







The production of metal and alloy products requires the use of heat treatment. During the heat-treatment process, quenching is a crucial step. The quenching medium can be anything from water, a salt bath, oil, air and gas. In a vacuum furnace, pressurized gas, most frequently nitrogen (N2) gas, serves as one of the quenching mediums. One of the drawbacks of the quenching process is the distortion and dimensional change of the parts. This article aims to investigate the influence of nitrogen gas quenching pressure on the distortion and dimensional change of aerospace actuator gear planet parts made from BS S155 alloy steel. BS S155 is the British aerospace equivalent of U.S. steel grade 300M (4340M); it is a vacuum-melted grade supplied in the normalized and softened condition to allow for final heat treatment and widely used with products such as undercarriage components, gears, and shafts. Gear-planet parts were heat treated and quenched with pressurized nitrogen gas as an independent variable of the experiment, then double tempered as required for the specification. Following this, optical microscopes, tensile, and hardness tests in accordance with ASTM E8 and ASTM E92, as well as dimensional analysis, were used to characterize the parts. The results demonstrate that nitrogen gas quenching at 1.5 bar pressure improves dimensional stability without degrading the mechanical properties of the part, with the maximum dimensional distortion being 0.06% or 20 µm, while the mechanical properties result for the two nitrogen gas quenching pressures were less significantly different.
1 Introduction
Heat treatment is a crucial process for manufacturing metal and alloy parts and offers many benefits long term. From increasing strength and ductility to increasing resistance to corrosion, heat treatment offers safety, durability, and cost efficiency for companies that use any kind of metal part, whether it is in the aerospace, automotive, oil and gas, alternative energy, or even forged wheel industries. Heat treatment is the process of heating and cooling a material to alter its physical and chemical properties. Although heat treatment offers several benefits, including increased strength, improved wear resistance, and reduced stress, it also has several conditions that can occur if the heat-treatment process is not appropriate or not well controlled, that should be considered before undertaking this process, including distortion, surface oxidation or other contaminants, increased expense, and the possibility of material or part cracking or breaking [1]. Non-uniform heating, austenitizing temperatures that are too low or too high, phase changes during heating and cooling, and non-uniform quenching can all cause distortion [17,13]
During the quenching process, residual stresses and distortions are developed in response to non-uniform cooling and phase transformations [14,10,11]. Several methods have been used to evaluate and simulate the distortions that are promoted after quenching [15]. Imam Basori [7] investigated the quenching and tempering effect on the microstructure and mechanical properties of steel Armor application made from AISI 4340 alloy steel, and the result showed the quenching process promoted the phase transformation of the shape like a needle of martensite, while the tempering process promotes the transformation of martensite to bainite. M.M. Nunes et al [16] investigated the relationship between austenizing temperature, soaking time, and quenching medium and their impact on mechanical properties as well as material distortion. However, the quenching media in this study were only oil and water, and the final result showed the material distortion was mainly affected by the variation of the austenizing temperature and soaking time, and the material distortion affected by the variation of the quenching media (oil and water) was less significant.
The aim of this investigation was focused on the dimensional change of the aerospace actuator gear planet parts made from BS S155 alloy steel as an effect of different nitrogen gas quenching pressure as part of the improvement from quality issues. BS S155 is the British aerospace equivalent of U.S. steel grade 300M (4340M/AMS 6257), which is a vacuum-melted grade supplied in the normalized and softened condition to allow for final heat treatment and widely used in products such as undercarriage components, gears, and shafts [2].
2 Research Methodology
A vacuum furnace with gas pressure quenching was used for the investigation, with a hot zone size of 600 mm x 600 mm x 900 mm, a maximum temperature of 1,200°C, and a maximum gas quenching pressure of 10 bar from SECO Warwick Poland. To heat the actuator gear planet part, BS S155 alloy steel material with a hardening temperature of 870°C ± 6°C with a soaking time of 30 minutes (-0, +15 minutes), followed by a double temper at 285°C ± 6°C with a soaking time of 2 hours, 30 minutes (-0, +20 minutes). The independent variable of the experimental method was only the nitrogen gas quenching pressure, and the dependent variable was the dimensional change, while the other heat-treatment parameters such as temperature, soaking time, heating rate, and cooling rate remained the same as the controlled variable.
