








One of the most overlooked processes in heat treatment of steel parts is the transfer step where parts are moved from the heating furnace to the quenching system. During an air-transfer step, the surface of a hot steel part quickly loses heat to the environment through radiation and convective forces. Arguably, the austenitizing and quenching steps have more going on metallurgically, but the transfer step sets up a thermal gradient in the part that goes into the quench step.
From a modeling perspective, including the transfer step in the analysis is paramount to capturing the phase transformation timing during the quench step, which can have a significant effect on the distortion and residual stress prediction. Furthermore, the geometry of the part, or the chemistry of the steel, can increase the sensitivity the transfer step has on the final product. For an accurate heat-treatment simulation, the transfer step must be included in the analysis to capture the heat loss and provide more accurate results for distortion and residual stress.
Furnace operators often use infrared pyrometers during the transfer step to measure the temperature of the part going into the quench step. Experienced operators can estimate the temperature of the part surface by looking at the color of the part during the transfer, but these methods only provide a superficial measurement and cannot look into the part to see the steep thermal gradient from the surface.
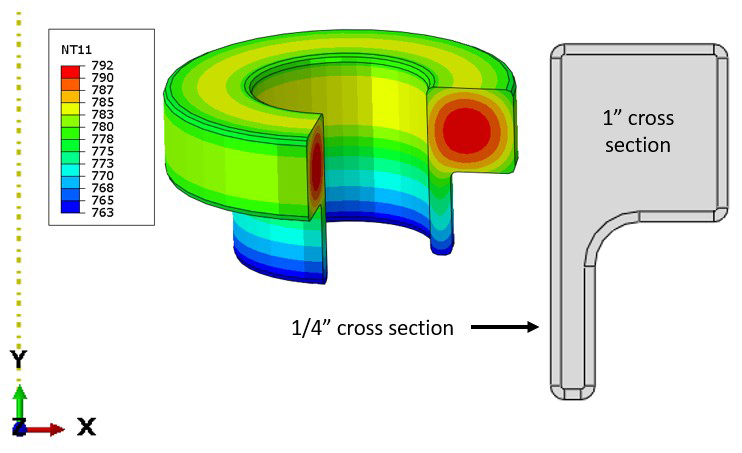
Simulation can provide more information about the overall temperature gradient in the part going into quench, including for different transfer times, capturing the effect of process consistency. This allows heat treaters to explore the interaction between material hardenability and processing conditions, helping to improve their understanding of their specific process. Low alloy parts, with thin cross sections, become especially sensitive to the timing of the transfer step. Due to their low hardenability these parts may start transforming from austenite to diffusive phases before getting to the quench, reducing their mechanical performance. Figure 1 shows an example part consisting of a one-inch cross section for the body and a quarter-inch cross section for the webbing. The figure also includes a temperature contour showing how the different sections would cool differently during air transfer.
Sensitivity analysis with HTP Sim
A case study was developed to look at the sensitivity to the duration of the transfer step on the final surface and core hardness in AISI 1020 alloy. A one-inch cylinder cross section and a quarter-inch cylinder cross section were used to represent different section thicknesses. The heat-treatment process was modeled in the HTP Sim utility from DANTE and the process steps are as follows:
- Furnace heating (2 hours – 800°C ambient).
- Air transfer (0-90 seconds – 400°C film temperature).
- Water quench (1/2 hour – 20°C water temperature).
- Air-cool to room temperature (1 hour at 20°C).
The hardness results for the one-inch cylinder models with transfer times starting at zero seconds (no transfer step) up to 90 seconds are shown in Figure 2. The results show the surface hardness of an integrated transfer of zero seconds of transfer time to be about 42.3 HRC, and the core hardness of 21.2 HRC. As transfer time increases, the surface hardness of the cylinder also increases, non-intuitively, until about 50 seconds of transfer time when the surface hardness reaches its peak of nearly 45 HRC (44.8 HRC).
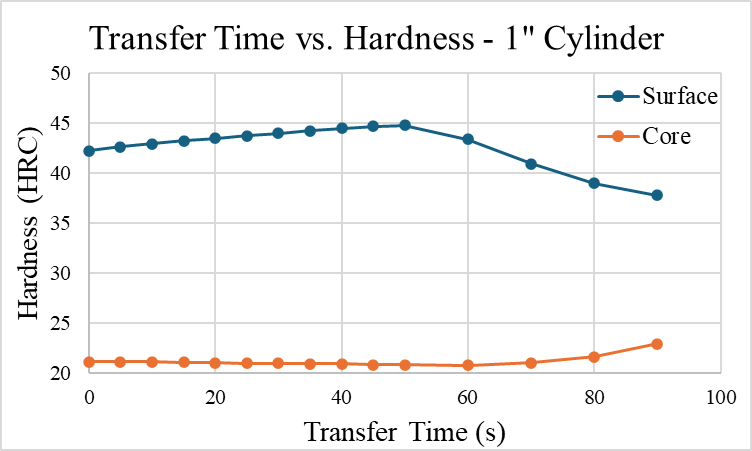
During the same time frame, the core hardness decreases slightly from 21.2 HRC with no transfer time to 20.8 HRC at 50 seconds of transfer time. After 50 seconds of transfer time, the surface begins to see a reduction of hardness from some diffusive transformation at the surface during the transfer reaching a minimum of 37.7 HRC after 90 seconds of transfer time. Conversely, the core shows some hardening as transfer time increases past 50 seconds, reaching a maximum of about 23 HRC with a transfer time of 90 seconds.
