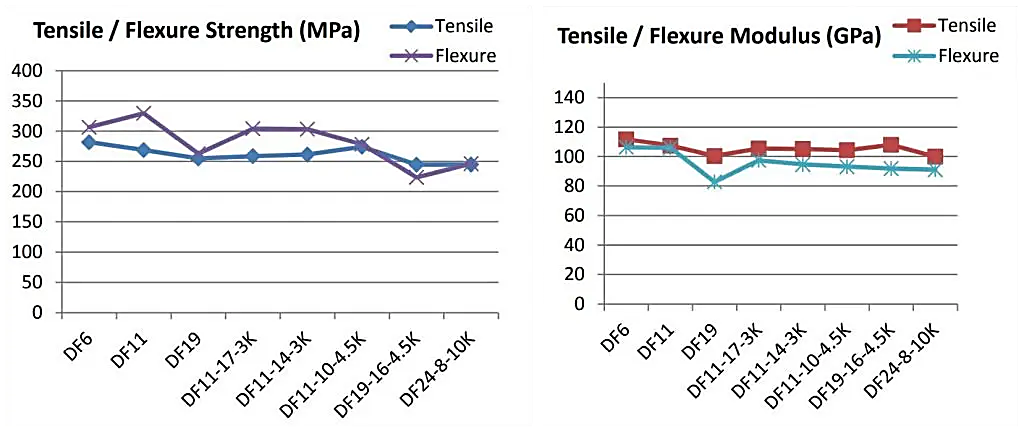
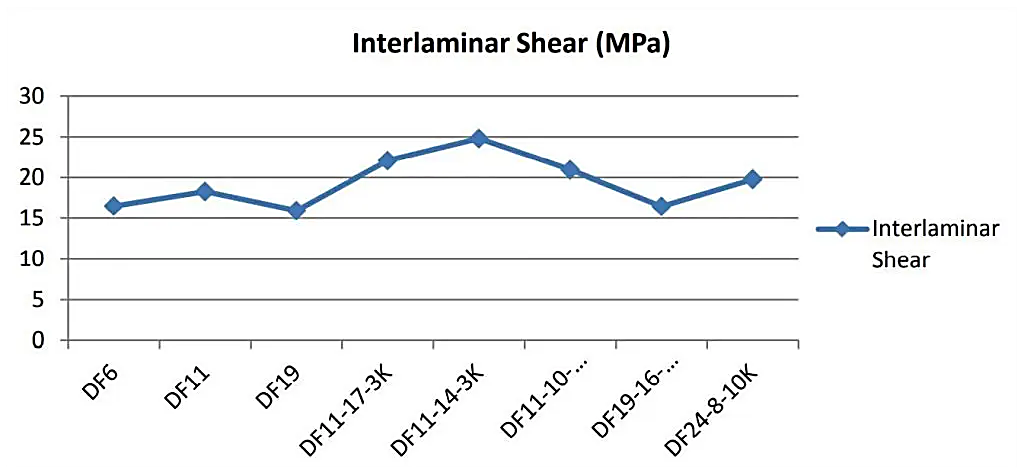
Both tensile data and flexural data indicate a mild downward trend with increasing fabric thickness and/or denier. What is significant about both tensile and flexural properties is that they suffer less degradation for higher denier and/or thicker weaves than was the expectation at the onset of this research. Properties remained relatively constant, despite drastic changes in filament geometry and fabric architecture. Interlaminar shear properties appear generally unaffected in Nextel 610 OxOx CMC laminates of heavier architecture, although there is some scatter in the data. The assumption for interlaminar shear properties was that an increase in the variation in composite microstructure would track with an increase in fiber denier and, in turn, a decline in properties, but this was not observed.
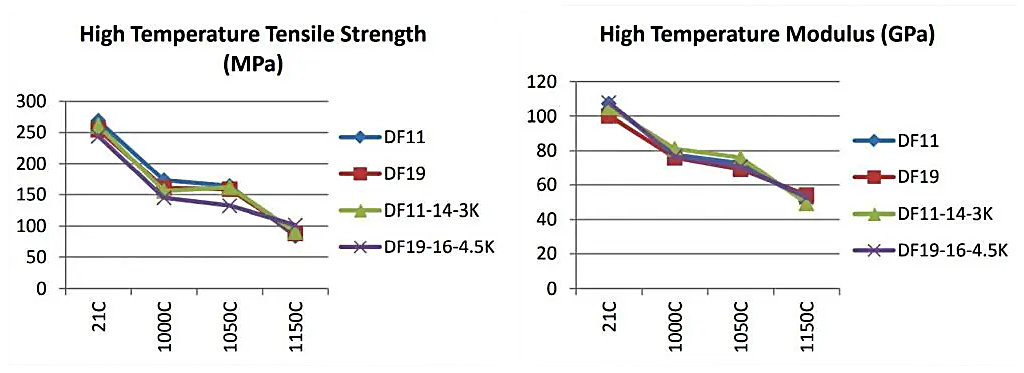
Thermal aging data and high-temperature test data are presented for Nextel 610 OxOx CMC in Figures 11 and 12, respectively. The impact of thermal aging on tension strength after various aging times and temperatures is in alignment with historical data for Nextel 610 fiber performance, which suggest a decline in fiber mechanical performance whose occurrence begins at approximately 900-1,000°C [9]. Tensile data at various temperatures is also in alignment with fiber performance expectation, where a decline in strength can be expected to correspond directly to temperature [9]. Notably, data trends are tight and relatively independent of fiber denier or weave pattern.