2.1 Material Preparation
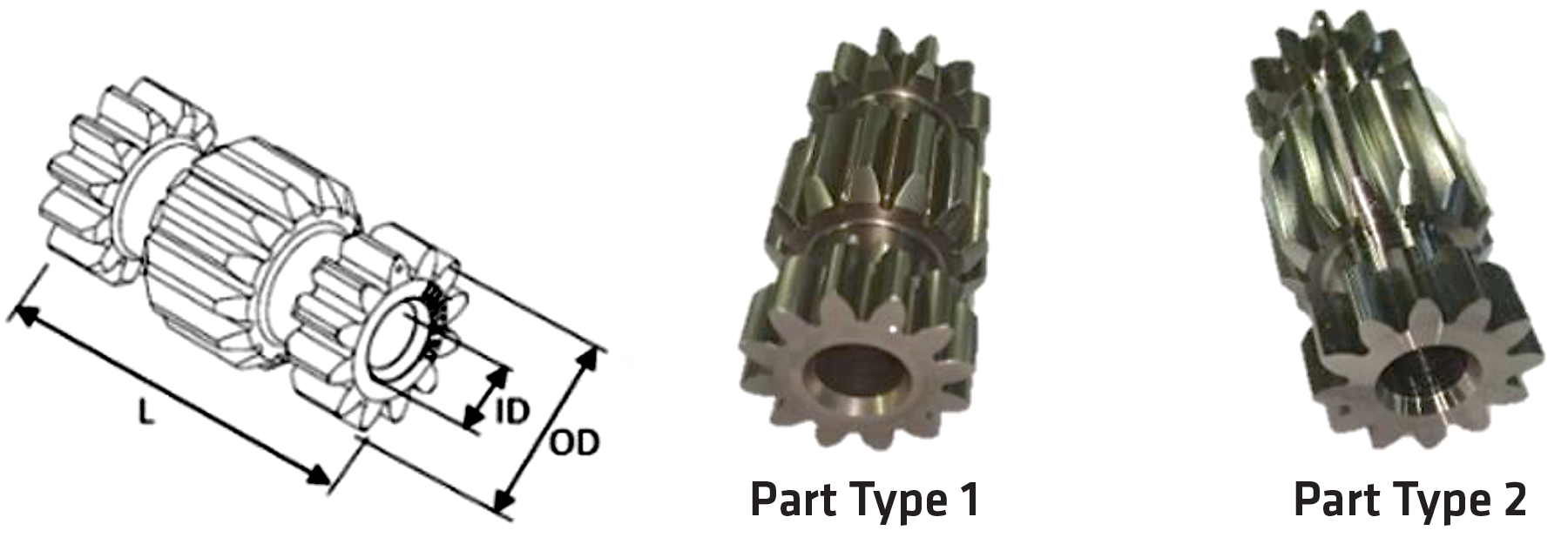
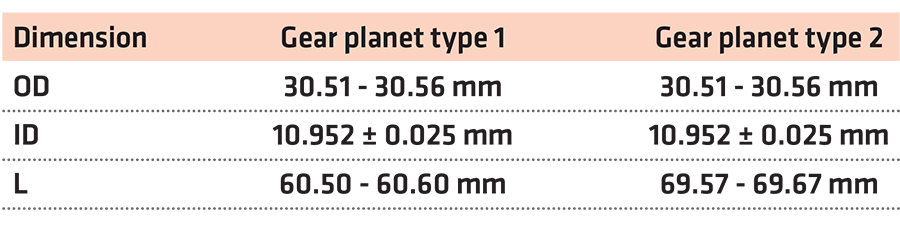
Aerospace actuator gear planet parts made of BS S155 alloy steel were used as specimens for this experiment. The specimens were machined to standardized dimensions to ensure uniform dimension across the specimens. Two types of actuator gear planet parts were used as specimens — actuator gear planet parts type 1 and type 2. An illustration of these specimens is shown in Figure 1, and the dimension requirements of the actuator gear planet part of the type 1 and type 2 specimen are list in Table 1.
2.2 Dimensional Measurement
The dimensions of the specimens were measured using precision measurement techniques (Klingenberg Precision Measuring Machine) before and after the heat treatment. Measurements include length (L), outside diameter (OD), and inside diameter (ID).
