






The Austemper heat treat process was first developed in the 1930’s. Its application was initially limited to low volume, relatively small steel components. This has quietly changed in recent decades via the development of furnace technology and the process knowledge to produce Austempered Ductile Iron (ADI), Austempered steel, and Carbo-AustemperedTM steel. Austempered materials provide unique opportunities for gear applications. This article will review the basics of Austempering and discuss why these materials should be of interest to gear designers.
Introduction – The austempering process
Austempering is an isothermal heat treatment process that can be applied to ferrous materials to increase strength and toughness. Figure 1 compares Austempering to a conventional quench and tempering (Q&T) process on a schematic isothermal transformation (I-T) diagram. Austempering consists of austenitizing followed by rapidly quenching to temperatures in the range of 260-385°C (500-725°F) where the material is then transformed isothermally to form either Ausferrite (acicular ferrite and carbon stabilized austenite) in cast iron, or Bainite (acicular ferrite and carbide), in steel. The Q&T process consists of austenitizing and then rapidly quenching below the Martensite start line. The Martensite that forms is very hard and brittle, and subsequently must undergo a tempering step to acquire the desired combination of strength and toughness.
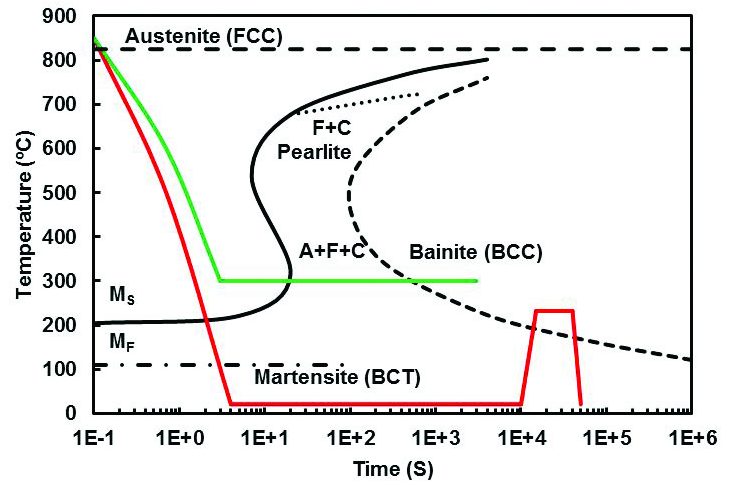
In a Q&T process, the formation of Martensite occurs at the speed of sound as the metal temperature drops below the Martensite start temperature. Distortion and/or cracking can occur due to non-uniform transformation as the center of the part cools more slowly and transforms to Martensite after the surface has fully transformed into a hard, brittle material. Since the formation of Bainite or Ausferrite occurs over minutes or hours at a single temperature, distortion is minimized and cracking does not occur.
Carbo-Austempering™ is a heat treat process used on certain steels where the surface of the part is carburized, followed by quenching to a temperature where the steel is held isothermally to produce a high carbon, Bainitic case. When this process is applied to low-carbon steels, it results in the formation of a Bainitic case and a low carbon, tempered Martensite core. For medium carbon steels, Bainite is formed throughout the cross-section of the part.
