







Despite the promising results obtained with cryogenic treatment of tool steels, there are still contradictions regarding its benefits, and there is no consensus regarding its mechanisms in the steel microstructure. The goal of this work is to investigate the optimum heat treatment process parameters together with the cryogenic treatment. Samples of AISI M2 steel were austenitized at 1,170, 1,200 or 1,230°C and quenched in salt bath. The cryogenic treatment was performed through nitrogen nebulization with a cooling/heating rate of 0.3°C/min, 24-hour holding time at minus-190°C, before, after or between the double tempering. The influence of cryogenic treatment in AISI M2 steel was dependent on the previous austenitization temperature. No significant reduction in retained austenite was observed by deep cryogenic treatment. The benefits achieved in the resistance to abrasive wear and toughness are associated with a lower amount of carbon in the martensite, together with finer and more homogeneous carbide precipitation.
1 Introduction
High speed steels (HSS) comprise an important group of materials for tool manufacturing. Among these materials, AISI M2 steel stands out due to its high hardenability, high wear resistance, and good toughness. These properties are associated with a martensitic structure of high thermal stability reinforced with carbides of chromium, molybdenum, tungsten, and vanadium [1].
To obtain an extended tool life, the choice of steel type alone is not sufficient. Additionally, the selection of suitable parameters for the heat treatments is of major importance. Research conducted in the last three decades indicates the abrasive wear resistance of metal alloys may increase substantially with the application of cryogenic treatments [2].
Cryogenic treatment (CT) is performed by controlled cooling of the material at temperatures ranging from minus-80 to minus-196°C followed by holding at the cryogenic temperature for a period of time. It is classified as shallow cryogenic treatment (SCT) when temperatures up to minus-80°C are applied (dry ice temperature) and deep cryogenic treatment (DCT) when temperatures close to liquid nitrogen are reached (minus-196°C) [3]. CT does not replace quenching, tempering, or any other conventional heat treatment but is a complement to other process procedures.
Two metallurgical phenomena are reported as major reasons for the benefits associated with DCT. First, the elimination of the retained austenite; and second, the precipitation of a large amount of extremely fine carbides [4]. For temperatures close to minus-80°C, there is a transformation of a significant portion of retained austenite to martensite [5], and for temperatures close to minus-196°C, the treatment causes the formation of fine carbides, considered the main factor responsible for the increase in wear resistance [6]. Amini et al. [7] report DCT promotes an increase in the carbide percentage and precipitation of more homogeneous nano carbides.
A matter that needs to be clarified is how this precipitation occurs during DCT because the diffusion of the carbon atoms decreases exponentially with the decrease in temperature. Akhbarizadeh and Javadpour [8] concluded the as-quenched vacancies play an important role in the carbide formation during DCT by providing appropriate sites for the carbon atoms jumping.
After the study of influence of process parameters, Darwin et al. [9] report the main influencing DCT are soaking temperature, soaking period, and cooling rate. Furthermore, Baldissera and Delprete [3] report that holding periods above 36 hours do not result in benefits, and that, in most cases, 24 hours are sufficient to reach optimal results. Direct immersion in liquid nitrogen has already been widely used. The main advantage is the simplicity of the equipment. In addition, the temperature of minus-196°C is actually achieved because the material makes direct contact with the liquid nitrogen. However, the cooling rate is very high, resulting in embrittlement of the material. Therefore, Molinari et al. [10] report one of the most critical parameters is the cooling rate, which should not exceed 0.5°C/min.
Senthilkumar and Rajendran [11] performed a review and reported DCT can improve the wear behavior, toughness, corrosion resistance, tensile and fatigue properties of steels. However, some researchers are skeptical about DCT because of the lack of visualization of the microstructural changes as discussed by Mohan
Lal et al. [12]. Differences in the results from different studies can be explained first by differences in the process. For instance, some studies such as Podgornik et al. [13] performed the cooling down to cryogenic temperature by direct immersion in liquid nitrogen at a cooling rate of 300°C/min. Furthermore, Das et al. [14] showed the effect of DCT is dependent on the mode and mechanisms
of wear. Therefore, the differences in the type and parameters
of the wear test may also explain the differences in the wear performance.
In this context, the main objective of this research is to investigate the influence of the austenitization temperature and the annealing cycles on the effect of DCT in relation to the mechanical and tribological properties of an AISI M2 steel. The cryogenic and heat-treatment parameters were correlated to each other.
2 Materials and methods
Figure 1 illustrates the main stages of the experimental procedure.
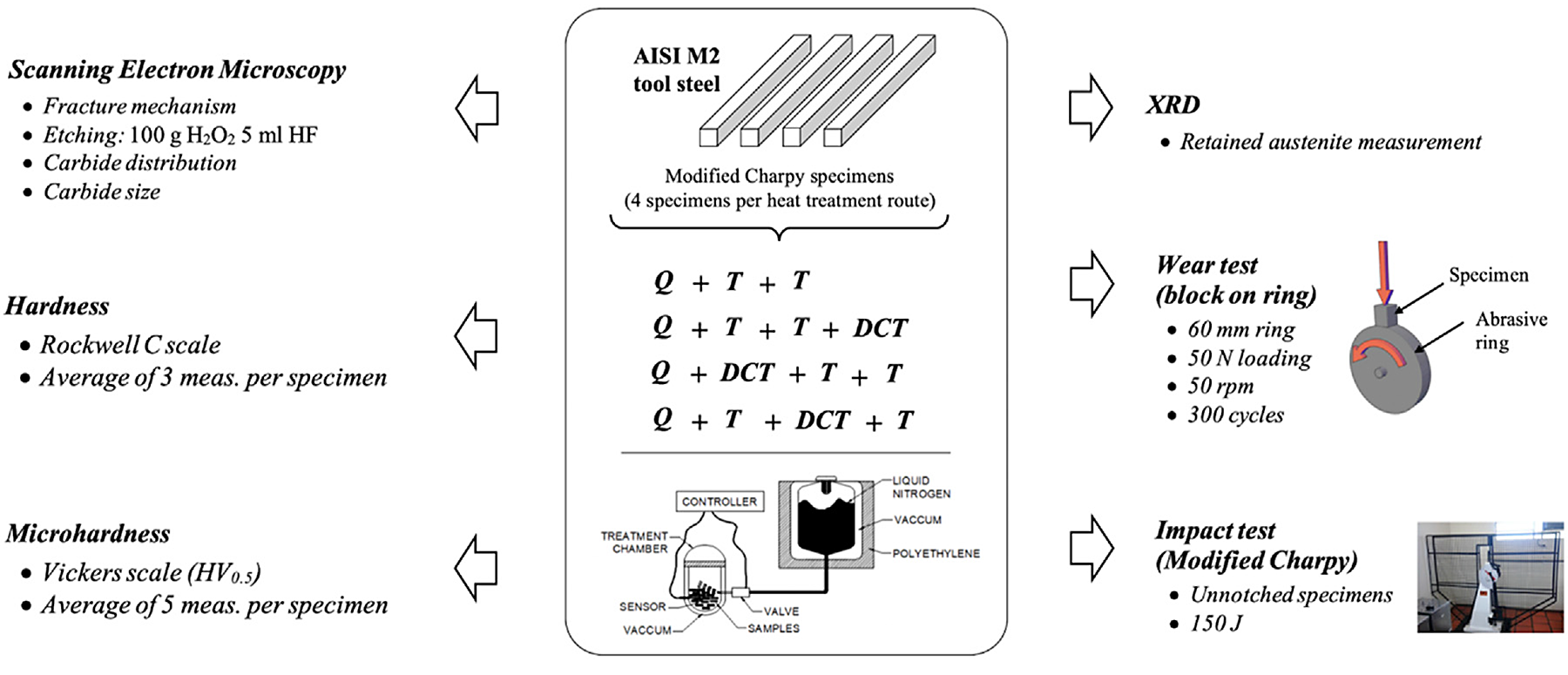
Table 1 presents the chemical composition of the HSS AISI M2 investigated in this work and supplied by Favorit Steels (Cachoeirinha, RS – Brazil). The samples were machined to the dimensions of the Charpy specimen (10 × 10 × 55 mm) without notch in quadruplicate. The following parameters were used for the heat treatments: austenitizing temperature, 1,170, 1,200 or 1,230°C; quenching in a salt bath at a temperature of 500°C; double tempering at 550°C for 120 minutes each. DCT was performed at minus-190°C for 24 hours with nitrogen nebulization and a 0.3°C/min cooling/heating rate. Figure 2 illustrates the cryogenic system.

