







These aspects are not just requested, but increasingly required by industrial clients looking to install new thermal systems or expand or enhance existing processes at their manufacturing facilities. This was particularly true of a global manufacturer for the aerospace industry in need of a custom-designed, fully automated heat treatment and material handling system. In early discussions with DentonTSI™ thermal solutions by O’Brien & Gere, this manufacturer presented an ongoing challenge: As a supplier of aircraft components, its new process had to meet the requirements of Aerospace Material Specification 2750 (AMS-2750) and be capable of achieving National Aerospace and Defense Contractors Accreditation Program (NADCAP) certification.
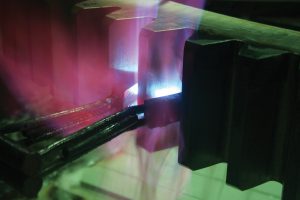
Adding to the manufacturer’s challenge was the manual operation of its existing process. Just two production staff members moved parts weighing up to 50 lbs. into a 2,200˚F furnace. Once the temperature was reached, the production staffers continued the manual process by pulling parts from the furnace with tongs and transferring them to a quench for rapid cooling. In between the furnace and quench, heat was lost during the manual transfer to the press. This labor-intensive process needed to be safer to mitigate employee health risk and improved to eliminate time and quality issues associated with manual operation.
To improve production safety, quality, and reliability, an integrated DentonTSI™ heat treat and quenching cell with fully-automated instrumentation and controls was deemed the best solution. The new system was designed to complement the existing processes and was installed at the client’s manufacturing facility in Asia. This facility was already AMS-2750-compliant and had the capability to achieve NADCAP certification.
Integrating custom and standard equipment with complete automation provided added advantages. Automation lessened risk of burns and lifting strains to production staffers as the responsibility of part manipulation shifted from the operators to the robot. Automation also delivered the consistent transfer time needed between the furnace and quench units. The result: consistent process reliability.
Custom Solution Improves Product Uniformity and System Efficiency
To design a custom, integrated heat treat and quenching cell, the existing process must first be assessed. The heat treating process, which involves heating a metal component under a protective atmosphere before the component is transferred to a fixture quench, is complicated when different parts of varied shapes and sizes are run through. Here, each part to flow through the cell must be evaluated to determine how it interfaces with each equipment component. By bringing a high degree of automation to the cell, the inevitable human variability is removed from the equation. The end result is improvements in product uniformity and overall system efficiency.
From the start, it was clear for this particular industrial manufacturer that the parts would need to run through the cell in a single piece flow process in order for data collection and report generation on serialized parts to meet client specifications. In determining equipment needs, each cell component was inspected to establish whether the broad product range could run on commercially available equipment, or whether a custom solution was needed.
The major components of the DentonTSI™ system included an infeed conveyor, robot, end-of-arm tooling (EOAT), furnace with atmosphere system, quench press, and exit wash conveyor (Figure 1). Based on evaluations, the infeed conveyor, robot, and exit wash conveyor could be used with minimal modification. The remaining components would be customized with all components working seamlessly together.