Austempered ductile iron
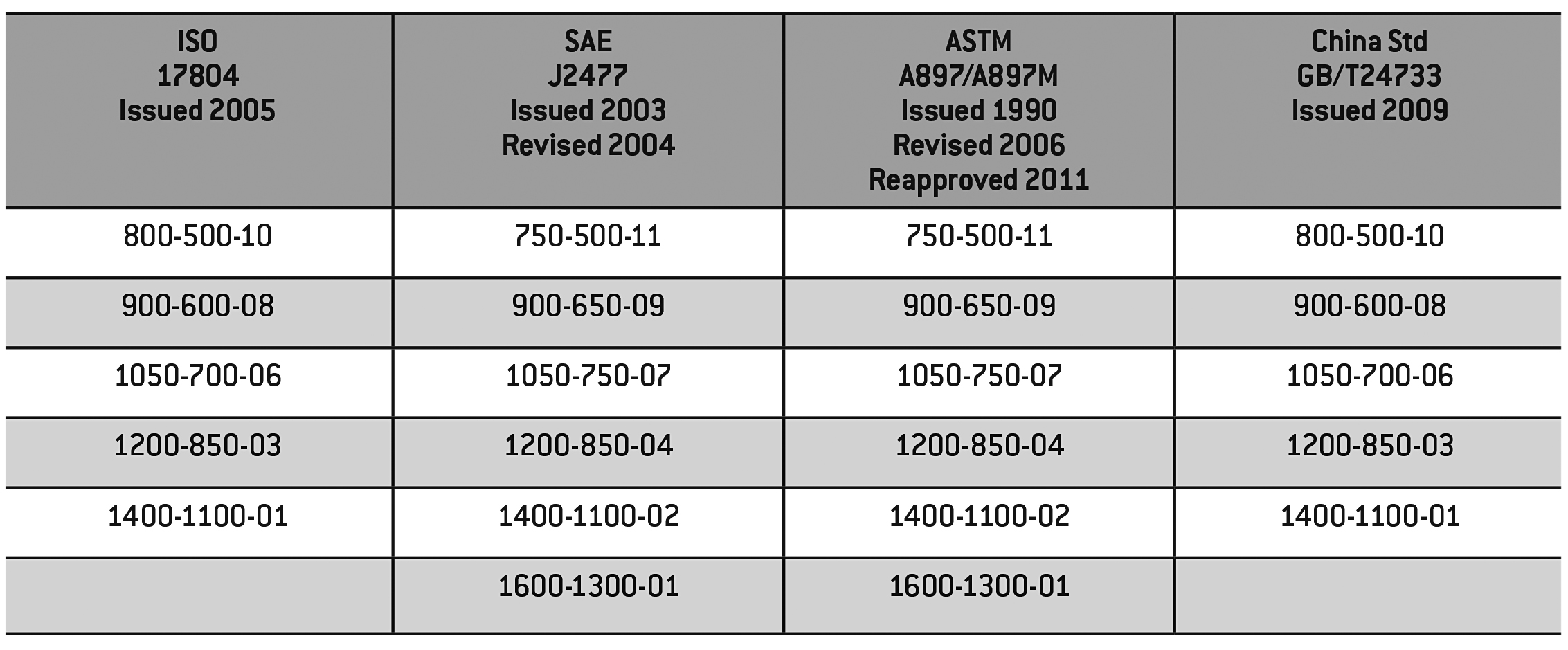
Austempered Ductile Iron is a family of several different grades of heat-treated ductile iron in which the final properties are determined by the selection of heat treatment parameters. International organizations like ASTM, SAE and ISO all have published ADI standards. Table 1 compares the minimum tensile properties of ADI to several different standards organizations.
One of the earliest high volume applications of ADI occurred when General Motors replaced carburized and hardened steel hypoid ring and pinion axle gears with ADI in the 1970’s. Even though no known warranty failures occurred with these components, gears continue to be one of the most underdeveloped markets for ADI.
Figure 2 compares allowable contact stress for ADI gears to competitive materials as a function of hardness. The Young’s modulus (stiffness) of ADI is approximately 20% lower than that of steel. As a result, ADI gear teeth conform more than ones made of steel. This increases the area of contact, which, in turn, decreases the Hertzian contact stress for a given load. Examination of the data in Figure 2 shows that ADI competes favorably with through-hardened, nitrided and induction-hardened steels when contact stress is considered.