Nextel 720 OxOx CMC results: Ambient-temperature mechanical property data collected on OxOx CMC produced from various Nextel 720 fabrics are presented in Figures 13 and 14. Tension and flexural data indicate a stable trend with increasing fabric thickness and/or denier for balanced-weave fabric composites. EF-20, a unidirectional fabric of unbalanced weave, should not be considered in assessing trends. Similar to Nextel 610 composites, Nextel 720 OxOx CMCs do not appear to have significant mechanical property reduction for increased thicknesses or deniers.
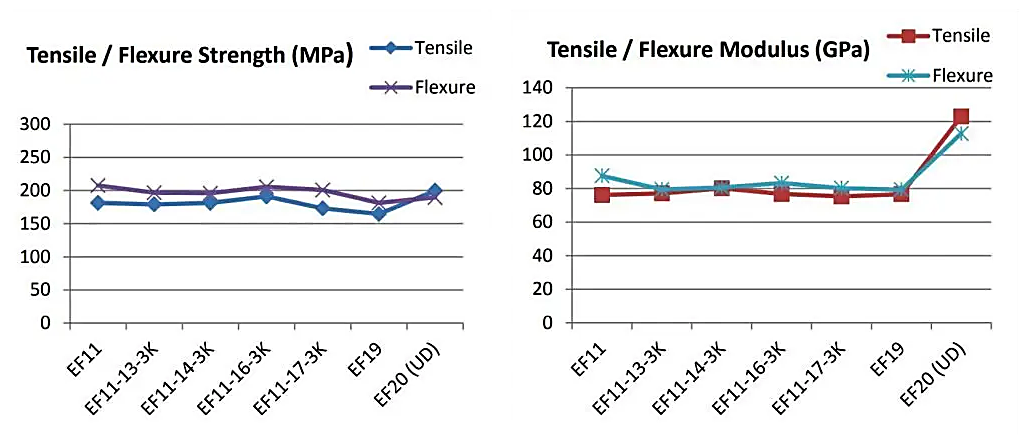

Nextel 720 OxOx CMC interlaminar shear properties followed a similar flat trend to Nextel 610 in properties, although slightly upward with weight/fiber denier in this case. In drawing a relative comparison to the industry-standard EF-11 fabric, results presented for tension, flexural, and interlaminar shear properties are similar to those of heavier denier and courser weave fabrics. In the case of EF-20 semi-unidirectional fabric, the results for tensile and flexural modulus and interlaminar shear properties are in alignment with the general expectation of increased values in the 0° direction relative to same-thickness laminates of balanced weave. Tensile and flexural strength properties did not meet the expectation of an increase in strength for the additional fiber aligned with test direction.
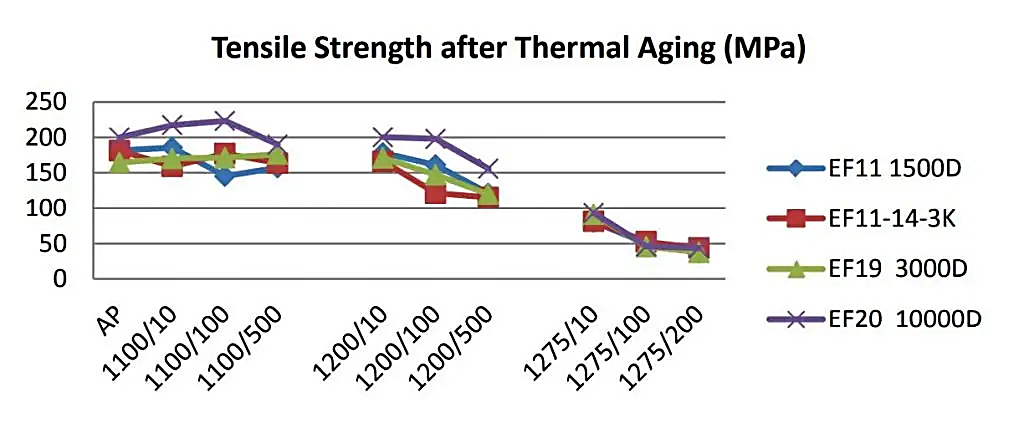
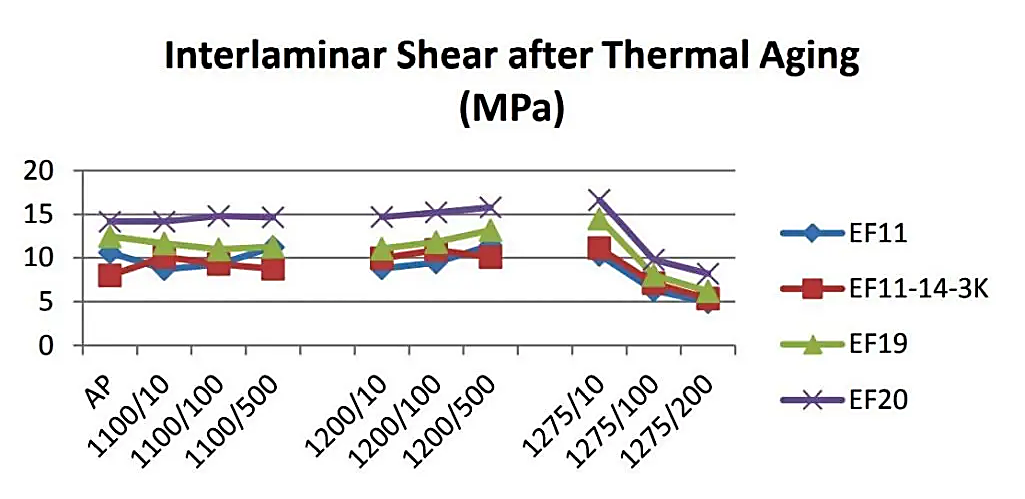
The impact of thermal aging on tension and interlaminar shear properties is presented for Nextel 720 OxOx CMC laminates after various aging times and temperatures in Figures 15 and 16. Results for tension are in alignment with expectations for fiber strength performance, which is reported to decline at or about 1,100 to 1,200°C [9]. Interlaminar shear data at various temperature aging suggests long-term property reduction onset at approximately 1,250°C. Data trends are for both properties are relatively independent of fiber denier or weave pattern.
Interlaboratory testing: Round-robin testing was conducted between various laboratories to identify any expectations of bias for tensile and interlaminar shear data. Data are presented in Figure 17.

Site-to-site comparability for tensile strength was reasonable, while there was significant scatter for interlaminar shear data. Based on the variation in shear data recorded for this study, it is recommended that the data presented for shear are used for comparative purposes rather than engineering or design purposes.
 Conclusion
Conclusion