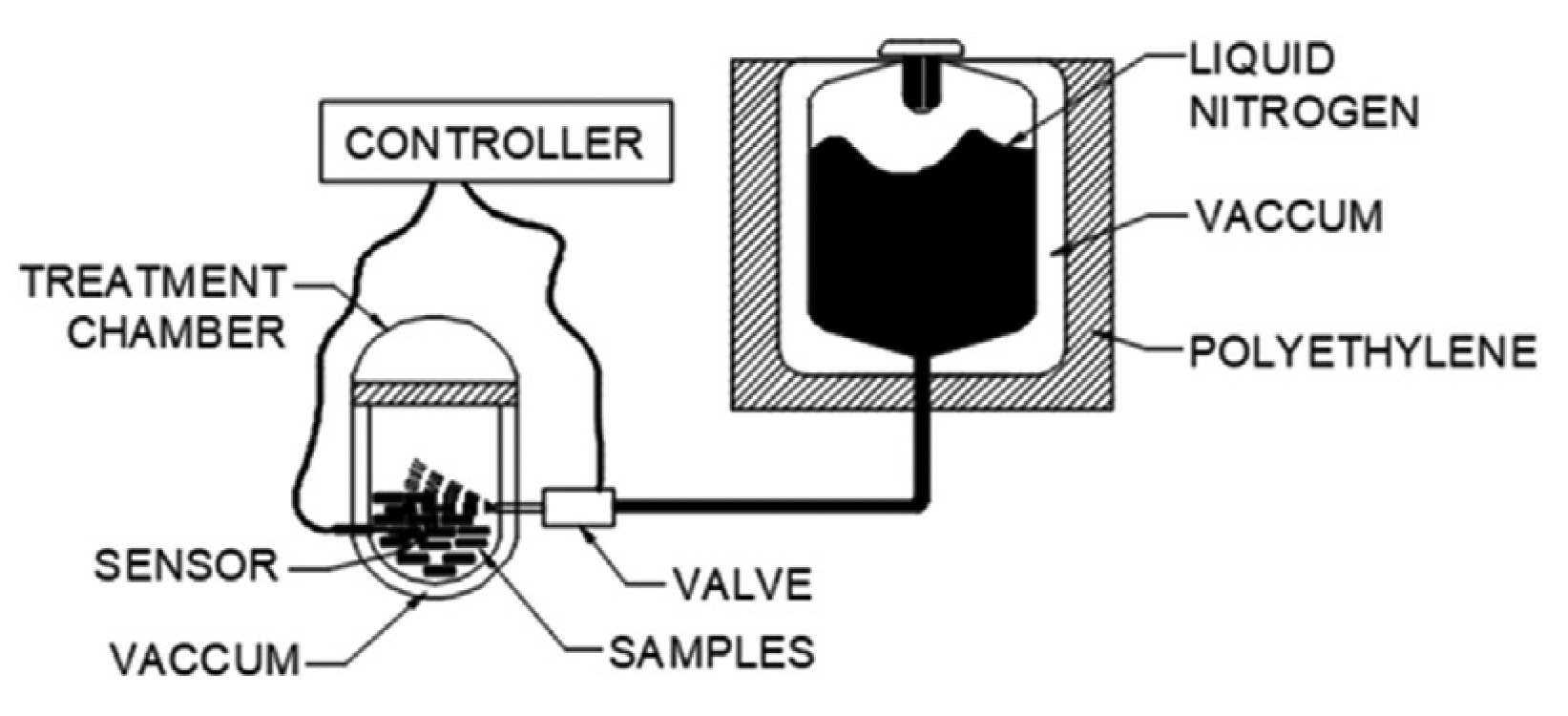
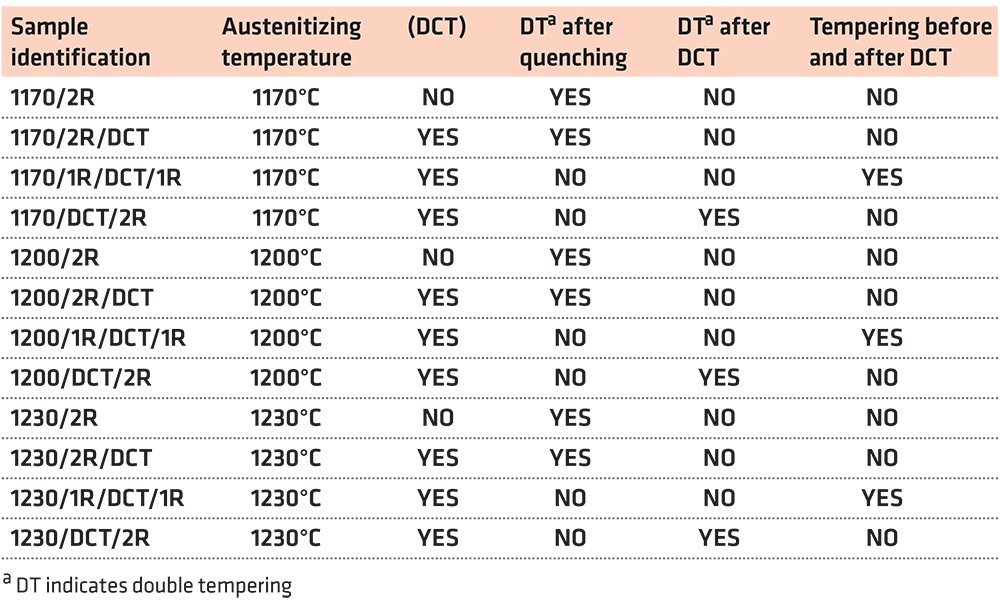
Table 2 presents the sample identification and its heat-treatment parameters. The first four digits indicate the austenitization temperature. “DCT” indicates the presence of the deep cryogenic treatment, and “R” or “2R” indicate simple or double tempering. The identification sequence permits the determination of whether DCT was performed before, after, or between the tempering processes.]