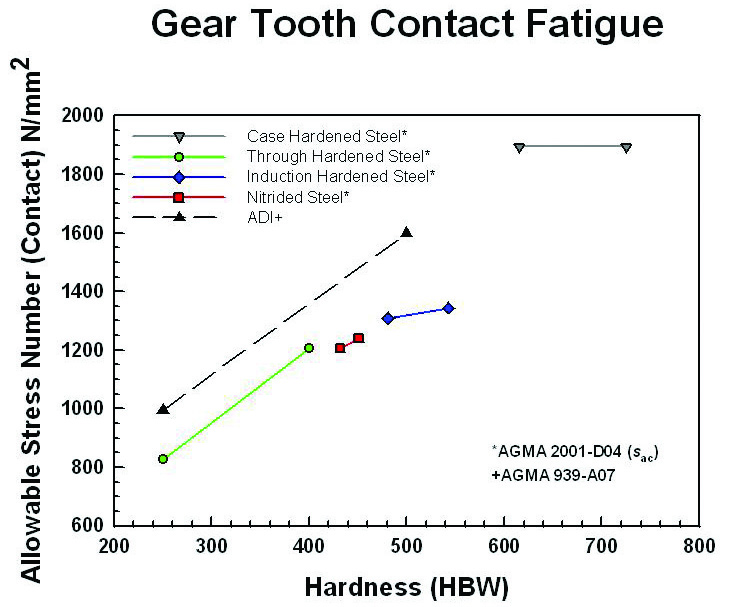
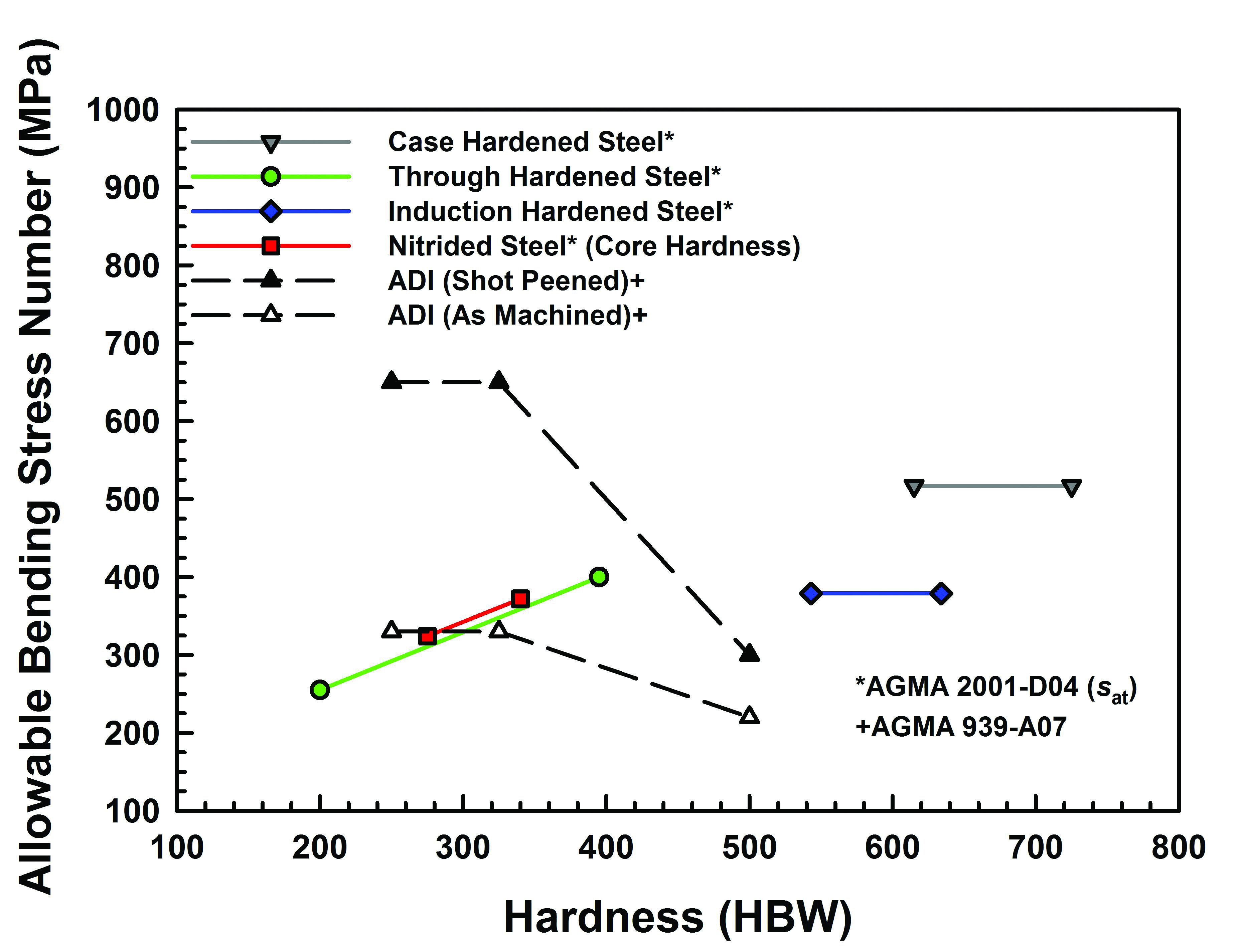
Figure 3 compares allowable root tooth bending fatigue strength of ADI to conventionally heat-treated steels for gear applications. Examination of this data demonstrates that ADI competes favorably with cast and through-hardened steels. When shot peened, the fatigue strength of ADI is markedly improved, allowing it to be competitive with gas-nitrided and case-carburized steels. In general, shot peening will improve the allowable bending fatigue of conventionally carburized steels by 30%, and up to 75% for ADI.