2.3 Heat Treatment
The specimens were divided into two groups: One was quenched using nitrogen gas at a pressure of 1.5 bar, and the others were quenched using nitrogen gas under a high pressure of 4.5 bar. The specimens were heated to a predetermined temperature and subsequently quenched with pressurized nitrogen gas. Gas quenching parameters, such as the nitrogen gas composition, pressure, and quenching duration, were carefully controlled.
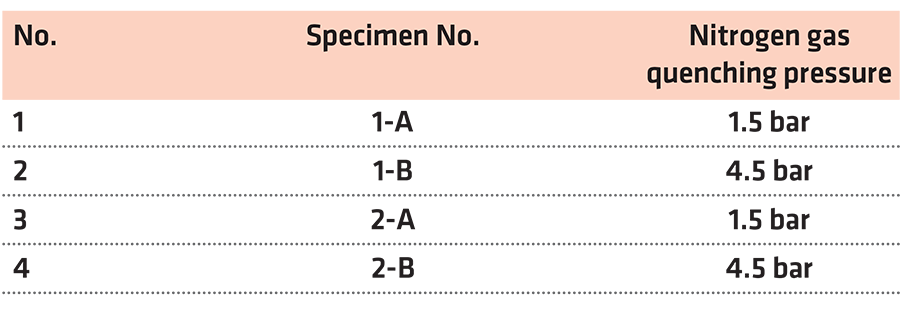
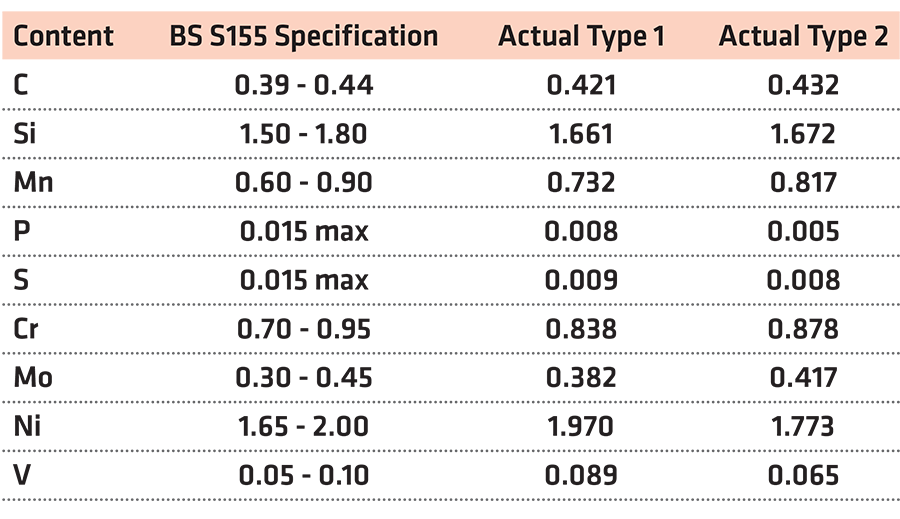
From Table 2, specimen 1 is for an actuator gear planet type 1 and specimen 2 is for an actuator gear planet type 2. A and B in Table 2 refer to the low and high pressures of nitrogen gas quenching. The chemical composition of the Type 1 and Type 2 specimens are listed in Table 3.
3 Result and Discussions
3.1 Chemical Composition Analysis
The chemical composition of the actuator gear planet parts was characterized to comply with material requirements. The actual chemical composition was determined using an ELANIK handheld laser induced breakdown spectroscopy (LIBS) analyzer.
From Table 3, it can be observed that the chemical composition of these types of actuator gear planet parts are obtained in the range of standard requirements according to BS S155 specification.