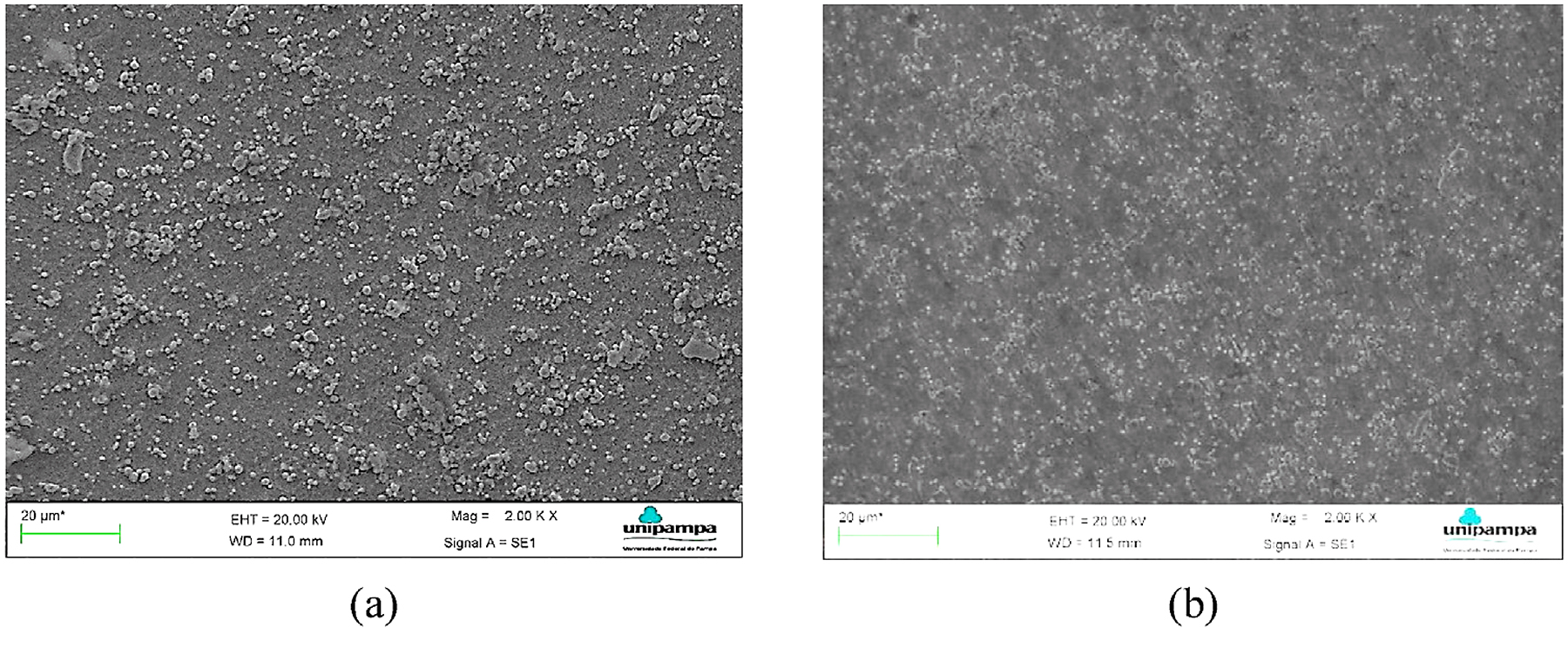
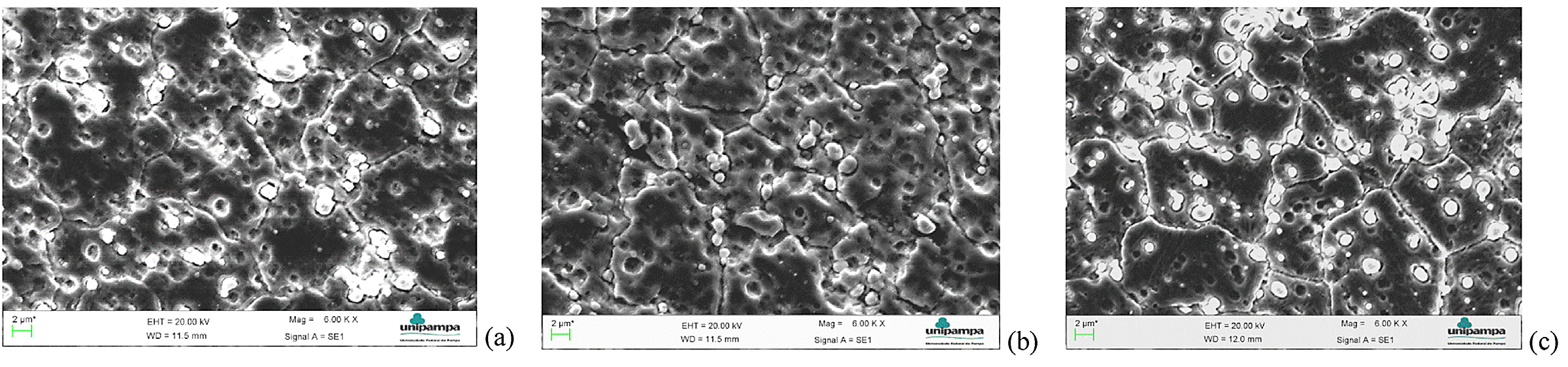
The analysis of the distribution and size of carbides was performed by scanning electron microscopy (SEM) after the sample etching by hydrofluoric acid solution (100 g H2O2 5 ml HF) for 40 seconds.
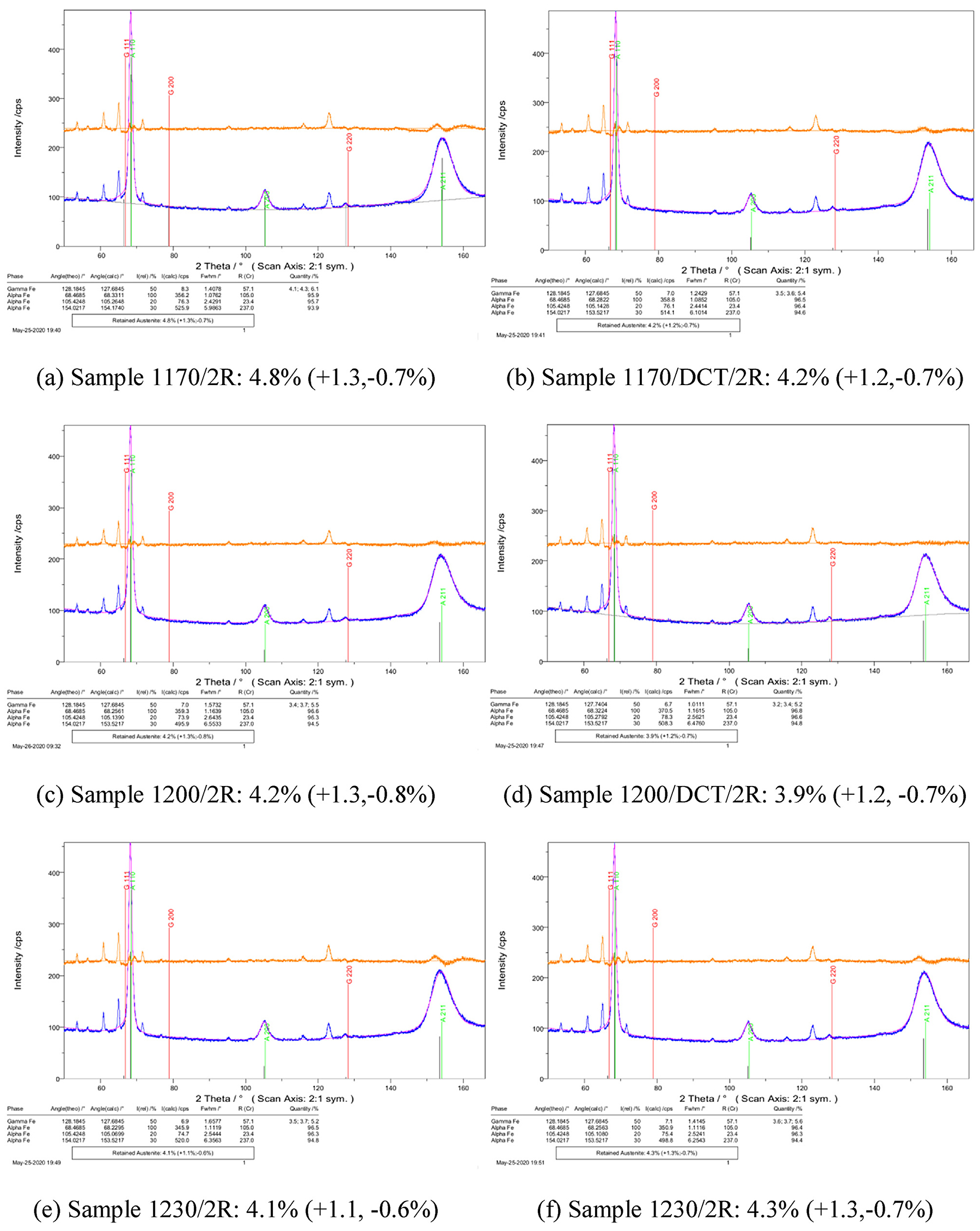
An X-ray diffraction (XRD) technique was used to retained austenite measurements in a GE — Seifert Charon XRD M — Research Edition equipment and Rayflex Analyze 2.503, module austenite/nitrate software. The measurements were performed with Cr k-alpha radiation (2.2897 Å), 30 kV–50 mA, vanadium k-beta filter, meteor 1D detector, 0.02°step/500 second time, 55-166°, 2 mm collimator.