Another consideration for ADI gears is this: cast iron has a higher damping coefficient than steel, due to the presence of graphite in the base material. As a result, there is a potential to design quieter gear sets with ADI than steel. Furthermore, because the Austempering process is a uniform heat treatment in comparison to those based on a Q&T process, the opportunity to hold tighter tolerances during heat treatment exists because the growth is more uniform. All of the aforementioned potential benefits of ADI typically occur at a cost reduction of approximately 20%.
Austempered and carbo-austempered steel
Austempered and Carbo-AustemperedTM Steel is Lower Bainite. This material is often referred to as “maximum Bainitic. When Austempered steel is produced, the desired final microstructure hardness” and is produced by isothermal transformation to a final Rockwell C hardness (HRC) of > 40. Lower Bainite should not be confused with Upper Bainite (with a final HRC in the range of 25 – 35), which is formed by transforming through a temperature range due to a slack quench during a Q&T process. Furthermore, isothermal holding does not necessarily guarantee that an Austemper process has been done correctly. The isothermal hold must be done above the Martensite Start temperature to assure that Lower Bainite is produced rather than untempered Martensite. If Lower Bainite is not produced, then the unique properties of Austempered steel will not be realized. Misunderstandings about the fundamentals of the Austempering process likely have incorrectly diverted design engineers from considering Bainitic steels for gear applications.
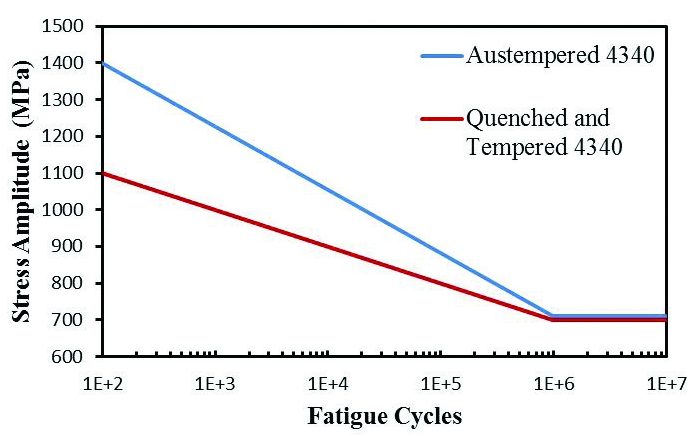
Figure 4 compares the finite life fatigue regime of Austempered 4340 steel to Q&T 4340 steel at 45 HRC. Lower Bainite is more resistant to crack formation as indicated by higher finite life fatigue strength. This increased strength makes Austempered steel ideal for applications where an occasional overload might occur.
Low to medium carbon steels are good candidates for Carbo-AustemperingTM. Typically a high carbon, Bainitic case (HRC 50 – 60) is produced on a component with a lower-carbon, tempered Martensite core (HRC < 40). In some instances, advantages have been realized in medium carbon alloy steels with a high carbon, Bainitic case (45 – 50 HRC) on a medium carbon, Bainitic core (45 – 50 HRC).
Carbo-Austempering™, like Austempering, is a low-distortion heat treatment process in comparison to a conventional carburize and harden process. During Carbo-Austempering™, the transformation begins in the center or core of the part, resulting in the formation of compressive stresses as the outside layer or case transforms last during heat treatment. The residual compressive stresses on the surface of Carbo-Austempered™ steel result in improved high-load, low-cycle fatigue properties as compared to conventional Carburized Q&T steel. This is illustrated in Figure 5, which contains rotating bending fatigue curves for both Carbo-Austempered™ and conventionally carburized Q&T 8622 steel.
