







Powder DED, or directed energy deposition, has become a useful and economical tool within the world of metal-based additive manufacturing. Advancements within the process over the last few years have made it an even more impressive innovation now being used in a variety of industries, including aerospace, defense and military, oil and gas, mining, shipbuilding, die mold and automotive, as well as in general machine shops.
Powder DED is a process that uses a laser as a heat source to melt and solidify locally-fed metal powder together with a substrate to manufacture a three-dimensional shape by overlay welding. (See Figure 1)
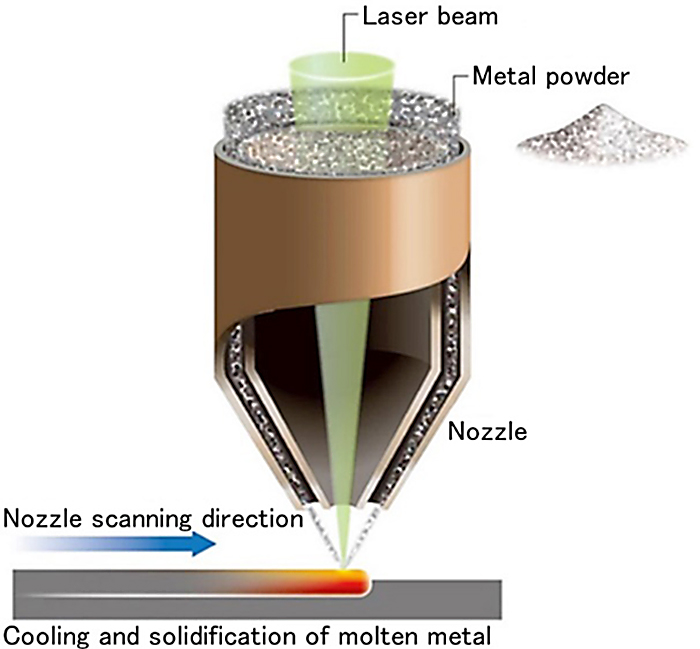
Because of its higher deposition rate over traditional powder bed fusion, as well as its ability to print functionally graded materials, powder DED can be used to print very large objects. It can also be used to reduce the part weight and integrate parts with shapes beyond conventional manufacturing. This gives the process the ability to improve design, enhance functionality, and reduce parts inventory.
LAMDA series
As part of this push to use powder DED within a myriad of industries, engineers with Nidec Machine Tool America have developed a series of DED machines that have taken the process to the next level. The LAMDA series, originally created when Nidec was known as Mitsubishi Heavy Industries Machine Tool, is a powder DED 3D metal-based additive manufacturing machine with a local shield to manufacture parts with the ability to suppress the oxidation of reactive metals, such as titanium and aluminum. It also has the ability to keep shapes from collapsing during manufacturing by controlling the heat input using a monitoring function system.
“With powder DED, it becomes possible to produce things that are not possible with conventional machining,” said Dwight Smith, vice president at Nidec Machine Tool America. “A hybrid LAMDA machine, with both additive and subtractive processes, can produce very technical components, for example, with internal cooling channels that perhaps could not be manufactured conventionally or require very expensive fabrication.”
One of powder DED’s greatest advantages is its speed, according to Smith. In many cases, by the time a billet is obtained for a component, the DED process can already be finished.
“Multiple different materials can be applied to the component, and even functional gradients can be produced — both of which are not possible with conventional manufacturing,” he said. “Features can even be added to existing components. For example, an Inconel feature can be added to a steel part at one location and a stainless-steel feature to another.”

System advantages
Nidec’s LAMDA series has a few advantages over other DED systems, according to Smith, the first of which is the system’s monitoring and feedback system.