The evaluation method is based on the calculation of the integral intensities of measured peaks and are finally put in proportion via special intensity factors according to Equation 1. The peaks used for calculations was A110, A200, A211 for ferrite, and G111, G200, G220 for austenite:
 For the assessment of the mechanical properties, the Rockwell C (HRC) hardness, Vickers microhardness (HV0,5) and Charpy impact tests with a 150 J hammer were performed. The fracture mechanisms of the impact tested samples were assessed by SEM.
For the assessment of the mechanical properties, the Rockwell C (HRC) hardness, Vickers microhardness (HV0,5) and Charpy impact tests with a 150 J hammer were performed. The fracture mechanisms of the impact tested samples were assessed by SEM.
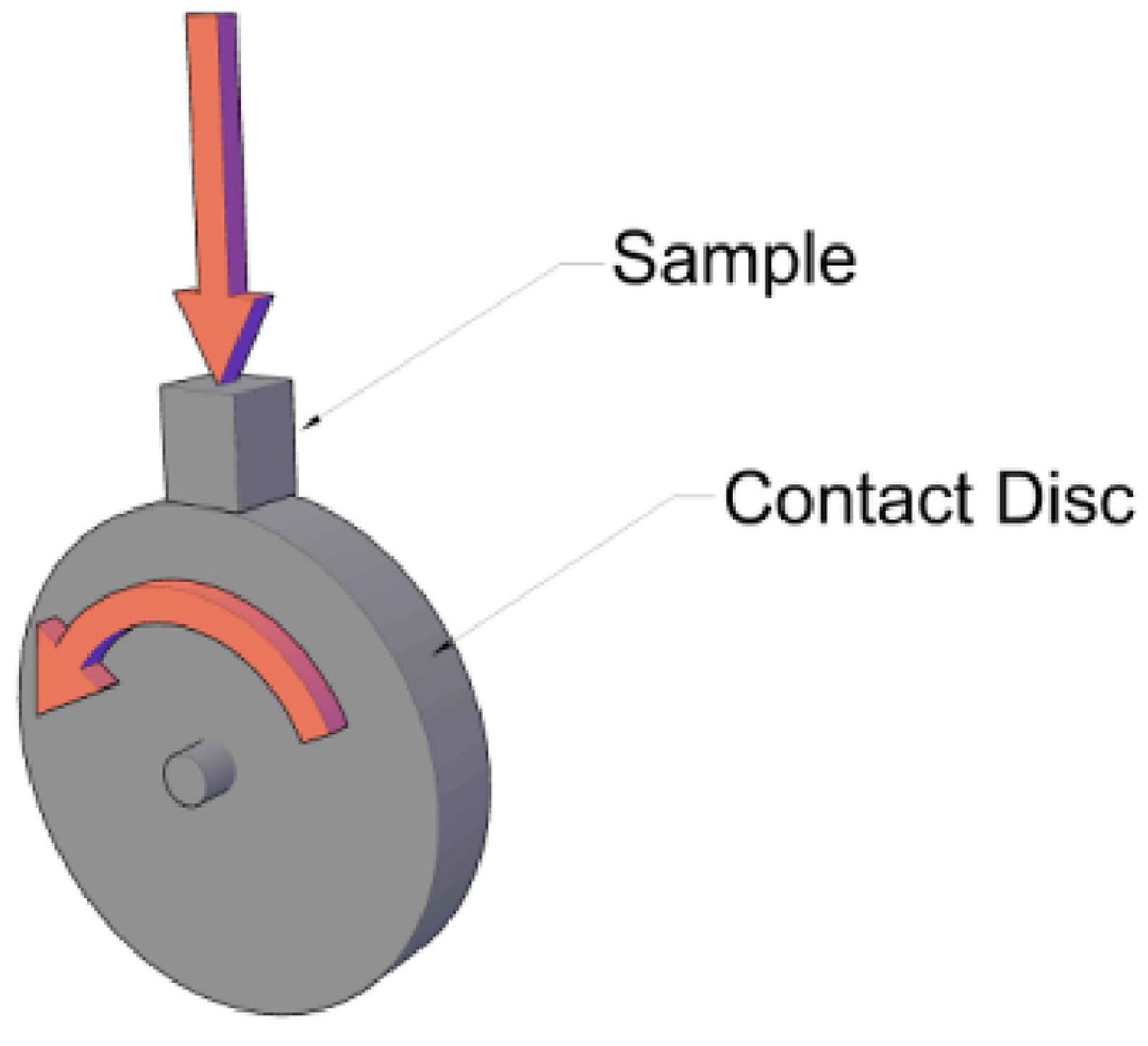
The abrasive wear test was performed in the block-on-ring configuration, schematically shown in Figure 3 using the following parameters: 60 mm diameter disc with contact face covered with 120 grit sandpaper (replaced after each test), 50 N load, 50 RPM speed (0.15 m/s) and 300 revolution cycles.
3 Results
3.1 Hardness
The HRC hardness measurements, performed after tempering, shown in Figure 4 that the heat treatment procedure was properly performed, with an average hardness above 63 HRC.
