








Rockwell hardness testing is a common way to ensure the material response to heat treat is conforming and is required by applicable industry and prime specifications. Rockwell hardness testing is popular due to its ease of operation including the absence of optical measuring equipment, a range of alloys may be measured, and readings can be obtained in a matter of seconds with both manual and more modern automated machines.
ASTM E18 is the industry standard for Rockwell hardness testing of metallic materials. This specification includes both theory and standard practice statements. For those companies Nadcap accredited in heat treat where the AC7102/5 for hardness and conductivity testing is included, an additional layer of requirements come into play.
In this article we will examine general hardness testing theory, practices, Nadcap requirements, and discuss how these items affect those responsible for quality. The items within this article are general and, in an effort to manage the length of this article, not all aspects of hardness testing, ASTM E18, or Nadcap requirements are included. All references to ASTM E18 are to revision -19.
Rockwell Hardness Testing Theory
Rockwell hardness testing has several indenter types which in turn require separate major loads (kg). Figure 1 reflects common Rockwell scales used and their corresponding major loads.
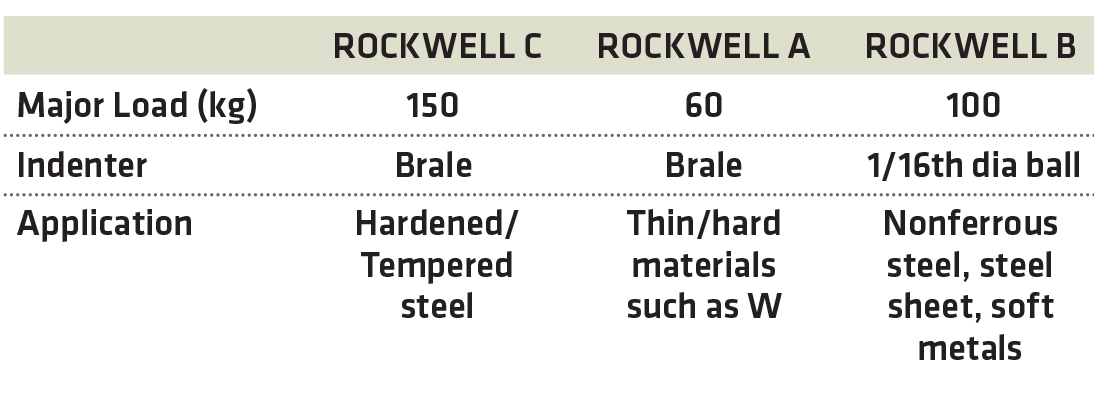
When Rockwell hardness testing, a minor load of 10kg is applied to the indenter used on the material being tested. The purpose of the minor load is to penetrate the material’s surface and establish a set position. After the minor load is applied, the major load is applied. Again, this major load is dependent on the type of indenter used. After enough time, the major load is removed and the hardness value is displayed on either an analog or digital indicator. Analog indicators typically have a resolution of 1 Rockwell while digital machines typically have an available resolution of 0.1 Rockwell.
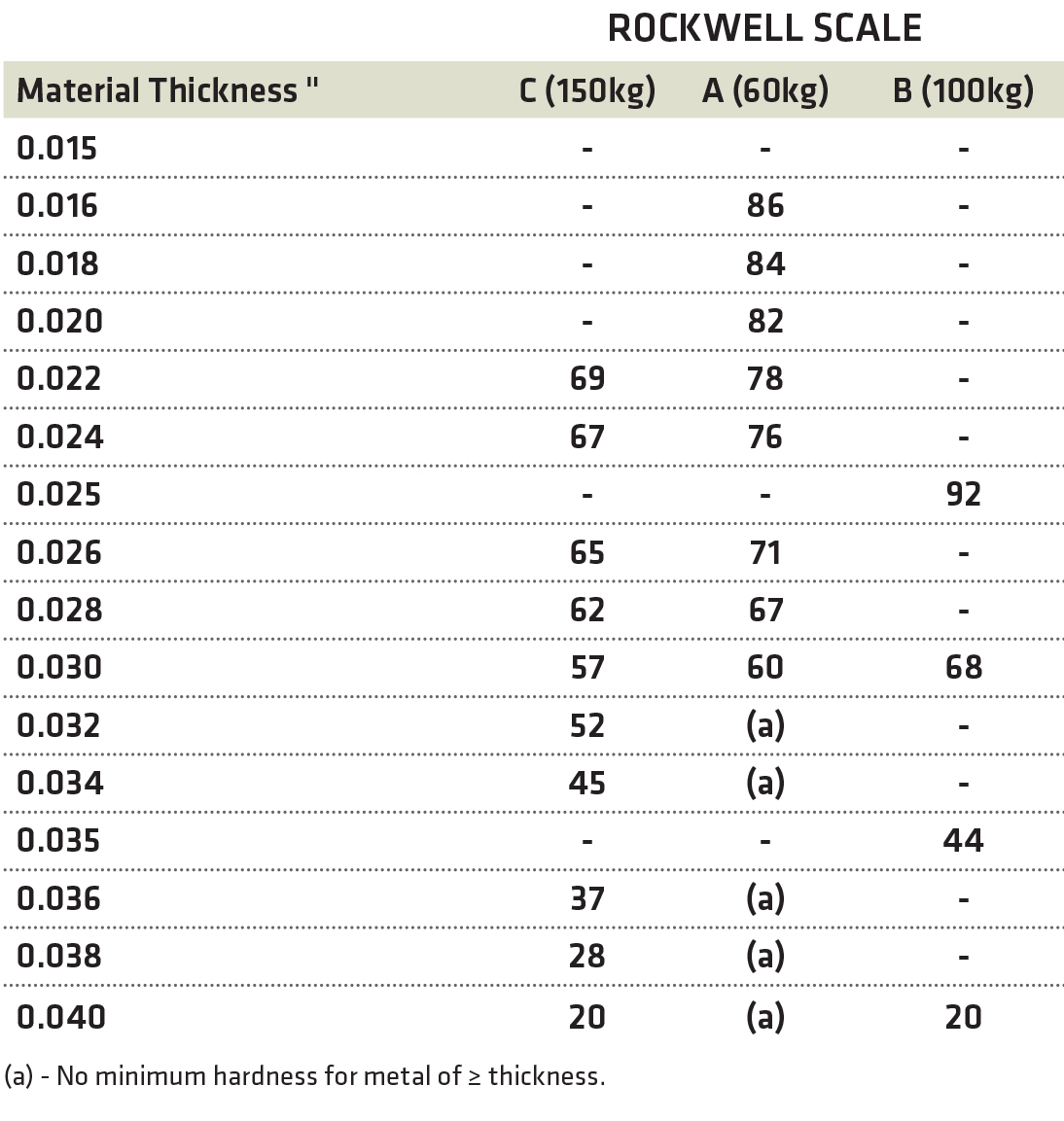
The thickness of the material being tested should be taken into consideration. It is standard practice to ensure that the material being tested is 10x the indentation depth. Different Rockwell scales and the corresponding minimum hardness readings should be considered when identifying the thickness of the material. Figure 2 [1] reflects this comparison.
Surface Preparation