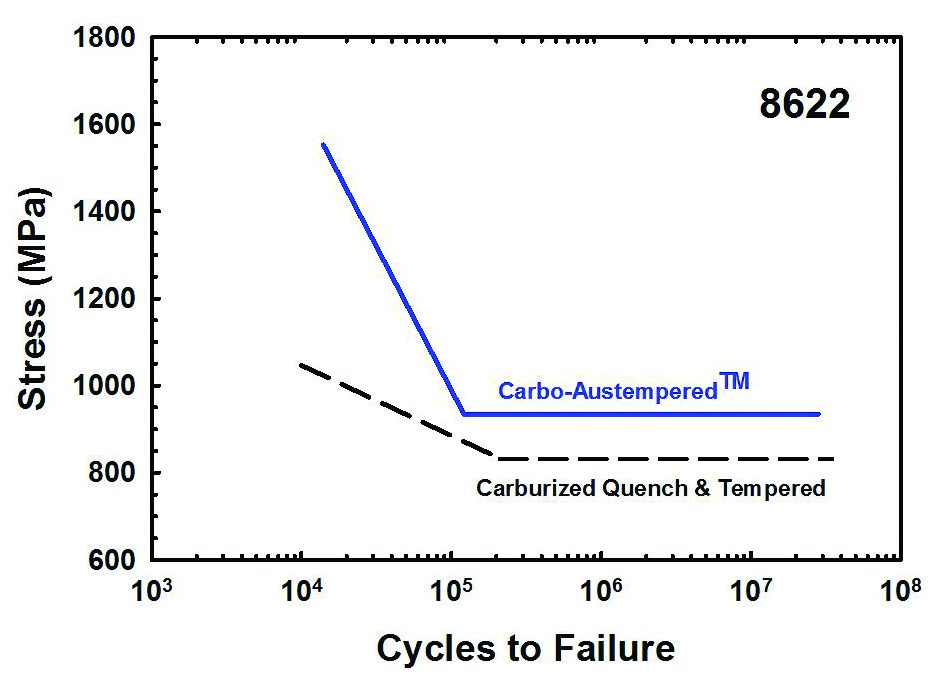
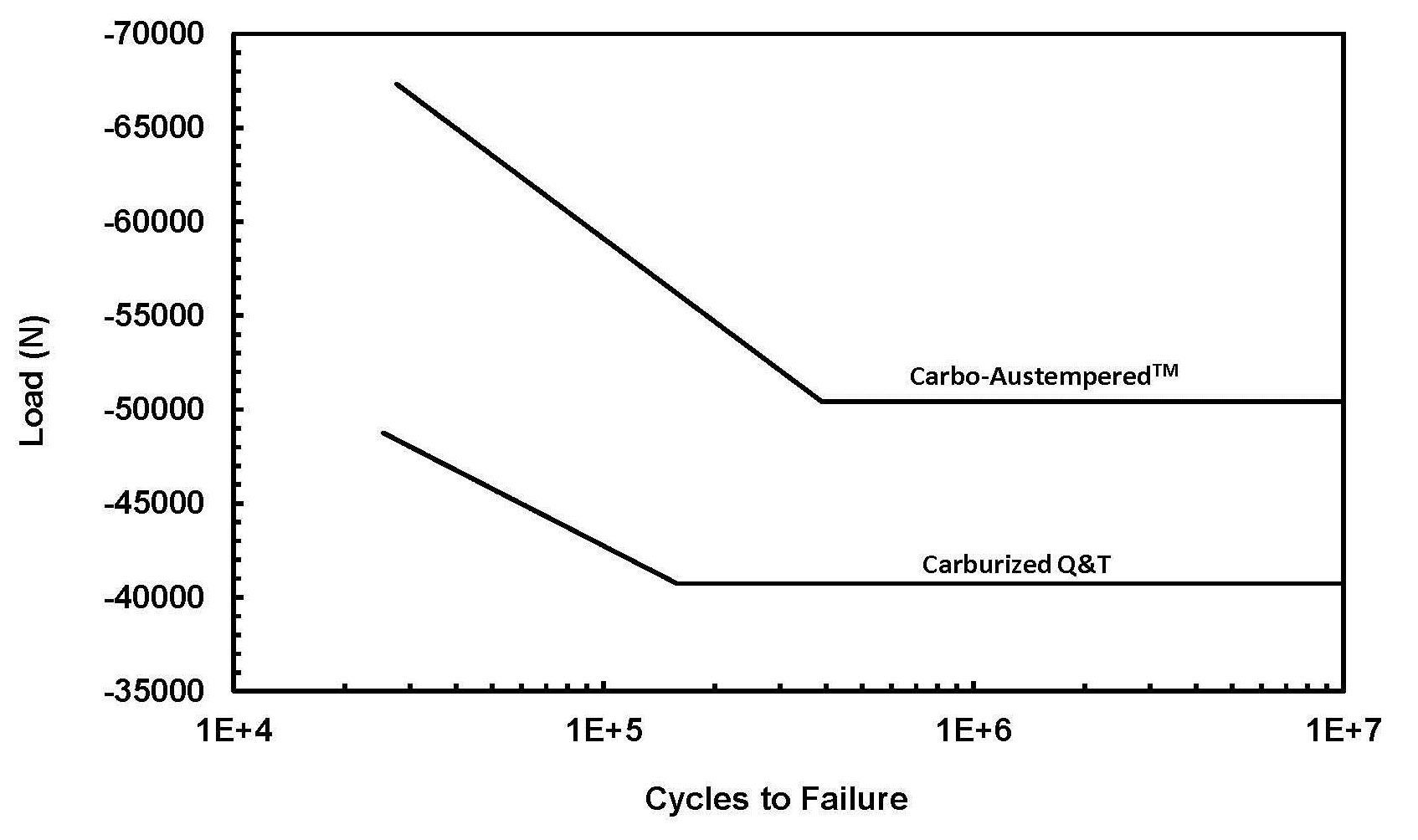
The surface hardness for the specimens in Figure 5 was 58 HRC with an effective case depth of 0.76 mm (0.03 inches). Note the superior performance of the Carbo-Austempered™ steel in the low cycle regime (<105 cycles) where improvements in fatigue strength of up to 40% can be realized. This trend also occurs in tooth root bending fatigue testing. Figure 6 shows the tooth root bending fatigue life of Carbo-Austempered™ and Carburized quenched and tempered 8620 steel timing gears for diesel engines.
A uniform heat treatment process is used to produce austempered steel gears. As a result, there is an opportunity to hold tighter tolerances when machining is completed prior to heat treatment. Lower Bainite is more resistant to crack formation than tempered Martensite at HRC levels in excess of 40; thus, it lends itself well to applications where an overload might occur.
Applications of austempered gears
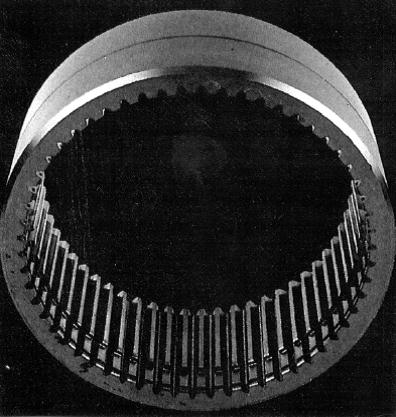
While Austempered Ductile Iron is not a replacement material for all steel gears, the mechanical properties of ADI warrant careful consideration from engineers. The applications for ADI gears have ranged from hypoid differential gears and pinions (Figure 7), to transmission annular gears (Figure 8), to worm wheels, and to diesel engine timing gears. In some applications, where the loads permitted, ADI replaced previously carburized and hardened gears; Figure 7, Figure 8, and Figure 10 show examples of these applications. The galling resistance of ADI has enabled engineers to design worm wheels for some applications and realize large material cost reductions over bronze.