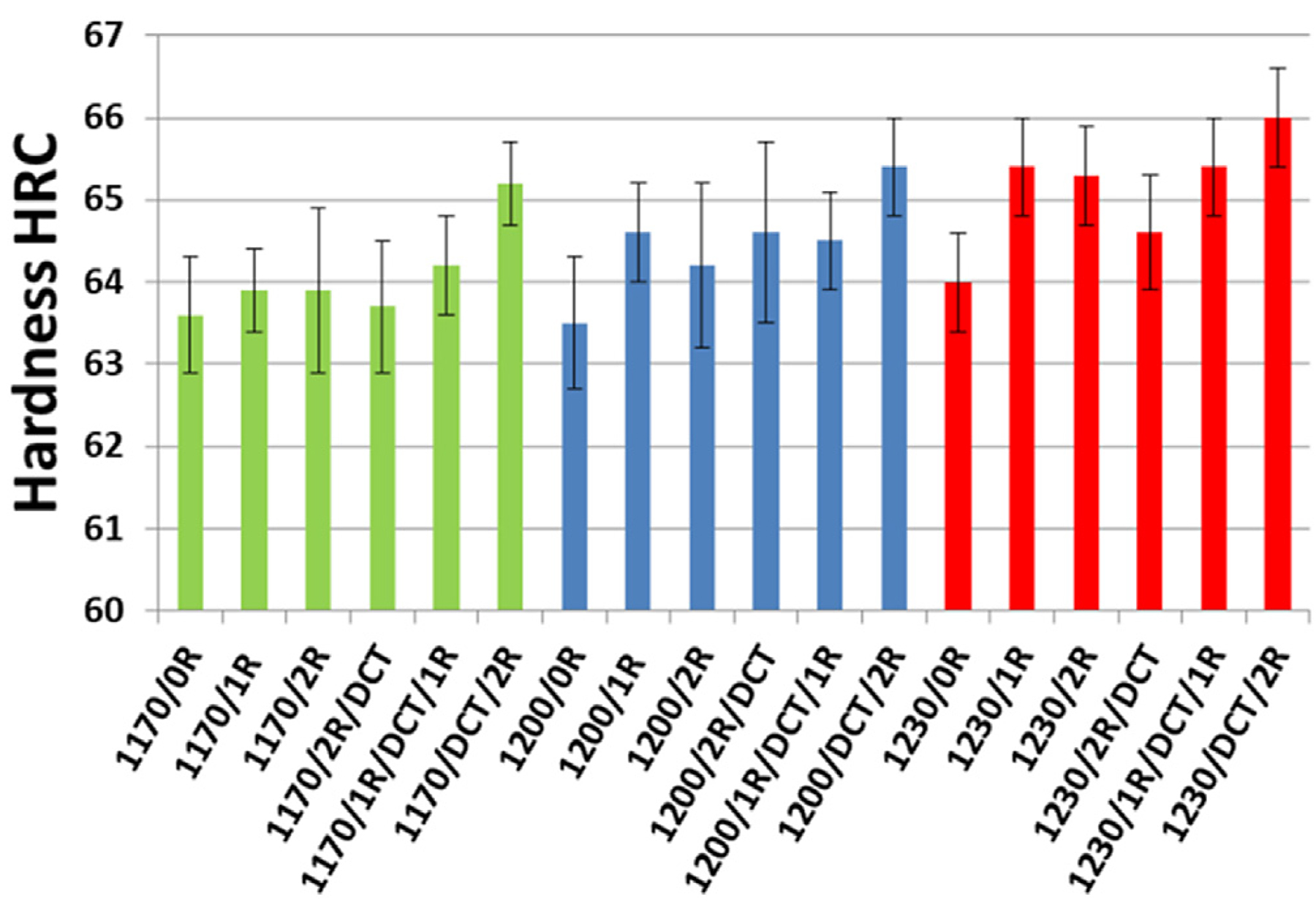
For the three austenitization temperatures analyzed, the highest values of hardness and lowest values of standard deviation were reached when DCT was applied before the tempering. The statistical analysis of the measurements shows an increase in HRC hardness when DCT is applied before tempering, as the increase was greater than the coefficient of variation.
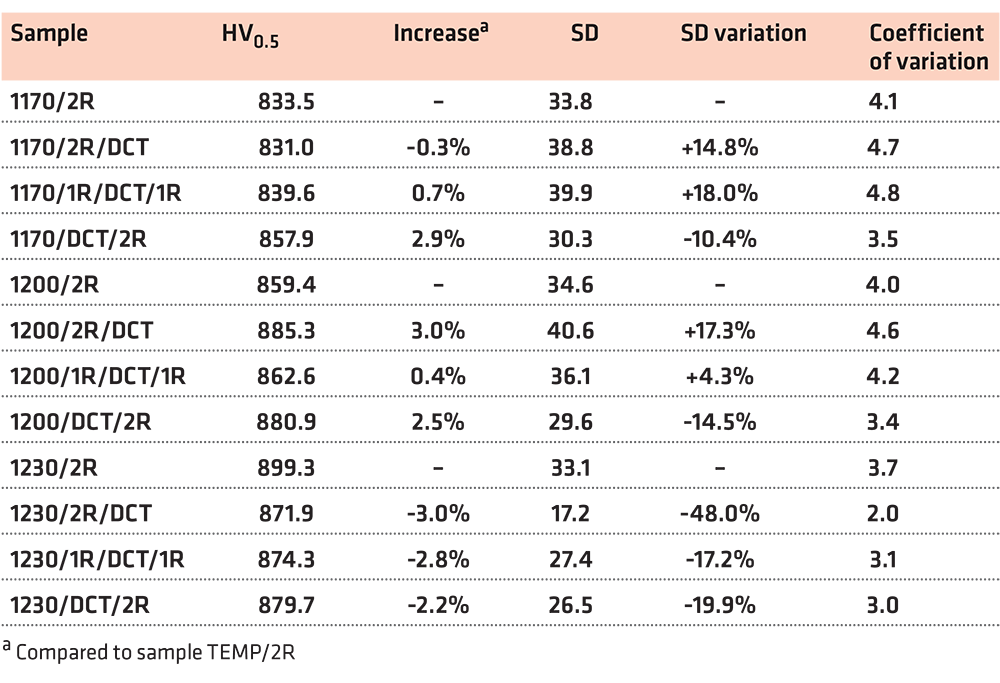
Table 3 presents the HV0.5 microhardness results. Although there are signs of microhardness increasing after DCT for the austenitized samples at 1,170 and 1,200°C, it is not possible to make such an assertion because the coefficient of variation was well above the percentage of microhardness variation. When DCT was applied before tempering, a significant reduction of the standard deviation was observed, indicating a more homogeneous microstructure.
3.2 Wear test
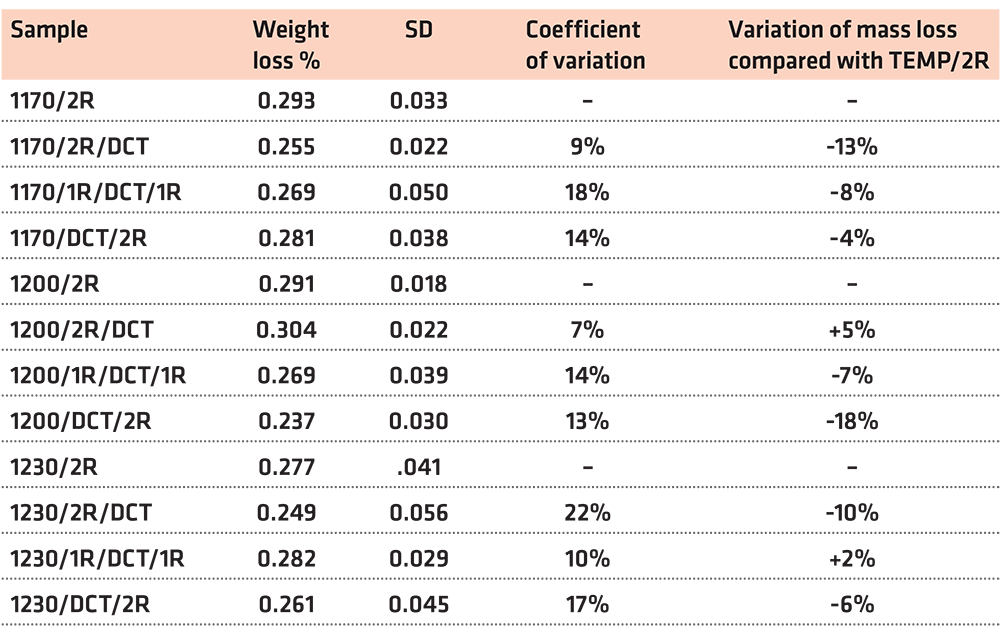
Table 4 and Figure 5 present the results of the wear test. The samples treated by route 1200/DCT/2R showed the lowest mass loss, with a reduction of 18% over the 1200/2R route.