3.2 Dimensional result
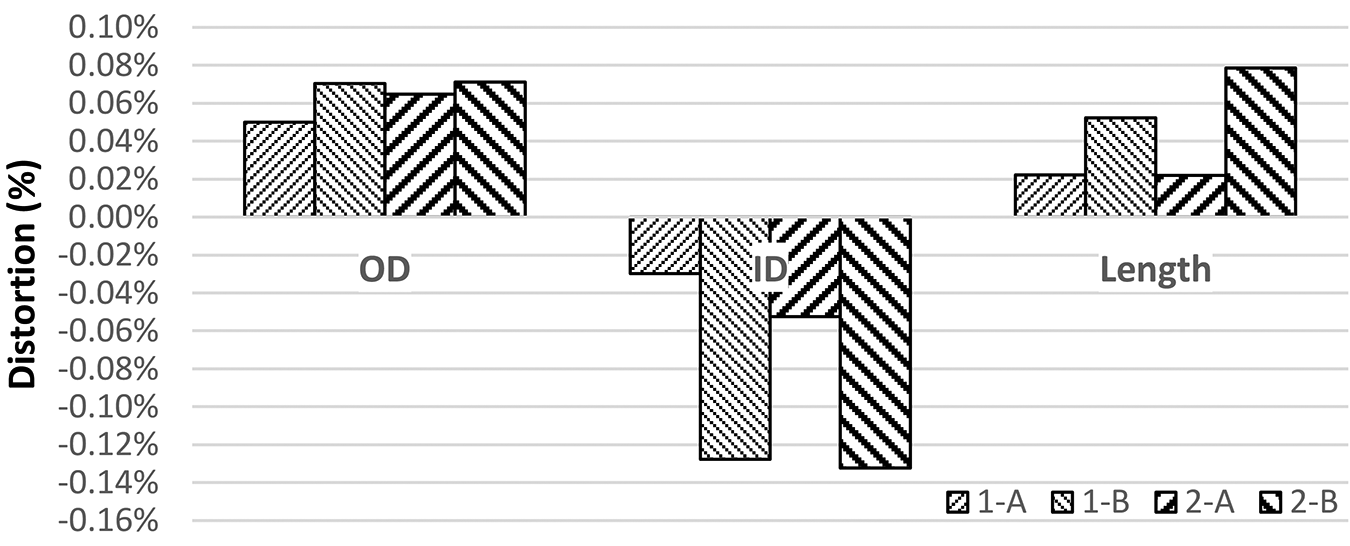
The dimensions of the specimens were measured before and after nitrogen gas quenching under different gas pressure. The results of the measurements are shown in Figure 2 below, whereas it can be seen from the figure that the distortion dimension of the outside diameter does not seem to be much different under low- and high-pressure nitrogen gas quenching; however, the distortion dimension of length is likely different, where both under low and high pressure, the distortion is high. The distortion dimension of the Type 1 specimen was lower than that of the Type 2 specimen. Looking at the distortion of the inside diameter for both types 1 and 2, as can be seen in the figure, it seems that both specimens have high distortion results; however, for the Type 2 specimen, the distortion is slightly smaller than of Type 1, and all the distortion of the part of the specimen is shrinkage compared with the outside diameter and length are likely expanded. The quenching pressure plays a significant role in determining the rate at which the material is cooled. Higher quenching pressures generally result in faster cooling rates. The microstructure of a material is influenced by the cooling rate during quenching, rapid cooling can promote the formation of a fine-grained microstructure. In the case of steel, for example, it can lead to the formation of martensite, a hard and brittle phase associated with high hardness and strength. High quenching pressure can cause non-uniform cooling across the material. Variations in cooling rates across the material can result in differential thermal contractions, leading to distortion. Distortion may manifest as warping, bending, or uneven dimensional changes in the material.
The percentage dimensional change was determined and compared between the two- nitrogen gas quenching pressure value as shown in Figure 2.
