








In 1999 when the Center for Heat Treat Excellence (CHTE) was formed, the idea was to develop collaborative research between the industrial sector and university leaders to address the short and long-term needs of the heat-treating industry.
One significant creation of that collaboration was the development of software to simulate the carburization heat treat of steels known as CarbTool. This software predicts the carbon profile and case depth of carburized steels by modeling the absorption and diffusion of carbon during the carburization processes.
 CarbTool software has been successfully used to develop the process parameters for carburizing aerospace and automotive gears. The results of the simulation can be used as the initial conditions for finite element model (DANTE and DEFORM) to predict the distortion, residual stresses and microstructure of carburized 8620 and 9310.
CarbTool software has been successfully used to develop the process parameters for carburizing aerospace and automotive gears. The results of the simulation can be used as the initial conditions for finite element model (DANTE and DEFORM) to predict the distortion, residual stresses and microstructure of carburized 8620 and 9310.
Dr. Richard D. Sisson, Jr., George F. Fuller Professor, dean of graduate studies and director of manufacturing and materials engineering at the Worchester Polytechnic Institute in Worcester, Massachusetts, said a simulation tool was developed at the CHTE by students at WPI for the calculation of carbon concentration profiles during the gas and vacuum carburizing process.
“We have a fairly large research institute, the Metal of Processing Institute, led by professor Diran Apelian, that includes three research centers, including one for heat treating,” Sisson said. “The center is made up of 30 member companies that each contribute up to $25,000 annually to support our research projects. These companies include major corporations, such as John Deere, Caterpillar, Chrysler and others. They get access to our students in materials engineering in research for metal casting, recycling, and heat treating.”
Dr. Sisson said, “Steel is an alloy composed of iron, carbon, and other elements. The more carbon in the mixture, the more that heat-treating is required to obtain the desired properties. By heating the steel in a carbon rich atmosphere, the carbon is absorbed and diffuses into the steel at high temperatures of 1500 to 1700 degrees, so the gas carburizing process is to heat to high temperature in an atmosphere that is rich in carbon and bring the surface carbon from two percent to up to 0.90 weight percent. After the carburizing heat treatment, the steel must be quenched in oil or high-pressure gas to form Martensite. This makes the steel very hard, but brittle, so you need to temper the steel to restore the toughness. In vacuum carburizing, steel goes through many carburizing cycles where the metal is heated in a vacuum with a small addition of a hydrocarbon gas to allow the steel to absorb the carbon. The gases such as acetylene or methane are added into the vacuum furnace. As few as two to three cycles or up to hundreds of cycle may be used depending on the steel alloy and part geometry as well as the hardness required.
In order to develop and optimize the carburizing process, heat treaters often use trial and error to determine process parameters, according to Sisson, who says these methods are time consuming and expensive with sometimes poor results. The challenge for CHTE and the students and professors at WPI was to develop models that could be used to determine the most effective treatment process parameters for a particular application.
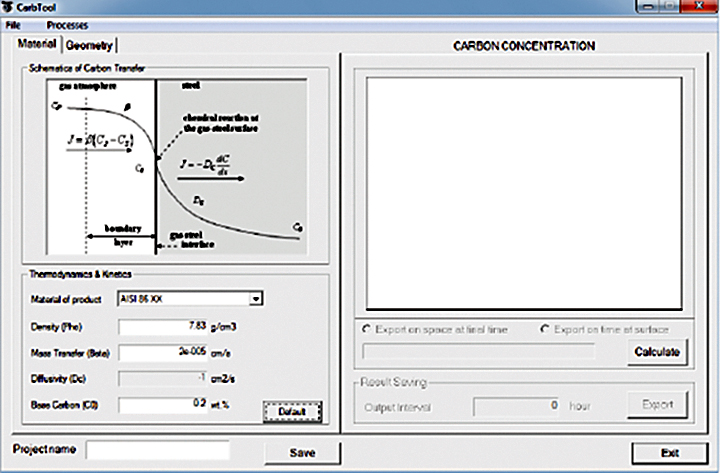
CarbTool was developed to calculate the carbon concentration profile in the steel during the gas and vacuum carburizing process by creating an algorithm based on the finite method (FDM), and C++ programming in Microsoft Visual Studio.
 “The tool we developed is based on the concept of the carbon flux at the surface between the gas and steel,” he said. “CarbTool outputs the carbon concentration and the distribution profile inside the steel or the surface carbon concentration profile is defined as a function of time.”
“The tool we developed is based on the concept of the carbon flux at the surface between the gas and steel,” he said. “CarbTool outputs the carbon concentration and the distribution profile inside the steel or the surface carbon concentration profile is defined as a function of time.”
