








In this column, I will discuss the sampling of quench oil for quarterly checks as required by many internal and external auditing agencies (CQI-9, NADCAP, etc.).
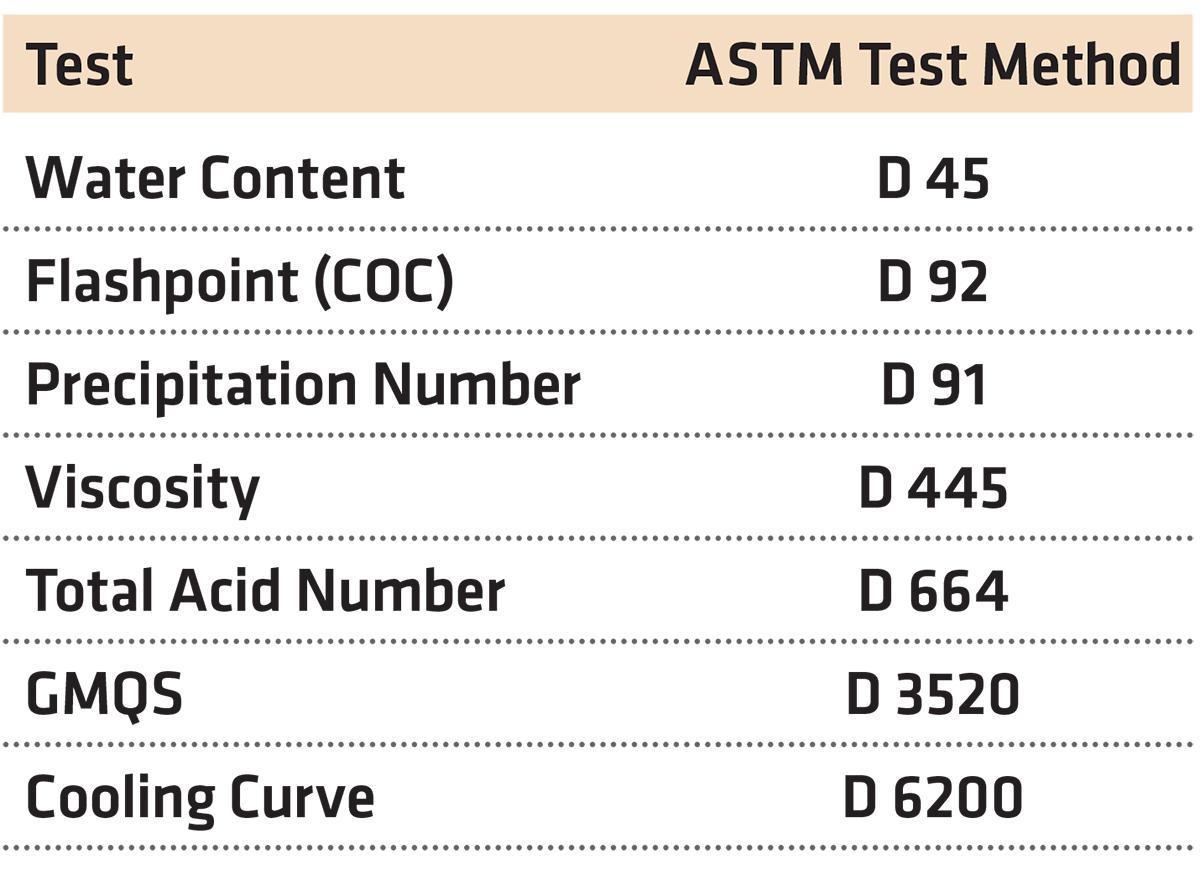
Many auditing agencies require that a quenchant be checked quarterly for suitability of use. These tests are shown in Table 1.
It is critical that these parameters be determined accurately to avoid safety issues, or to avoid work piece soft spots or cracking. The oil should be checked for staining potential and that the heat extraction rate is within specification. Water content should be measured to avoid potentially hazardous fires or cracking of parts. The first step is to make sure the sample is representative of the quench oil, and that a sample is taken properly.
Sampling of Quenchant
Quench oil samples should be taken directly from the quench tank in open system, for instance, in continuous furnaces, or open quench tanks. It is important that the agitation system be turned on prior to taking the sample — preferably for one hour or more to allow for mixing of all contaminants and water. If possible, samples should be taken near the bottom of the quench tank. This can be accomplished using a long ladle or by taking the sample from the agitation line, if it pulls quench oil from the bottom. Samples should be taken before the filtration system to obtain a true representative sample of the oil.
In integral quench furnaces, the situation is more difficult. It is nearly impossible to pull a sample directly from the quench tank because of the closed outer door. If the outer door is opened, then the flame curtain is actuated, and sampling is hazardous. If the flame curtain is shut off, then there is the risk that the flame curtain may not be turned back on — causing an explosion hazard. Because of this, the only real way of obtaining a proper sample is from the lines used for filtration or the use of a petcock located on the quench tank heat exchanger line.
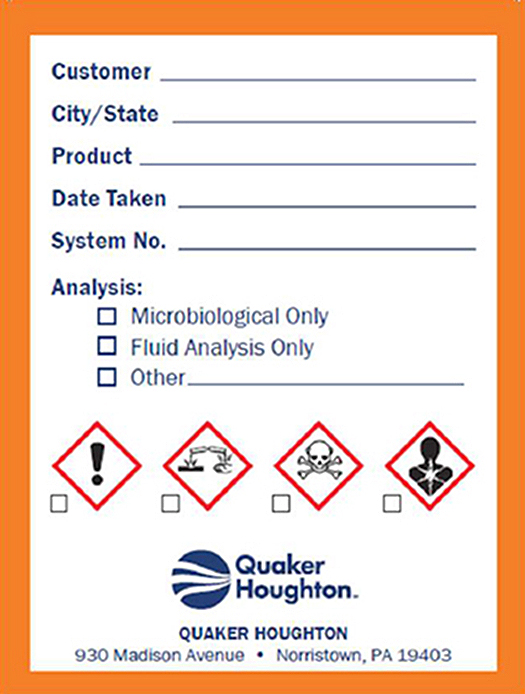
The sample container should be clean and dry, with no moisture present. It should also be appropriate for the temperature of the oil. The use of plastic containers for hot mar-tempering oil is inviting disaster. The use of new, unused solvent cans is preferred. These cans are easily sealed and capable of withstanding the temperatures of quench oils. These solvent cans are also sturdy for shipping. They are readily available at most hardware or paint stores. Make sure that a label can be affixed to the can, with the furnace designation and date sample taken (Figure 1). Ambiguous labels are not acceptable. With no customer or system information given, it is difficult to know the details when several hundred samples arrive per week (Figure 2).