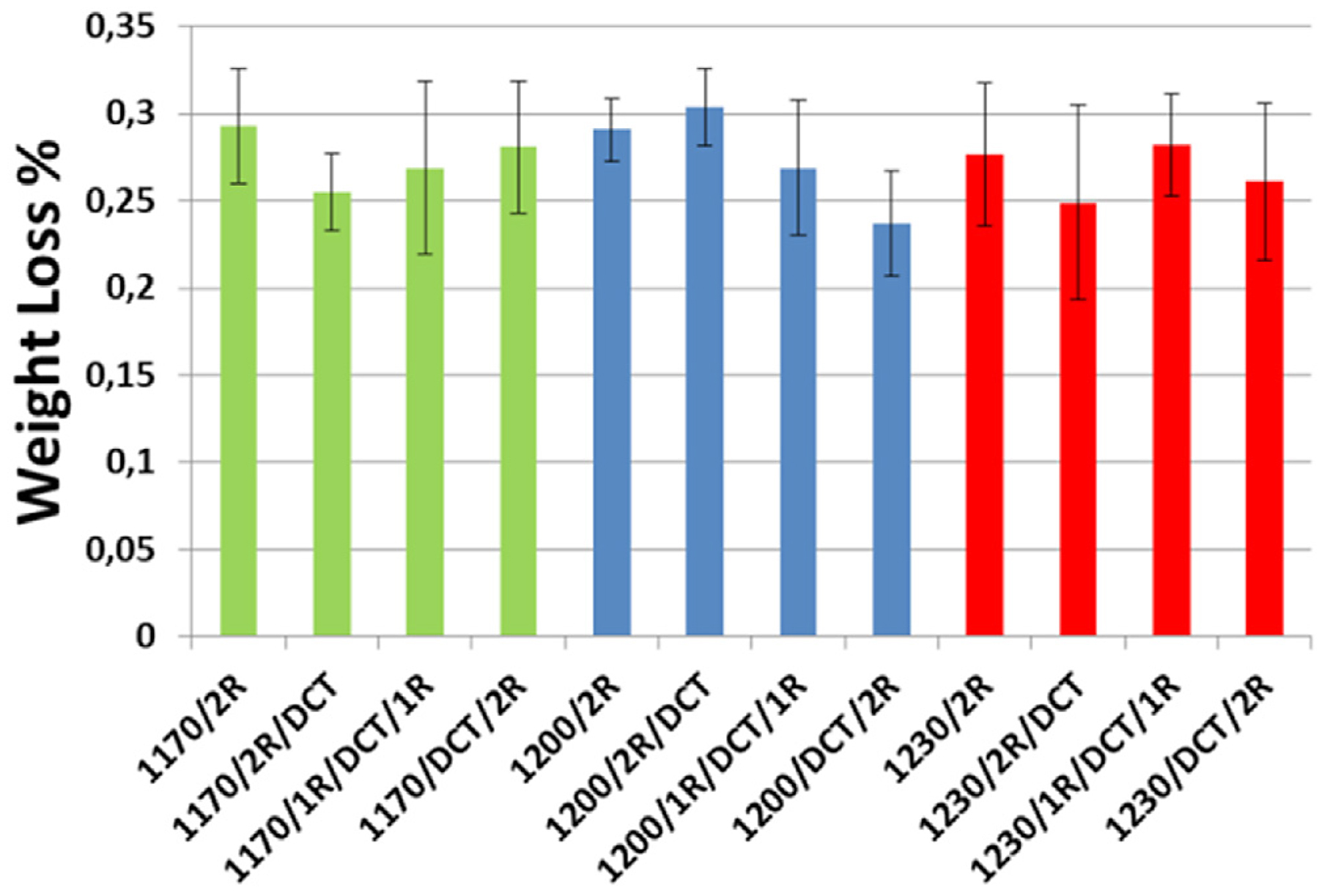
For the austenitization temperature of 1,230°C, there is a tendency to reduce the wear resistance, but the variations were lower than the coefficient of variation. For the austenitized temperature at 1,170°C, the wear resistance increased when DCT was applied after double tempering (1170/2R/DCT), whereas for the austenitized samples at 1,200°C, the increase occurred when DCT was performed before double tempering. These results suggest the optimal cryogenic parameters should be defined simultaneously with the quenching and tempering parameters.
Akhbarizadeh et al. [15] associate the benefits of DCT with the transformation of the retained austenite to martensite. However, in the comparison of the wear resistance for the samples treated with shallow cryogenic treatment (SCT) and deep cryogenic treatment (DCT), both having almost the same amount of retained austenite, better performance was found for DCT [16], suggesting that other factors contribute to improving wear resistance.
Figure 6 compares the amount of austenite for samples with and without DCT. Different than expected, DCT does not result in significant reduction of retained austenite. This behavior can be explained by the several weeks of time between quenched and tempering/DCT processes. According to Morgan and Ko [17] and Mohanty [18], it is possible that the phenomenon of austenite stabilization occurred.
3.3 Carbide precipitation
Figure 7 presents the carbide precipitation for the samples austenitized at 1,170°C with and without DCT. For the sample without DCT (1170/2R) the average size of carbide precipitations is 2.18 ± 0.63 µm while for sample with DCT (1170/DCT/2R) is 1.48 ± 0.45 µm as presented in Figure 8.

3.4 Impact toughness
The results presented in Table 5 and Figure 9 demonstrate the influence of the austenitization temperature and DCT on the impact toughness of the samples.

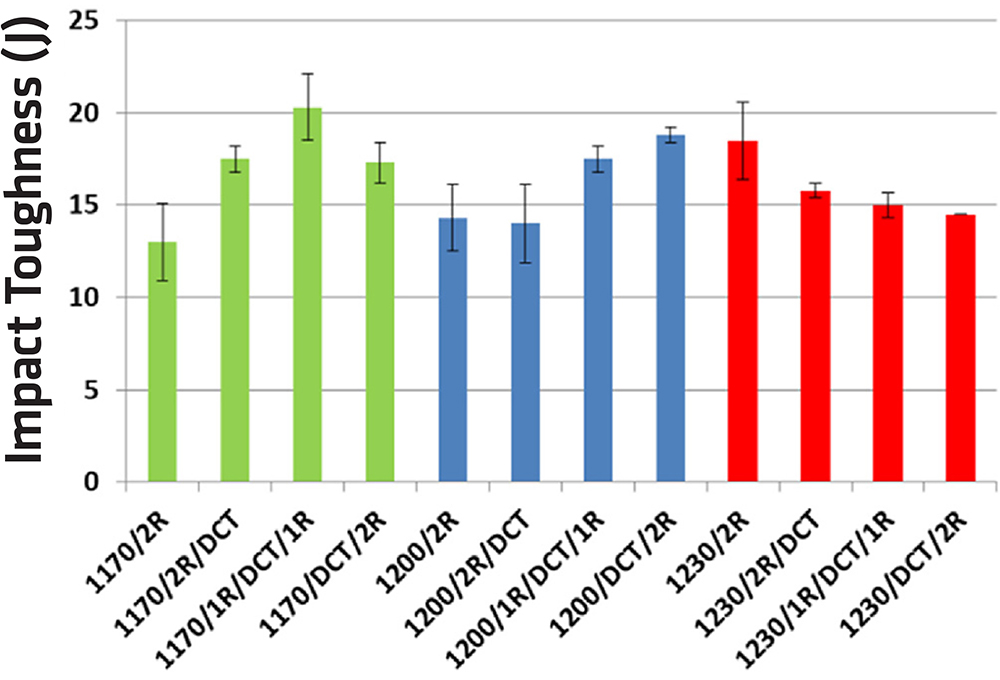
DCT increased the impact toughness on the austenitized routes at 1,170 or 1,200°C, especially for sample 1170/1R/DCT/1R, with a 56% increase. For better statistical analysis the results from Figure 9 were grouped by the same temperature (Figure 10a), by the presence of DCT or not (Figure 10b), and by similar treatment routes (Figure 10c).