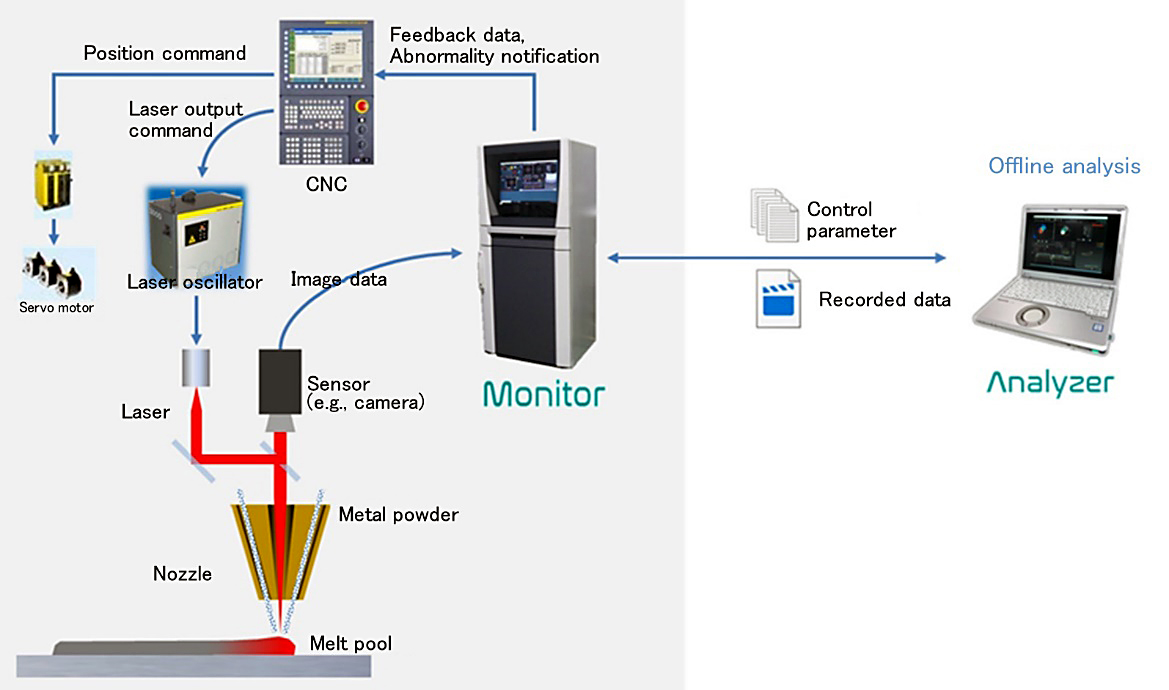
Figure 2 shows a system configuration diagram of the monitoring feedback function. A camera installed coaxially with the laser beam enables the user to see directly above the melt pool during the manufacturing process. This is based on the idea that a change in the state of the substrate appears as a change in the melt pool. The melt pool image is analyzed by a dedicated PC in real time, so changes can be detected immediately. Based on the detected amount of change, the manufacturing position and laser output command can be feedback-controlled. By detecting abnormalities, such as sputter, at the same time, the equipment can be safely stopped in order to prevent damage.
“Nidec has patented portions of the technology, which analyzes over 300 video frames per second to provide near real-time control of laser power and other parameters,” he said. “This controls the melt pool, provides a complete production map and quality documentation. Our testing illustrates that this highly-advanced feedback methodology provides superior metallurgical results in 3D printing as well as high accuracy. Many features can be used as printed or with minimal post process machining.”
Not a PBF replacement
This is not to say that DED process is necessarily preferred to more traditional PBF. Both processes are quite different and both also fill a valuable role in the AM world, according to Smith.
“They’re not really in competition with each other, but the PBF (powder bed fusion) is typically higher accuracy,” he said. “Many of the parts are net finished when they come out of a PBF machine, whereas DED typically is a near net process. It really depends on the application. Some of the features on our machine are near enough to the final requirements that they don’t have to be machined, but, of course, that depends on the requirements.”
The second advantage of the LAMDA series is its in-house designed nozzle technology. Because of the importance of maintaining material integrity of reactive materials, combined with the need for near net accuracy, material delivery and shielding of the melt pool are essential.
High-precision additive manufacturing means manufacturing a metal into an accurate shape with the proper mechanical properties. For the LAMDA series, two types of nozzles are possible — a multi-port feeding type and an all-around feeding type — so the shape of the part, the needed accuracy, and the manufacturing speed dictate which nozzle is selected.