3.3 Microstructural Analysis
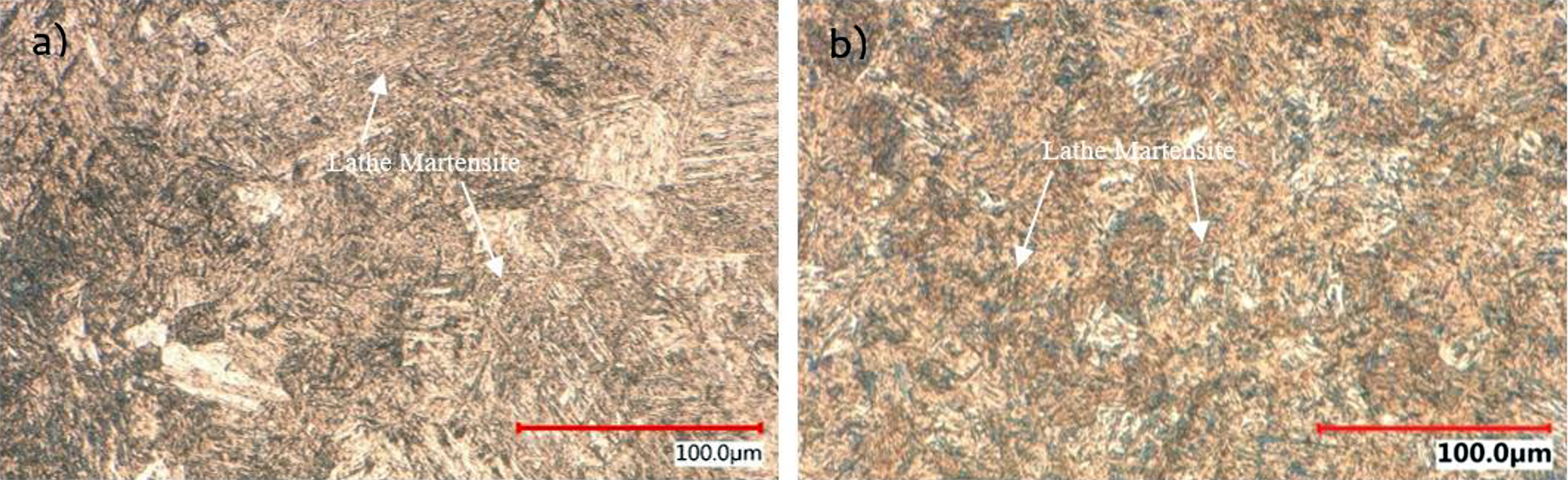
Microstructural examination was conducted to observe any changes in the structure of material owing to different gas quenching pressure values. The microstructure of the heat- treated specimens was analyzed using an optical microscope (OmniMet/Olympus) with prior standard metallographic preparation according to ASTM E3 [6], while the microstructure was revealed using a 2% Nital etchant according to ASTM E407 [3].
BS S155 alloy steel has high hardenability; therefore, it was expected that all the analyzed specimens would present the martensitic phase. The micrographs in Figure 3a show a less lathe martensitic structure as a result of the nitrogen gas quenching pressure of 1.5 bar, while Figure 3b shows a more lathe martensite sharper and needle structure as a result of the nitrogen gas quenching pressure of 4.5 bar. The quantity of martensite formed during heat treatment, especially in the context of quenching, is directly related to the mechanical properties of the steel. Higher martensite content generally leads to increased hardness but can also result in dimensional changes and potential distortion. Achieving the desired balance between hardness and dimensional stability requires careful control of the heat treatment process, considering factors such as quenching rate and severity.
3.4 Mechanical Properties Evaluation
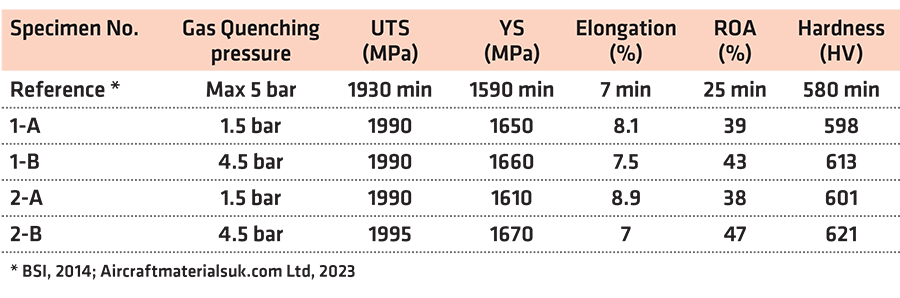
The selected specimens were characterized for their mechanical properties, such as hardness as per ASTM E92 [4] and tensile properties as per ASTM E8 [5], to determine any correlation between dimensional change and material properties. Table 4 lists the expected linear tensile and hardness results for each specimen. For a nitrogen gas quenching pressure of 1.5 bar, the mechanical properties result is lower than the result for a nitrogen gas quenching pressure of 4.5 bar, but all the results were still within the specification requirements.
The resulting distortions by the manufacturing processes, such as heat treatment, can increase the cost of producing a component by 20 to 40 percent where additional machining steps are required. Consequently, it is very important to predict and minimize distortions [8].