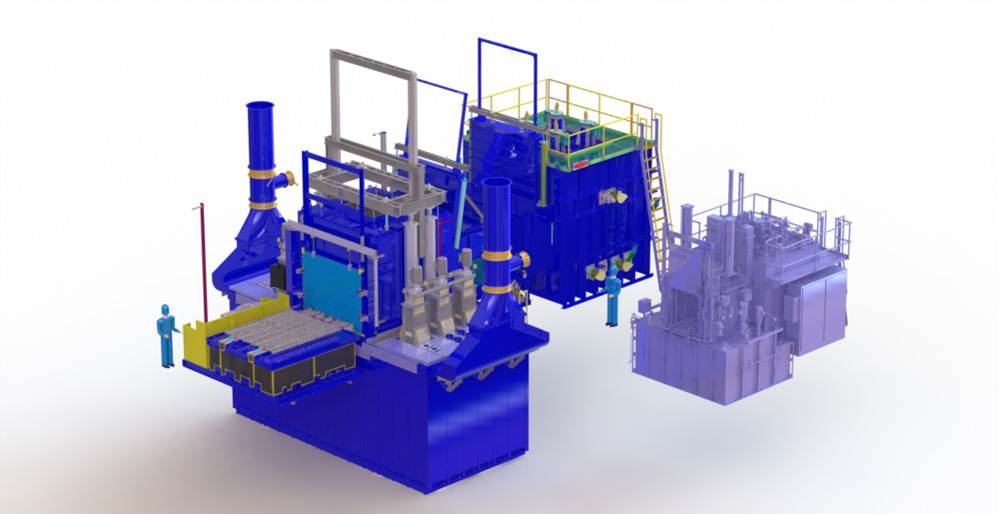
The growth in applications of Austempered components has been closely linked to the development of new furnace technologies. In the 1930’s, salt-to-salt lines were the only Austempering lines available, thus limiting the size and volumes of Austempered components. Since the 1960’s, additional furnace technologies, namely belt lines and Universal-Batch-Quench-Austemper (UBQA) furnaces, have been developed to allow for different sizes and shapes of steel and ductile iron to be Austempered. As furnace technologies continue to develop, the opportunities in the world of gears will continue to evolve (Figure 9).
Large ADI segmented mill gears have been produced for upwards of 20 years in Europe, but the utilization of segmented ADI gears has been stifled in the United States by concerns over potential for failures at the joints. Furthermore, the segment size has been limited by the ability to Austemper larger gear segments. New furnace technologies are reducing this limitation. The Applied Process Group, in coordination with AFC-Holcroft, has recently commissioned a “monster” furnace that creates new opportunities for large Austempered gearing. With a basket size of 2134 X 2438 X 1422 mm and a gross load of 9.1 metric tons, larger gears can now be produced in ADI that had previously been made in steel (Figure 10).
Austempered steel offers a unique opportunity for gear designers. Because of the combination of strength and toughness above 40 HRC, Austempered steels offer a low-distortion heat treat option for conventionally through-hardened gears that should provide higher allowable contact and tooth bending fatigue strength along with excellent resistance to shock loads. Light vehicle transmission reverse gears, shown in Figure 11, are one example of an application where Austempered steel excels.
Carbo-Austempered™ steel gears push the limits of bending strength for gear designs, and many of the applications reflect this (Figure 12).

Summary
ADI, Austempered steel and Carbo-Austempered™ steel can provide engineers with unique tools for gear design. ADI is a lower -cost alternative to through-hardened, gas-nitrided, induction-hardened, and carburized and hardened steel gears. It has comparable or improved performance due to its high levels of strength and ductility, decreased distortion, ease of manufacturing and availability. Austempered steel has excellent properties above 40 HRC that allow for press quenches to be eliminated and for the handling of high shock loads. Carbo-Austempered™ steel pushes the limits of the overload capacity of gear teeth with reduced levels of distortion.
Developments in the Austempering process have allowed for other manufacturing steps to be reduced or eliminated and cost and performance benefits to be secured. On-going research continues to further develop an understanding of the performance of Austempered materials. Certainly, these materials may not be the solution for all gearing challenges; however, their true potential has barely been tapped. The challenge now is for gear designers to determine if their design sophistication is high enough to fully take advantage of these “new” materials.
References
- Keough, J., and Hayrynen, K., “Automotive Applications of Austempered Ductile Iron (ADI): A Critical Review,” SAE, 2000.



















 general practice for CQI-9 and AMS2750E")