The surface intended for testing should be clean and somewhat smooth although grinding the material for hardness testing, especially on hardened materials, is not always a good practice. This type of surface preparation will cause the surface being tested to heat in that specific location and can reduce the hardness locally, making the readings less representative of the rest of the part. ASTM E18 requires the surface being tested be free of scale or oxides except in specified cases.
As with any test, the variables which increase error should be reduced as much as possible. Most testing procedures are established, and the practices repeated to ensure this occurs.
Verification Testing
ASTM E18 lists three types of verification testing: direct verification, indirect verification, and daily verification. Direct verification is performed when the machine is purchased new from the manufacturer, when the indirect test fails, or when any adjustments, modifications or repairs have been made to the machine that could affect any testing variables. Indirect verification is performed annually, when a new machine is received and installed, or when a machine is moved. Daily verification is performed each day prior to using the hardness tester, when the anvil, test force, or indenter is changed.
The direct verification must be documented and available on-hand, especially for those suppliers that are Nadcap accredited or seeking Nadcap accreditation. Nadcap heat treat auditor advisory HT-009 requires that the direct verification report for hardness testers included in the scope of the audit be on hand. If Nadcap suppliers do not have evidence the direction verification was performed, a finding may be issued. Quality staff should contact the manufacturer for a copy of the direct verification or send the machine to the manufacturer if evidence of direct verification is not on-hand.
Indirect verification is typically performed annually. This test should consist of the indenters used in production. Some suppliers ensure they have extra indenters available during the indirect verification process so that, if during production testing an indenter breaks and needs to be replaced, it can be replaced with an indenter that has been subject to the indirect verification process. It is also typical for indirect certifications to reflect maintenance performed per ASTM E18, although the supplier’s internal procedure should state this is required during indirect verification. Something particular quality staff should verify when reviewing indirect verification certifications is reference to the correct revision of ASTM E18 at the time of calibration, as ASTM E18 has been revised 1-2 times per year for quite some time now.