The infeed conveyor was a standard conveyor with universal platens. A ring added to each of the platens allows the operator to center the part on the platen. Once centered, the operator can simply press the index button to send the part into the cell. A precision stop mechanism allows locating the part in a consistent spot for the robot to pick it up. For the robot, a FANUC R-2000iB/210F was selected for its compact size and payload capacity to meet the required process cycle times.
Because the EOAT needed to handle all parts from 5 lbs to 50 lbs, in cold and hot states, and without a tool change, a custom-designed servo-driven tool was selected. The servo-driven actuator provides position and torque feedback, allowing for fine-tuning the process for individual parts and the ability to compensate for the expansion of parts from cold to hot states.
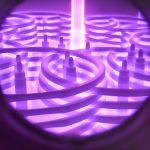
The furnace type that best fit the single piece flow model was the rotary hearth furnace. With multiple hearth positions, the control system can automatically optimize the process based on the furnace soak and the quench time requirements. Traditionally, rotary hearth furnaces have utilized an oil trough to seal the furnace from outside atmosphere infiltration. This design, however, often overflowed oil onto the floor during an over pressurization event, creating a fire risk. To eliminate this risk for the customer, a DentonTSI™ rotary hearth furnace with a sealed base was designed.
An added concern for heat treaters is quick atmosphere recovery after adding or removing parts from furnaces. The existing process used a box furnace in which atmosphere recovery often took more than five minutes. With the rotary hearth furnace, there would be multiple parts inside at different points in their soak cycle. As large swings in the atmosphere are unacceptable, the new atmosphere system design allowed for varied atmosphere flow around the door cycles. The operator would be able to adjust flow and duration of the high-flow event.
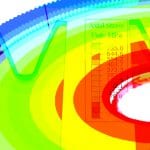
To provide uniform quenching of the entire product range with minimal tooling change, a universal platen system was designed to accept the custom tooling for each part. With this design, the only modification required between parts is a simple tool change.
Finally, due to the compact size of the cell and the uniform flow pattern desired, an eductor system was chosen over the traditional agitator system often used in quench tanks. Eductors are positioned in the tank to provide uniform flow for the range of part sizes, while keeping the overall tank size small. The eductor flow could be adjusted, allowing users to modify the degree of quench based on the needs of particular part geometry. This design, with the quench oil heating and cooling system, maintains oil temperatures regardless of the size or weight of the part.
In the last step of the process, the robot transfers parts to the wash conveyor for quench oil removal.
Control Systems Integration for Full Automation
With the integrated heat treatment and material handling system development underway, it was time for the DentonTSI™ / O’Brien & Gere control systems integration team to automate the cell. For increased production safety and quality and to achieve a more efficient manufacturing process, an intelligent robot-based system was integrated into the application. Incorporating the robot instead of a custom manipulator reduced the engineering effort required for the project and the testing time required to make the thermal system operational (Figure 2).

Based on outlined specifications, the following controls hardware was selected:
- Honeywell Flame Safety
- Allen Bradley Guard Logix Safety platform
- PanelView Plus V6 operator interface
- FANUC R2000iB/210F six axis robot
The team then focused on safety, a high priority for the client, by addressing National Fire and Protection Agency (NFPA) 86 flame safety and Robotic Industries Association (RIA) R15.06 Safety Standard Compliance requirements. Rockwell GuardLogix safety controllers offered safety and integrated motion, supporting door limit switches, flame safety permissives, and emergency stops in the same SIL-3 rated controller. Safety logic and hearth servo commands eliminated the need for separate hardwired personnel or flame safety relay inputs.
Various factors also were considered when designing the EOAT, a critical robotic system component. With small part batches, minimal change was required for efficiency. The parts to be run were round with a total outer diameter variation of eight inches, and the final tooling design could accommodate the full part spectrum. In addition, the servo-driven actuator reduced the stroke and gripper cycle time, while the servo-controlled auxiliary axis of the robot simplified adjustments to the gripping position.
Finally, to meet the NADCAP certification requirements, an extensive data collection system was developed to track critical process parameters. The system logs process information, such as temperature, carbon potential, and part tracking, to generate reports that meet the AMS-2750E standard. In addition to maintaining process quality, the alarm and operational data obtained can be used to improve uptime and plan equipment maintenance.
The heat treatment and material handling system was designed, fabricated, and tested at O’Brien & Gere’s manufacturing and technology development facility in Syracuse, N.Y. All related equipment, including the furnace, atmosphere, quench, washer, and robot with safeguarding, was installed and tested as a cell. This allowed for verifying functionality and the operator interface before the equipment was disassembled, shipped, and reassembled at the manufacturing facility in Asia.

Conclusions
As heat treaters continue to look for methods to improve productivity and maintain quality and uniformity, processes that are safe and cost-effective are the key. Integrated solutions for custom-designed, fully automated thermal systems are an increasingly popular choice for the industrial manufacturing industry (Figure 3).

















 general practice for CQI-9 and AMS2750E")