The results indicate the gas quenching pressure differences have a distinct effect on the dimensional change of specimens [12]. Nitrogen gas quenching with 1.5 bar pressure demonstrates a low dimensional distortion 0.03-0.05% in ID, 0.05-0.06% in OD and 0.02% in length, which corresponds to a value of approximately 3-6 µm dimensional change in ID, 15- 20 µm dimensional change in OD and 12-15 µm dimensional change in Length, and for 4.5 bar gas quenching pressure result showed 0.13% dimensional distortion in ID, 0.07% in OD and 0.05% – 0.08% in length, which corresponds to a value of approximately 14-15 µm dimensional change in ID, 20-25 µm in OD and 40-50 µm in length.
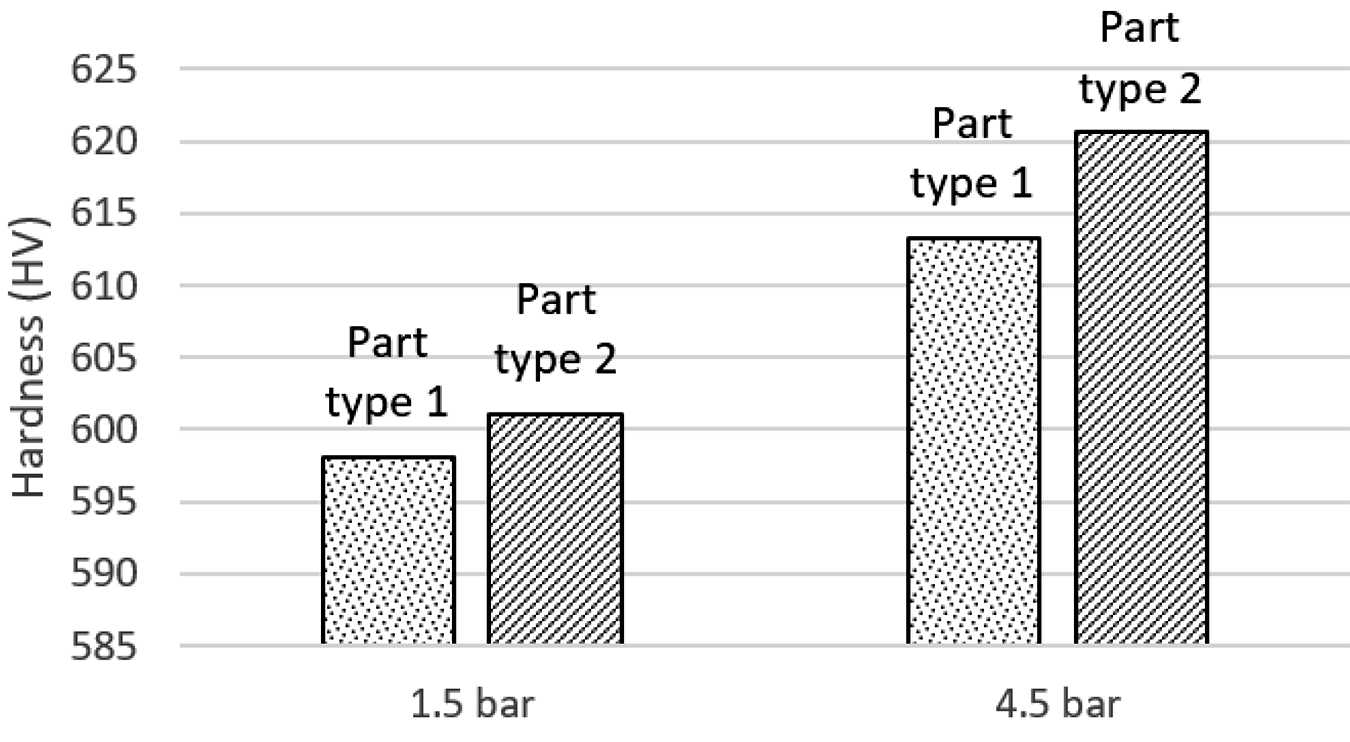
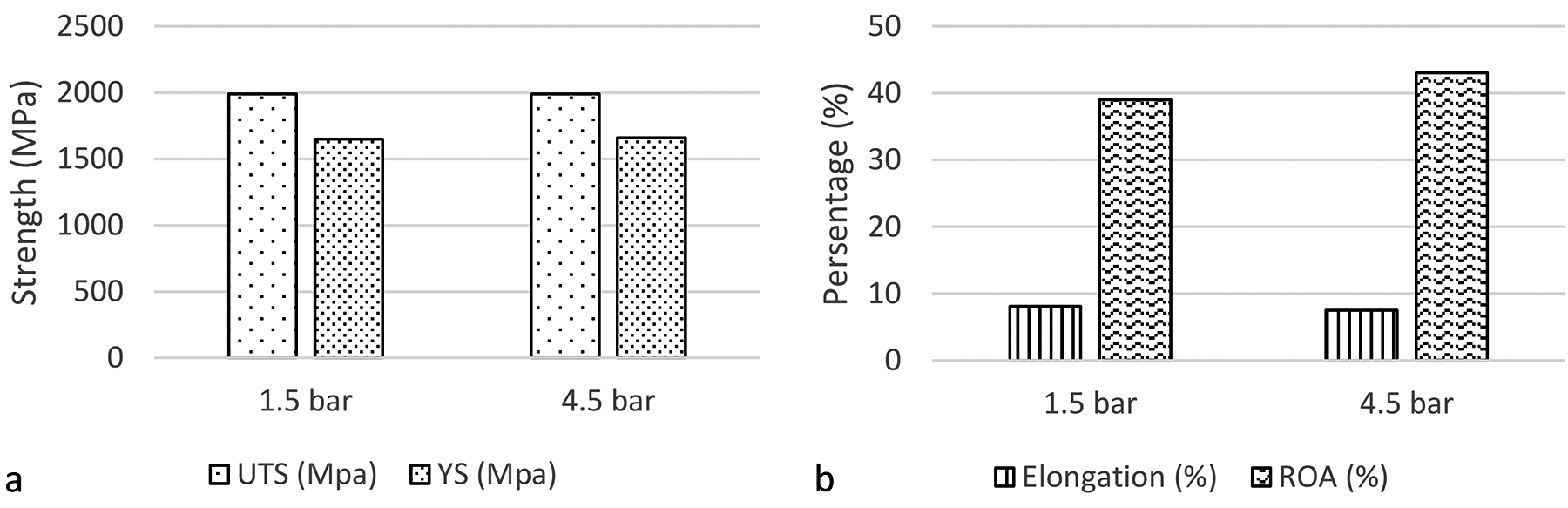
The hardness difference of the nitrogen gas quenching pressure shown in Figure 4 has 15.25 HV or 2.55% difference for part type 1 and 19.58 HV or 3.26% difference for part type 2, which means the 4.5 bar gas quenching pressure affects the higher hardness value result. All mechanical property results for tensile are still within the requirements, as shown in Figure 5a: the correlation between strength (UTS and YS) vs. nitrogen gas quenching pressure, and as shown in Figure 5b: the correlation between elongation and ROA vs. nitrogen gas quenching pressure. The gas quenching pressure 4.5 bar affects the higher mechanical properties (hardness and tensile strength).
The correlation between dimensional change and mechanical properties suggests that nitrogen gas quenching with 1.5 bar pressure provides enhanced dimensional stability without compromising the mechanical performance of specimens, with maximum dimensional distortion 0.06% or 20 µm dimensional change.
4 Conclusions
The influence of nitrogen gas quenching pressure on the dimensional change of the actuator gear planet part made from BS S155 alloy steel was investigated in this study. The results show that a 1.5 bar nitrogen gas quenching pressure improves the dimensional stability over a 4.5 bar nitrogen gas quenching pressure. This study shows that, for heat treatment with 1.5 bar nitrogen gas quenching pressure, the maximum dimensional distortion is 0.06% or 20 µm dimensional change. The findings provide useful insights for industries that rely on BS S155 alloy steel, enabling them to optimize their heat-treatment processes for improved dimensional control. However, this data will be used to determine the final dimension during the machining of the product prior to heat treatment. Although this investigation only focused on nitrogen gas quenching pressure, further investigation is required for other heat-treatment-process parameters such as austenizing temperature, soaking time, and gas blower fan speed and its effect on the dimensional change and mechanical properties of the parts.