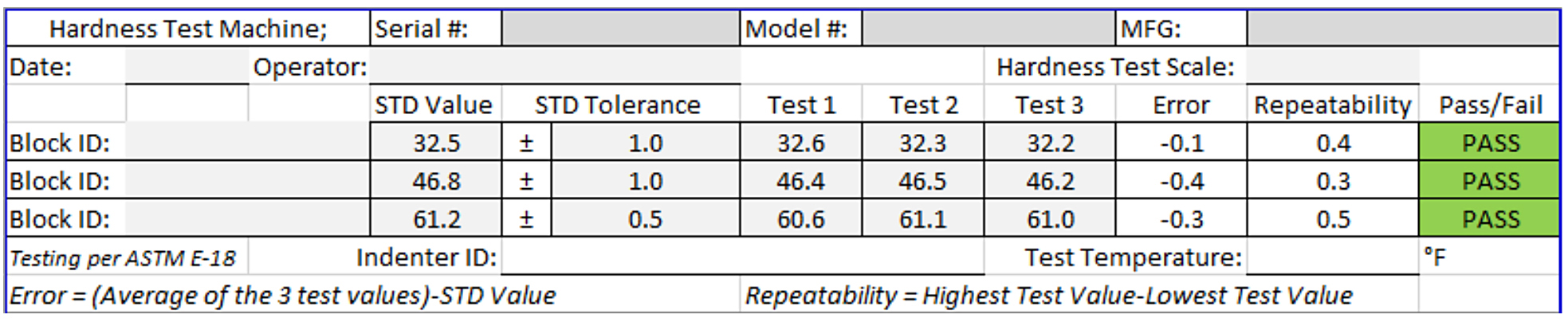
Daily verification is performed prior to using the machine each day. Some suppliers choose to require (within their own internal procedures) that the daily verification be performed every eight hours. This is typically done when a supplier uses the hardness testing equipment frequently. While it is not required (only recommended) by ASTM E18 that daily verification results be documented, it is common practice for suppliers to document the daily verification results. When making a daily verification log, it may be in the supplier’s interest to include additional items which will ensure conformance during audits. As an example, the supplier could include fields which show the indenter ID as well as the ambient temperature during tests. This would be evidence for auditors that, when the indenter is changed, a new daily verification test is performed. Figure 3 is an example of a daily verification log.
It is typical practice for suppliers to verify the integrity of diamond indenters prior to daily verification through inspection, although this is not specifically required by ASTM E18 or the Nadcap checklist for hardness testing for the daily verification process. In fact, the only location within ASTM E18 that addresses inspection of diamond indenters is within Appendix A.3, paragraph A.3.5.2.1. This paragraph applies to the standardization of Rockwell indenters from the manufacturer, not the user (i.e. Nadcap accredited supplier). Although inspection of the diamond indenter is not required in either ASTM E18 or the Nadcap checklist for hardness testing, I have noticed findings being issued for the lack of an inspection prior to daily verification. This finding will typically be issued against ASTM E18 paragraph 5.4.1 which states, “Dust, dirt, or other foreign materials shall not be allowed to accumulate on the indenter, as this will affect the results.” As you can see, this paragraph does not discuss the inspection of diamond indenters. If one was to keep the hardness tester covered between tests, this should suffice. The only specification that specifically requires the inspection of diamond indenters prior to daily verification is Boeings BAC5650. Regardless, findings seem to occur periodically for this and, therefore, it is recommended operators inspect indenters prior to performing the daily verification test.
Nadcap Requirements
As with any Nadcap checklist, it is important to note when questions begin with the phrase, “do written procedures cover…”. This is an indication that a supplier’s written procedure must address each question that follows. As an example, AC7102/5(E), paragraph 2.7.1.1 asks “Do written procedures cover the number of test impressions for each test value reported?” This would require suppliers to document, within their written procedures, what each test value reported amounts to. Was it obtained from two values in the same area? Was it reported from a single value? Another is paragraph 2.7.1.4, which states “Do written procedures cover the locations for performing the tests?” This would require written procedures to state where to perform the hardness test in general or for each part/geometry tested.
Training is also something that should be addressed in detail. Operators performing hardness training are required to be trained on all geometries tested. This may include cylindrical parts which may require a correction as stated in Appendix A.6 of ASTM E18.
If hardness conversion is used, procedures should address the conversion method as well as the requirements of paragraph 3.5.3 of AC7102/5, which requires that hardness test reports show both the measure value as well as the converted value.
And last (but by no means least), suppliers need to ensure hardness indentations on hardness blocks are the proper distance from adjacent indentations as well as the edge of the hardness block used. This is a common finding in audits. Supplier’s procedures should address the distance requirements but also state how to identify discarded indentations that are too close together or too close to the edge of the block.
Summary
Hardness testing to ASTM E18 can be made simple once the proper procedures are in place and adequate training for operators and quality staff has been achieved. Quality staff should meticulously read through ASTM E18 as well as the Nadcap checklist (if it applies) to ensure all aspects of hardness testing are covered. Review of outside service certifications is a major part of this and should be designed into the quality system.
Reference
- ASM Metals Handbook, 1998, page 1312 Table 4.




 steels")



 general practice for CQI-9 and AMS2750E")