“In vacuum heat treating we are controlling the temperature, the time and fluxes in a gas chamber where the potential for carbon escaping into the atmosphere is possible,” he said. “CarbTool simplifies this process to flux versus time so we pump out the gas, introduce another gas, pump out the gas, and plot the results as gas pressure to export data for the calculation results. It uses finite difference method to calculate the parameters. We are working on the future of heat-treating where we study the hardness as a function of depth. Empirically, this steel carbon profile is quenched and this gives the hardness graph of the right iron carbon phase.”
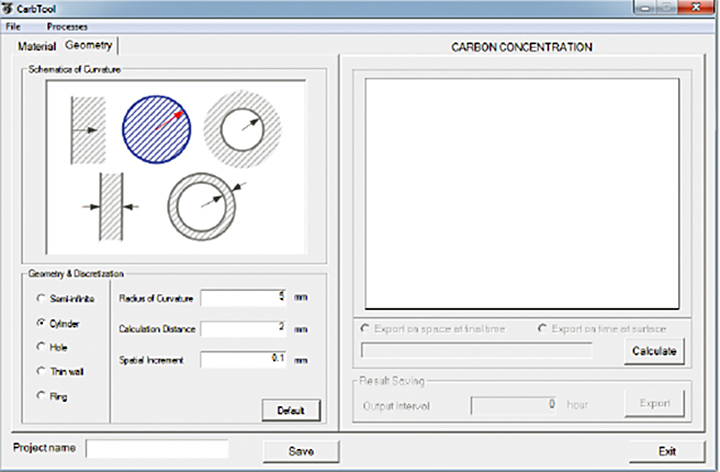
Sisson said the software has an ID mass diffusion model that simulates the semi-infinite and cylindrical geometry of a structure, including thin walls, and it can also calculate inverse to optimize the parameters based on the surface carbon and case depth. Carbon concentration and microhardness in the layer can be predicted by using the software by entering known diffusional interactions that are included in the model.
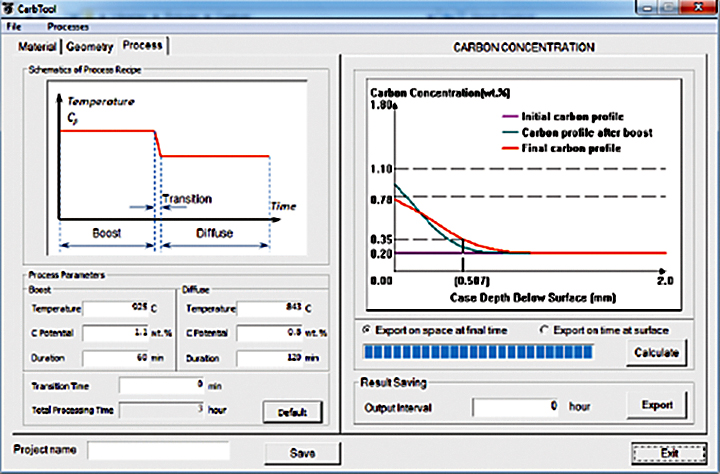
Users input data, including the carburization temperature, time, and carbon potential or flux, and by using the simulation software, the heat treater can determine the carbon concentration below the surface to plot case depth according to a user-defined value.
Sisson said developing the carburizing software allows users to export data such as cyclic and non-cyclic pulse processes, carbon profiles at certain intervals and final times with an effective case depth indication at 0.35 wt. % C or at a user defined value. It also shows surface carbon saturation and indicates the carbon concentration for cementite formation, which can be controlled.
 According to this process, the methodology of the vacuum carburizing process simulation shows: To determine the vacuum carburizing-carbon flux calculation, tentative samples are carburized and measured and the CarbTool verifies the results. This program also produces a revised recipe based on the flux calculated. By taking comparisons between CarbTool simulation and the experimental samples, the test can be verified.
According to this process, the methodology of the vacuum carburizing process simulation shows: To determine the vacuum carburizing-carbon flux calculation, tentative samples are carburized and measured and the CarbTool verifies the results. This program also produces a revised recipe based on the flux calculated. By taking comparisons between CarbTool simulation and the experimental samples, the test can be verified.
Sisson said CarbTool has a 1D mass diffusion model, which is capable of simulating the gas and vacuum processes in both Cartesian and cylindrical coordinates.
Based on the research, vacuum or low-pressure carburizing followed by high-pressure gas quench is an effective process for heat-treating gears. For more information, email sisson@wpi.edu or visit www.wpi.edu.


















 general practice for CQI-9 and AMS2750E")