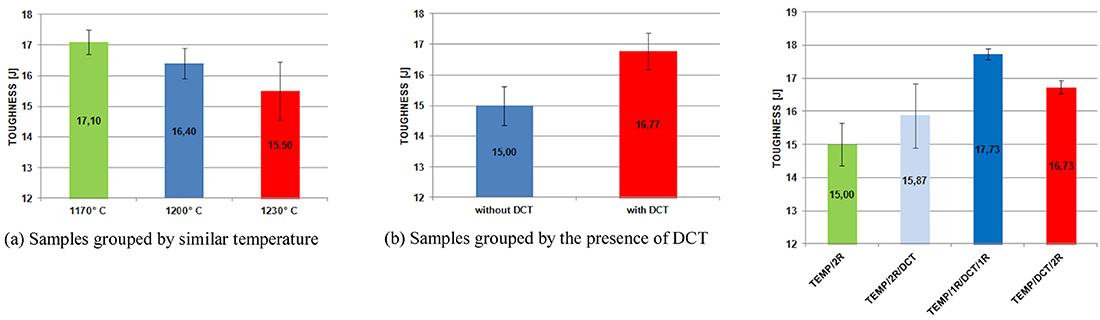
It is possible to observe that austenitizing at lower temperature and the presence of DCT resulted in higher toughness. Furthermore, DCT positioned between both tempering resulted in the highest toughness.
Figure 11 shows the grain sizes according to austenitizing temperature. At 1,170°C, the mean diameter was 7.8 ± 0.6 μm (G = 11.1); at 1,200°C, it was 8.8 ± 0.6 μm (G = 10.8); and at 1,230°C, it was 10.2 ± 0.8 μm (G = 10.3). Therefore, grain size may explain the higher toughness observed for samples austenitizing at lower temperature as observed in Figure 10a.
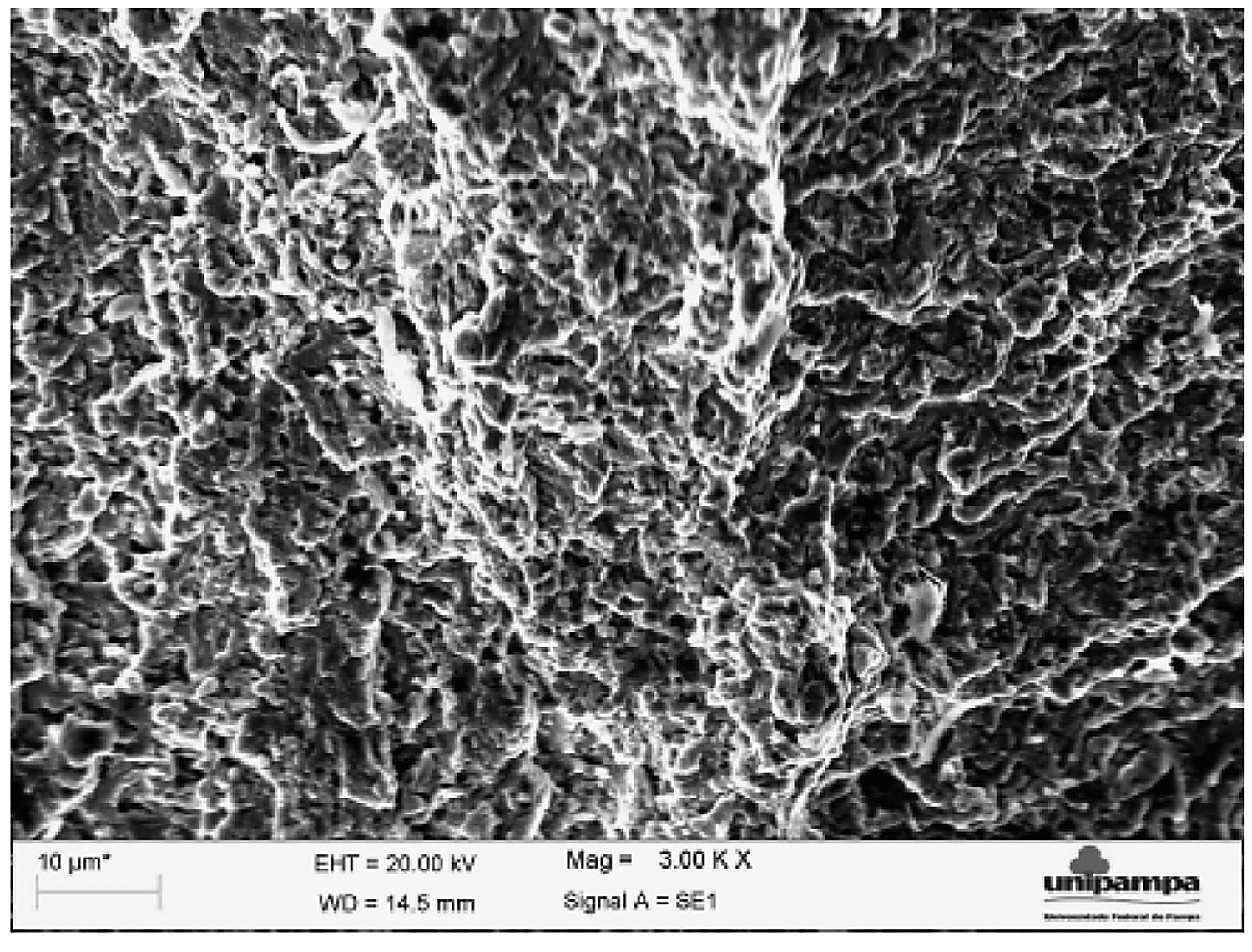
All of the samples presented a transgranular fracture governed by dimples as shown in Figure 12. This is a desirable indication that none of the heat-treating routes caused embrittlement.
4 Discussion
The results of HRC hardness tests are in agreement with those of other studies: DCT should not be applied after tempering. Yan and Li [19] report DCT should be performed before tempering because the martensite oversaturation attained at minus-196°C is associated with a higher nucleation rate and, therefore, results in a more homogeneous and finer carbide distribution. Molinari et al. [10] found better results for load-bearing steel when DCT was performed after the double tempering. However, this can be interpreted on the basis of higher toughness, which was relevant in the presence of the delamination.
Yan and Li [19] attributed the improvement in wear resistance by DCT to the matrix strengthening by fine secondary carbides and the formation of finer twinning. Mohan Lal et al. [12] concluded the mechanism causing the improvement in wear resistance is essentially an isothermal process, which cannot be explained then by austenite transformation. Additionally, Villa et al. [20] suggest that martensite formation at cryogenic temperature is partly time-dependent.
Li et al. [6] reported the amount of precipitated carbides in high-vanadium alloy steel subjected to DCT was three to five times greater than that observed in the samples exposed to conventional treatment. Das et al. [21] classify the carbides as primary carbides (PC), large secondary carbides (LSC) with a diameter from 0.5 to 2.0 μm, and small secondary carbides (SSC) with a diameter from 0.1 to 0.5 µm. They observed the population density of small secondary carbides (SSC) increases by 250% and doubles for large secondary carbides (LSC) after DCT. Furthermore, they reported a reduction of 34% in the mean diameter of SSC and 23% for LSC.
The values of the standard deviation of the hardness and microhardness measurements presented in Figure 4 and Table 3 suggest a greater homogeneity of the microstructure that are consistent with other studies, such as Koneshlou et al. [22] and Li et al. [23]. Furthermore, it is possible to observe that the amount of small carbides increases after DCT.
Bensely et al. [24] suggest the decrease in the temperature
during cryogenic treatment increases the lattice defects and instability of the martensite, which drives the carbon and alloying elements to nearby defects. These clusters act as nuclei sites for the formation of fine carbides on subsequent tempering. The intensity of carbide precipitation depends on the extent to which the specimens are cooled.
Tyshchenko et al. [25] suggest martensitic formation at low temperature is accompanied by plastic deformation of the virgin martensite due to the volume increase of the austenite-to-martensite transformation. Then, the plastic deformation of virgin martensite leads to an increase in the dislocation density and the capture and transport of immobile carbon atoms by moving dislocations and hence the formation of carbon clusters that can serve as sites for the nucleation of fine carbide particles during subsequent tempering. Therefore, Podgornik et al. [13] and Li et al. [6] proposed the reduced amount of carbon in the martensite, together with finer and more homogeneous carbide precipitation, provides improved fracture toughness. This is in agreement with the observations in this work that showed a reduction in size and in standard deviation of the carbide precipitations in the samples with DCT.