During the manufacturing process, the metal powder converges at the nozzle standoff setting position. The convergence diameter is about the same as the focusing spot diameter of the additive manufacturing head optical system. By accurately converging the metal powder, it becomes possible to perform manufacturing with the desired shape and dimensions.

Perfecting the inert gas shielding
Smith said extensive development was undertaken with these goals in mind. In particular, the use of computational fluid dynamics was employed to perfect the inert gas shielding to provide up to two times the shielded area compared to other units on the market.
“This provides the ability to focus and control the delivery of the powder, which is essential for accurate and consistent production,” he said. “This advanced design can apply two different materials individually and combined. The local shield system, designed with the use of CFD, provides the largest inert gas shield to keep oxygen out of the material being melted.”
This shield of inert gas — usually argon — shields the melt pool and the surrounding area during the build.
Metals such as titanium and aluminum react with oxygen when they are melted, which can adversely affect the integrity of a material. The LAMDA machine implements a shield of inert gas that completely engulfs the melt pool, excluding the oxygen and allowing the material to melt in the pool sufficiently to avoid any degradation, according to Smith.
No specialized chamber required
By deploying a localized shield, the process avoids the need for a specialized chamber where oxygen is replaced with argon. This also avoids the possibility of losing large quantities of the inert gas, which could affect a company’s bottom line.
Needing a chamber also can affect the size of the parts being manufactured, according to Smith.
“The big advantage is for big parts,” he said. “Standard LAMDA systems have been delivered and are available up to 2,500 x 900 x 1,000 mm, but there is really no limit on size. As a machine tool manufacturer, Nidec has built machines much larger, and LAMDA modular technology can be integrated into nearly any CNC machine or robot. Because LAMDA does not require an enclosure, size is no longer a limitation.”
This adaptability and practically limitless size restrictions makes the powder DED process in general and the LAMDA series in particular ideal for large and unusual jobs often required in highly demanding industries.
Aerospace applications
For example, a large aluminum structure for a satellite or other aerostructure is an application well suited to the LAMDA series, especially the LAMDA500, according to Smith. A suitable build plate is located within the 5-axis printing area. A CAD file of the component can be prepared using the full range of motions of the machine. During the building process, the LAMDA AI anomaly detection system will monitor and detect any abnormal situations and stop the build.
“This allows the situation to be corrected, usually allowing the build to be successful,” he said.
Powder DED implemented with the LAMDA series is also ideal for larger repair jobs where it would be impractical and cost heavy to move or replace a failed component, according to Smith. Multiple materials can be applied selectively to specific locations making it possible to repair large and expensive components cost efficiently.
“Beyond making new components from zero, this technology can be applied to add material to existing components,” he said. “Imagine an expensive ship’s engine crankshaft. If it needs to be repaired and it takes three years to make a new one, the LAMDA system can deposit the material where it’s needed.”
Powder DED has been well established in the aviation world for the repair of jet engine turbine blades for some time now, so by using the same concept, Smith said virtually any type of component could be added to or repaired in much the same way. This could even include adding extra features to an existing component.
“Which has some interesting options,” he said. “In a prototype situation, you may decide you need a new feature here on an already-made piece. This could be used to add that feature.”
Powder DED technology coupled with Nidec’s LAMDA series is filled with numerous applications all across multiple industrial sectors. Its ability to create large structures and repair and enhance existing components makes it an ideal tool in the metal powder AM market, especially when factoring in convenience and the overall cost to manufacture can be lower than either traditional manufacturing or powder bed fusion.
Editor’s note
Some information and figures for this article were adapted from “Manufacturing Technology of LAMDA Three-Dimensional Metal-based Additive Manufacturing System Using Powder DED Method,” Mitsubishi Heavy Industries Technical Review, Vol. 57, No. 3 (September 2020). www.mhi.co.jp/technology/review/pdf/e573/e573070.pdf


















 general practice for CQI-9 and AMS2750E")