The reason for the increase in surface hardness up until 50 seconds can be explained by the heat loss at the surface of the part. As the surface cools during transfer, the very near surface is closer to the martensite start temperature allowing the surface to cool fast enough to form more martensite. After 50 seconds, the surface clips the “nose” of the ferrite transformation as it cools, forming some soft ferrite before the martensite transformation can begin.
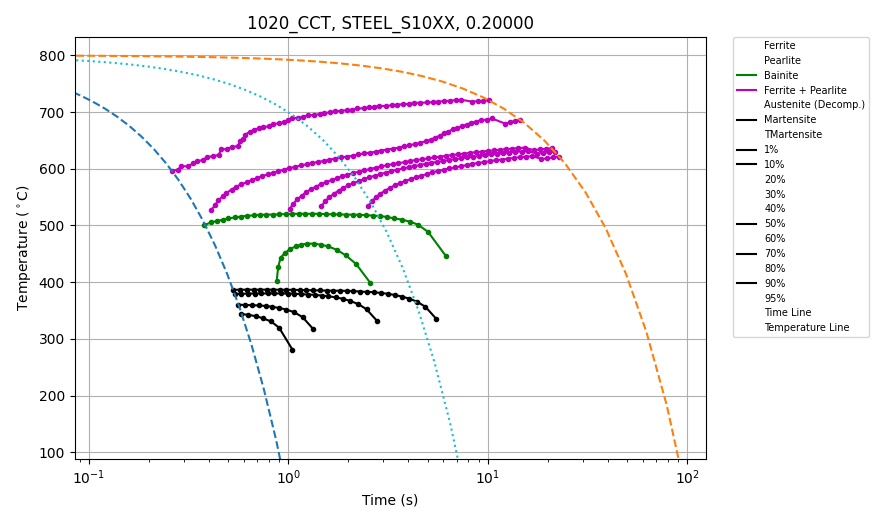
Longer transfer times produce more ferrite, reducing the surface hardness. For the core of the cylinder, the hardness remains relatively constant until the transfer time is sufficient to remove enough heat that the core can transform to phases other than ferrite and pearlite, such as bainite or even martensite, increasing the core hardness at the expense of surface hardness. Figure 3 shows a continuous cooling transformation (CCT) diagram of 1020 steel generated from the DANTE material database illustrating the phases that can be developed during different rates of cooling.
For the quarter-inch cylinder, shown in Figure 4, the surface and core hardness is relatively close, 46 HRC at the surface and 44 HRC in the core, with no transfer time. Due to the reduced section thickness, the cylinder cools more uniformly than the one-inch cylinder, reducing the hardness difference from surface to core.
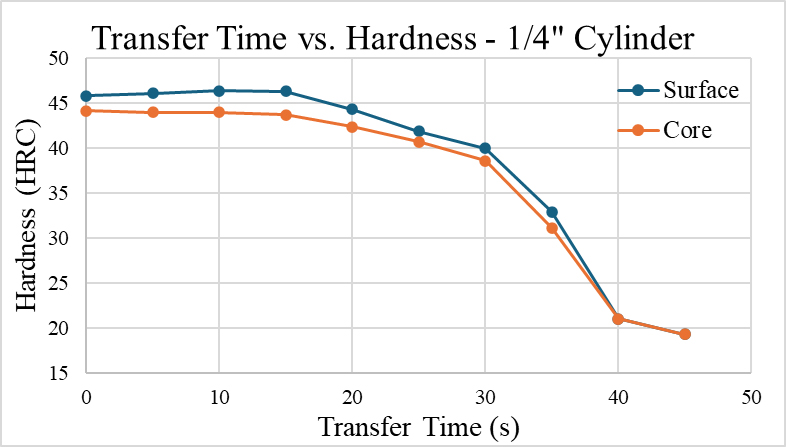
Again, the model shows a surface-hardening effect with increased transfer time up to 15 seconds, after which both the surface and the core hardness quickly drop with increased transfer time. After about 40 seconds of transfer time, the surface and core hardness are equal at about 21 HRC.
Compared to the one-inch cylinder, the thin cylinder section is much more sensitive to transfer time. The one-inch cylinder model showed an increase in surface hardness up to 50 seconds, while the thin section cylinder hardness was already severely reduced after 20 seconds of transfer time. With parts that include thin and thick sections, the transfer time consistency becomes an increasing concern to balance these regions.
Conclusion
This work demonstrates that the often-overlooked air-transfer step between furnace heating and quenching plays a critical role in determining final hardness and phase composition in heat-treated steel components. Through simulation, a sensitivity study on AISI 1020 cylinders of varying section thickness revealed that transfer time fundamentally alters thermal gradients entering the quench, shifting phase transformation behavior at both the surface and core.
Thick sections exhibited a non-intuitive increase in surface hardness with moderate transfer times before declining due to diffusive transformations. Meanwhile, thin sections proved highly sensitive, with hardness rapidly deteriorating after short delays. These results highlight that part geometry and hardenability amplify the metallurgical consequences of transfer conditions. For an accurate heat-treatment simulation, the transfer step must be included in the analysis to capture the heat loss and provide more accurate results for distortion and residual stress. By incorporating this step, simulations more closely represent real-world processing conditions, enabling engineers to better predict material response, optimize cycle parameters, and ensure consistent mechanical performance across complex geometries. The transfer step may be brief in time, but the thermal gradient it sets up prior to quenching may have a significant impact on the final hardness and overall heat treat response of a part.







 general practice for CQI-9 and AMS2750E")