Fiber and fabric architectures enabling significant component-level cost reductions for OxOx CMC have been presented. While primary cost savings are achieved at the fiber level, secondary benefits may also be realized at other points in the OxOx CMC supply chain in transitioning to the heavier fabric designs. OxOx CMC pre-pregs of higher-denier fabrics have been produced, evaluated, and converted into composites for mechanical characterization. Pre-preg layups may be completed on tight contours using up to 3,000 denier. Gentler geometries are advised for parts intended to be produced with 4,500 denier or above. Data and observations indicate that the transition to heavier denier yarns and architectures have relatively minimal effect on mechanical properties or on thermal stability of OxOx CMCs. Future research should be directed toward product standardization and design-quality data development for higher-denier fabrics to enable more flexibility in engineering design. It is recommended that part contours and layup characteristics are carefully considered in selecting the lowest cost fabric suitable for the application.
Acknowledgements
The authors acknowledge technical contributions from Jonathan Kemling, Moses Omafuaire, Adam Schendel, Mike Davidson, Giovanny Guanche, and Michelle Smith. This research was funded jointly by 3M, Axiom Materials, Inc., and Composites Horizons.
References
- Das, S., Warren, J., West, D., “Global Carbon Fiber Composites Supply Chain Competitive Analysis,” (2016) Oak Ridge National Laboratory Technical Report ORNL/SR-2016/100.
- Zok, F.W. “Developments in Oxide Fiber Composites,” (2006). J. of Am. Cer. Soc., 89[11] 3309-3324.
- Volkmann, E., Tushtev, K., Koch, D., Wilhelmi, C., Goring, J., Rezwan, K., (2015) “Assessment of three oxide/oxide ceramic matrix composites: Mechanical performance and effects of heat treatments,” Composites Part A: Applied Science and Manufacturing, 68, 19-28.
- Wilson, D.M., Visser, L.R. “High performance oxide fibers for metal and ceramic composites,” (2001) Composites – Part A: Applied Science and Manufacturing, 32 (8) 1143-1153.
- Wilson, D.M. “Statistical tensile strength of Nextel 610 and Nextel™ 720 fibres,” (1997) Journal of Materials Science, 32 (10), 2535-2542.
- Axiom Materials, Inc. AX-CMC-610 Technical Data Sheet. Revision Date 3/2/16
- Askarinejad, S., Rahbar, N., Sabelkin, V., Mall, S., “Mechanical behavior of notched oxide/oxide ceramic matrix composite in combustion environment: experiments and simulations,” (2015) Composite Structures, 127, 77-86.
- Taylor, M.D. “Chemistry and Manufacture of Alumina and Aluminosilicate Fibers,” (1999) Fine ceramic fibers, ed. M. Berger and A. Bunsell.
- 3M NextelTM Ceramic Textiles Technical Notebook, 11/04
About the authors
John Lincoln, Barrett Jackson, Amy Barnes, Aaron Beaber, and Larry Visser are with Axiom Materials, Inc.


















 general practice for CQI-9 and AMS2750E")