Acknowledgements
The authors acknowledge PT. UTC Aerospace Systems Bandung Operations and Metallurgical Engineering, FTUI, Depok for providing the necessary resources and support for this research investigation.
References
- Serhan, A 2022, “Heat Treatment Process: Stages, Types, Advantages, and Disadvantages,” Available at: https://engineeringexploration.com/heat-treatment-process-stages-types-advantages-and-disadvantages/ (Accessed: 14 June 2023).
- Aircraftmaterialsuk.com Ltd 2023, “Hardenable Steel BS S155,” Available at: https://www.aircraftmaterials.com/data/alstst/s155.html (Accessed: 28 May 2023).
- ASTM International, 2016, ASTM E407-07(2015)e1 Standard Practice for Microetching Metals and Alloys. 07 edn. 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959, United States: ASTM International.
- ASTM International, 2017, ASTM E92-17 Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. 17th edn. 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959, United States: ASTM International.
- ASTM International, 2022, ASTM E8/E8M-22 Standard Test Methods for Tension Testing of Metallic Materials. 22nd edn. 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428- 2959, United States: ASTM International.
- ASTM International, 2023, ASTM E3-11(2017), Standard Guide for Preparation of Metallographic Specimens. 11th edn. 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428- 2959, United States.: ASTM International.
- Basori, I, Surocaena, A, Dwiyati, S T, Sari, Y & Singh, B 2019, “Microstructure and mechanical properties analysis of quenched and tempered aisi 4340 steel,” KnE Social Sciences, pp.675- 680.
- Brooks, B E & Beckermann, C 2007, “Prediction of heat treatment distortion of cast steel c-rings,” Proceedings of the 61st SFSA Technical and Operating Conference, pp. 1–30.
- BSI, 2014, Specification for Nickel-silicon-chromium-molybdenum-vanadium-steel (vacuum arc remelted) billets, bars, forgings and parts – (1900–2100 MPa: limiting ruling section 75 mm) BS S155. 76th edn. London.
- Canale, L & Totten, G 2005, “Quenching technology: A selected overview of the current state-of- the-art,” Materials Research, 8(4), pp. 461–467.
- Civera, C, Rivolta, B, Simencio-Otero, R, Lúcio, J, Canale, L & Totten, G 2014, “Vegetable oils as quenchants for steels: residual stresses and dimensional changes,” Materials performance and characterization, 3(4), pp.306-325.
- Dhaneswara, D, Suharno, B, Ariobimo, R D S, Sambodo, D B & Fatriansyah, J F 2018, “Effect of coating layer of sand casting mold in thin-walled ductile iron casting: reducing the skin effect formation,” International Journal of Metalcasting, 12, pp.362-369.
- Hartoyo, F, Fatriansyah, J F, Mas’ud, I A, Digita, F R, Ovelia, H & Asral, D R 2022, ‘The optimization of failure risk estimation on the uniform corrosion rate with a non-linear function’, Journal of Materials Exploration and Findings (JMEF), 1(1), p.3.
- Mackerle, J 2003, “Finite element analysis and simulation of quenching and other heat treatment processes: A bibliography (1976–2001),” Computational Materials Science, 27(3), pp. 313–332.
- Nugraha, Y & Mochtar, M A 2023, “Effect of Austenization and Repeated Quenching on The Microstructures and Mechanical Properties of Wear-Resistant Steel,” Journal of Materials Exploration and Findings (JMEF), 1(3), p.3.
- Nunes, M M, Silva, E M D, Renzetti, R A & Brito, T G 2018, “Analysis of quenching parameters in AISI 4340 steel by using design of experiments,” Materials Research, 22.
- Pye, D 2022, “Dealing with Distortion from Heat Treatment,” Available at: https://www.industrialheating.com/articles/96838-dealing-with-distortion-from-heat-treatment (Accessed: 14 June 2023).
This article has been accepted for inclusion in Journal of Materials Exploration and Findings (JMEF) by an authorized editor of UI Scholars Hub. This article is an open access article (https://scholarhub.ui.ac.id/jmef/vol2/iss3/4) distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/). This article has been edited to conform to the style of Thermal Processing magazine.

















 general practice for CQI-9 and AMS2750E")