For routine maintenance checks (water content, viscosity, precipitation number, total acid number, etc.), the use of pint cans is acceptable. If cooling curves or GMQS is to be determined, then one-gallon or half-gallon cans are recommended. The label or accompanying paperwork should indicate a return address and name. A contact phone number is recommended.
Once the sample has been taken, typically a half-gallon if cooling curves are also going to be measured, it must be capped or sealed immediately. While it is convenient to allow the oil to cool with the lid off, this will cause false positives for moisture — especially if mar-tempering oils are used. This is because the cooling oil can absorb moisture from the air. This is particularly a problem in hot, humid locations such as the South and Midwest in the summer, or on rainy days when the relative humidity is high. Once capped immediately after the sample has been taken, the container can be allowed to cool in any fashion. Once cool, the sample is ready for shipping to the oil supplier for testing, or submittal to the laboratory for water, viscosity, and other necessary testing.
Once the cap has been placed on the can, it is important that the cap be prevented from coming off during shipment. Electrical tape around the cap and solvent can is usually adequate. For half-gallon and gallon cans the lid should be secured using either can lid locks or rings to properly secure the lid (Figure 3).

Once the sample has been properly sealed, and the cap or lid firmly secured, it should then be placed in a sealable plastic bag. Once the bag is sealed, the sample can and bag are placed in the container for shipment. Surround the samples with a packing material to minimize their movement in the box during shipping and handling. Use fillers like crumpled newspapers, foam “peanuts,” or bubble wrap. Absorbent materials such as rags or starch “peanuts” work best. Make sure there is no open air-space in the box that would allow the samples to shift or bounce during shipment. Improper packing can result in a jumbled mess upon arrival (Figure 4).

Samples sent with hazardous classifications must only be shipped using a certified DOT shipper (FedEx or UPS). It is always a good idea to enclose the Safety Data Sheet for the product in the package, if the package becomes compromised and starts to leak. This way the shipper can identify any hazards and perform any clean-up of a spill.
Conclusions
In this article, we have discussed the proper methods of taking a quench oil sample and preparing it for shipment. Proper packaging can prevent loss of the sample during shipment and prevent leaks and spills. This ensures that the sample arrives on time and that the quenchant supplier’s lab can properly process the samples. Samples can then be processed in a timely fashion, without headache.
As always, should you have any comments or questions regarding this or any other article, or have suggestions for further columns, please contact the editor or myself.







 general practice for CQI-9 and AMS2750E")