5 Conclusions
The present work indicates that cryogenic treatment should not be considered only as an add-on process to quenching and tempering but rather should be designed simultaneously. It is important to design all stages of heat treatment and deep cryogenic treatment (DCT) together because the results revealed the processes are interdependent. The following conclusions can be inferred:
DCT applied after quenching and before tempering increases the hardness for AISI M2 steel and reduces the standard deviation of the hardness and microhardness measurements.
The reduction of the standard deviation values of average hardness and average microhardness are associated with the greater homogenization of the carbides in the metal matrix.
DCT increases the toughness of AISI M2 steel for austenitization temperature of 1,170 or 1,200°C.
The best benefits observed for abrasive wear resistance are associated with the austenitization temperature of 1,200°C and DCT applied before double tempering.
The best benefits observed for impact toughness are associated with the austenitization temperature of 1,170°C and DCT applied between double tempering.
The level of retained austenite is the same after DCT.
The improvement observed for impact toughness and abrasive wear resistance are associated with thinner scale precipitates and tougher martensite.
For the heat-treatment routes investigated, DCT allows for the simultaneous increase in the toughness and wear resistance of the AISI M2 steel when proper heat and cryogenic treatments parameters are selected.
Conflicts of interest
The authors declare no conflicts of interest.
Acknowledgements
The authors thank the company Hurth Infer Indústria de Máquinas e Ferramentas Ltda. for performing the quenching treatment on the samples; the Universidade Regional Integrada – URI for the assistance with the Charpy test and FAPERGS-RS for the scholarship granted to the author C.T. Parcianello.
References
- J.Y. Huang, Y.T. Zhu, X.Z. Liao, I.J. Beyerlein, M.A. Bourke, T.E. Mitchell; Microstructure of cryogenic treated M2 tool steel; Mater Sci Eng A, 339 (2003), pp. 241-244.
- F. Farhani, K.S. Niaki, S.E. Vahdat, A. Firozi; Study of the effects of deep cryotreatment on mechanical properties of 1.2542 tool steel; Mater Des, 42 (2012), pp. 279-288.
- P. Baldissera, C. Delprete; Deep cryogenic treatment: a bibliographic review; Open Mech Eng J, 2 (2008), pp. 1-11.
- V. Firouzdor, E. Nejati, F. Khomamizadeh; Effect of deep cryogenic treatment on wear resistance and tool life of M2 HSS drill; J Mater Process Technol, 206 (2008), pp. 467-472.
- F.J. Da Silva, S.D. Franco, A.R. Machado, E.O. Ezugwu, A.M. Souza Jr.; Performance of cryogenically treated HSS tools; Wear, 261 (2006), pp. 674-685.
- H. Li, W. Tong, J. Cui, H. Zhang, L. Chen, L. Zuo; The influence of deep cryogenic treatment on the properties of high-vanadium alloy steel; Mater Sci Eng A, 662 (2016), pp. 356-362.
- K. Amini, A. Akhbarizadeh, S. Javadpour ; Investigating the effect of holding duration on the microstructure of 1.2080 tool steel during the deep cryogenic heat treatment; Vacuum, 86 (2012), pp. 1534-1540.
- A. Akhbarizadeh, S. Javadpour; Investigating the effect of as-quenched vacancies in the final microstructure of 1.2080 tool steel during the deep cryogenic heat treatment; Mater Lett, 9 (2013), pp. 247-250.
- J.D. Darwin, D. Mohan Lal, G. Nagarajan; Optimization of cryogenic treatment to maximize the wear resistance of chrome silicon spring steel by Taguchi method; Int J Mater Sci, 2 (1) (2007), pp. 17-28.
- A. Molinari, M. Pellizzari, S. Gialanella, G. Straffelini, K.H. Stiasny; Effect of deep cryogenic treatment on the mechanical properties of tool steel; J Mater Process Technol, 118 (2001), pp. 350-355.
- D. Senthilkumar, I. Rajendran; A research review on deep cryogenic treatment of steels; Int J Mater Struct Integrity, 8 (1/2/3) (2014), pp. 169-184.
- D. Mohan Lal, S. Renganarayanan, A. Kalanidhi; Cryogenic treatment to augment wear resistance of tool and die steel; Cryogenics, 41 (2001), pp. 149-155.
- B. Podgornik, I. Paulin, B. Zajec, S. Jacobson, V. Lesvovsek; Deep cryogenic treatment of tool steels; J Mater Process Technol, 229 (2016), pp. 398-406.
- D. Das, A.K. Dutta, K.K. Ray; Inconsistent wear behaviour of cryotreated tool steel: role of mode and mechanism; Mater Sci Technol-Lond, 25 (10) (2009), pp. 1249-1257.
- A. Akhbarizadeh, A. Shafyei, M.A. Golozar; Effects of cryogenic treatment on wear behavior of D6 tool steel; Mater Des, 30 (2009), pp. 3259-3264.
- N.S. Kalsi, R. Sehgal, V.S. Sharma; Cryogenic treatment of tool materials: a review;Mater Manuf Process, 25 (2010), pp. 1077-1100.
- E.R. Morgan, T. Ko; Thermal stabilization of austenite in iron-carbon_nickel alloys; Acta Metall, 1 (1953), pp. 36-48.
- O.N. Mohanty; On the stabilization of retained austenite: mechanism and kinetics; Mater Sci Eng B, 32 (1995), pp. 267-278.
- X.G. Yan, D.Y. Li; Effects of sub-zero treatment condition on microstructure, mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel; Wear, 302 (2013), pp. 854-862.
- M. Villa, M.F. Hansen, M.A.J. Somers; Martensitic formation in Fe-C alloys at cryogenic temperatures; Scr Mater, 141 (2017), pp. 129-132.
- D. Das, A.K. Dutta, K.K. Ray; Influence of varied cryotreatment on wear behavior of AISI D2 Steel Wear, 266 (2009), pp. 297-309.
- M. Koneshlou, K. Kaveh Meshinchi Asl, K. Farzad; Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel; Cryogenics, 51 (2011), pp. 55-61.
- J. Li, X. Yan, X. Liang, H. Guo, D.Y. Li; Influence of different cryogenic treatments on high-temperature wear behavior of M2 steel; Wear, 376-377 (2017), pp. 1112-1121.
- A. Bensely, S. Venkatesh, D. Mohan Lal, G. Nagarajan, A. Rajadurai, J. Krzysztof; Effect of cryogenic treatment on distribution of residual stress in case carburized En 353 steel; Mater Sci Eng A, 479 (2008), pp. 229-235
- A.I. Tyshchenko, W. Theisen, A. Oppenkowski, S. Siebert, O.N. Razumov, A.P. Skoblik, et al.; Low-temperature martensitic transformation and deep cryogenic treatment of a tool steel; Mater Sci Eng A, 527 (2010), pp. 7027-7039.
About the authors
Dieison G.Fantineli, Cleber T.Parcianello, Tonilson S.Rosendo, and Marco D.Tier are with the Universidade Federal do Pampa – PPEng/UNIPAMPA, Alegrete, RS, Brazil. Afonso Reguly is with the Universidade Federal do Rio Grande do Sul – LAMEF/PPGE3M/UFRGS, Porto Alegre, Brazil.
© 2020 The Author(s). Published by Elsevier B.V. (https://doi.org/10.1016/j.jmrt.2020.08.090) This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/). It has been edited to conform to the style of Thermal Processing magazine.


















 general practice for CQI-9 and AMS2750E")





