








Titanium alloys are extensively used in aerospace, petrochemical, marine, and medical applications, thanks to their superior strength-to-weight ratio at elevated temperature, corrosion resistance, and biocompatibility. Its melting point is close to 1,700°C, density about 4.5 g/cc, and tensile strength above 1,500 MPa for some commercial grades. The alloy undergoes allotropic transformation at about 890°C from hexagonal closed packed (hcp) structure (α phase) to stable body centered cubic (bcc) structure (β phase). The hcp structure has three slip planes: pyramidal, prismatic, and basal with c/a ratio of 1.587. Titanium alloys come in α, near α, α + β, and β microstructures.
Typically, single phase pure titanium alloys are used for corrosion application, while engineered, dual phase α + β alloys such as Ti6Al4V-type are used for aerospace application, e.g. fan blades in jet engine. Titanium forms a passive, protective oxide (TiO2) layer that provides excellent corrosion protection in an oxidizing environment. Dual phase alloys have moderate high temperature strength below 400°C and good fabricability; however, it has lower weldability with high β phase. Constituent elements control the phase content of Ti alloys by stabilizing the α phase or β phase. Some common alpha stabilizers in this type of alloy are aluminum, oxygen, nitrogen, and gallium, while beta stabilizers are molybdenum, vanadium, tantalum, and tungsten. In Ti6Al4V alloy, aluminum acts as an α stabilizer by increasing the α – β transformation temperature and vanadium acts as a β stabilizer.
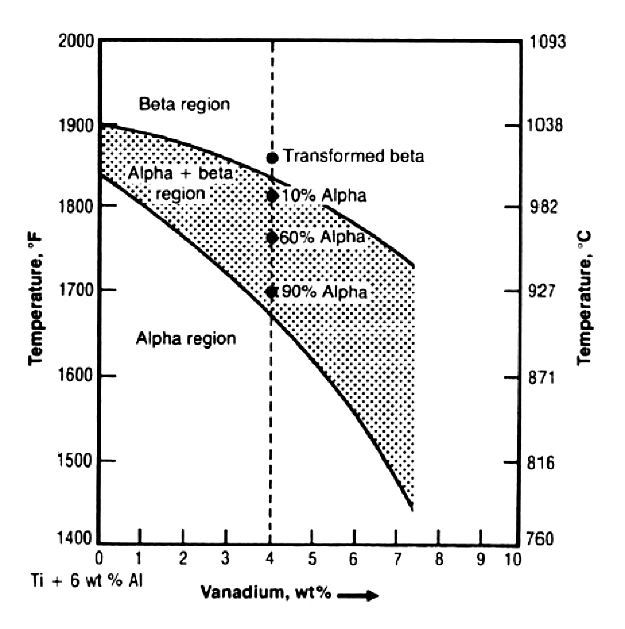
Dual phase α + β alloys can be heat treated to obtain varying microstructure and properties. Phase diagram of the alloy is shown in Figure 1. The presence of α + β is shown in the gray area. Heat treating above β transus temperatures creates bcc microstructure with large grains, while heat treating at α + β regime creates a variety of microstructure as alpha phase suppresses the formation of β phase. In dual phase regime, volume fraction of alpha phase decreases as heat treatment temperature approaches α – β transus. The alloy primarily consists of α phase when treated below 920°C. During an in-situ continuous heating up to 950°C, the alloy had a bi-modal microstructure with alpha phase surrounded by acicular, transformed beta structure as indicated in the phase diagram [2]. Extent of phase distribution depends on the current heat-treatment profile, starting with microstructure and cooling rate. Rapid cooling from β phase regime creates a metastable, diffusion-free martensitic alpha prime microstructure. Subsequent heat treatment can be performed to obtain desirable microstructure. However, the heat-treater needs to be careful not to form brittle omega phase.
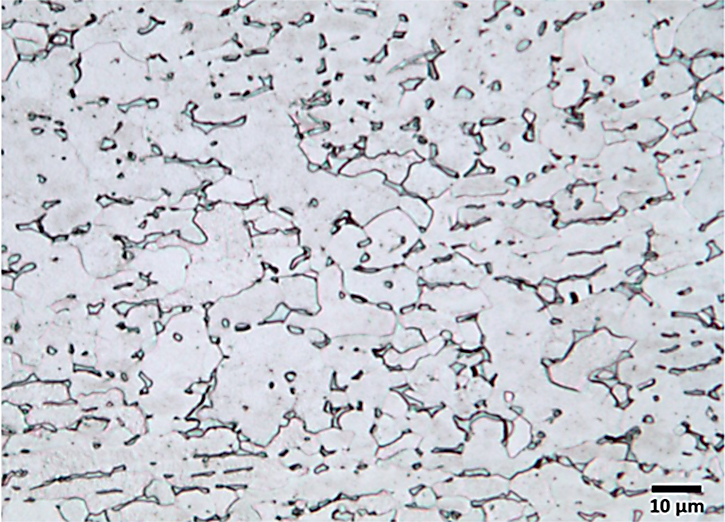
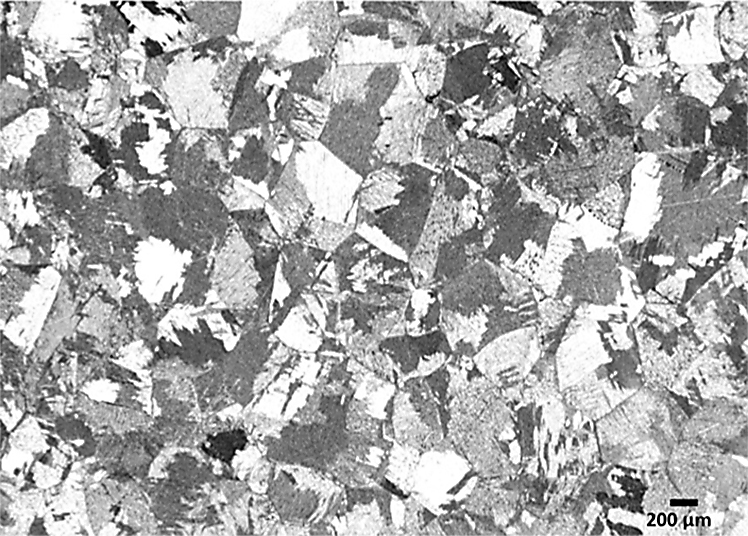
Figure 2 shows α grain structure in annealed cold-worked alloys as a result of slower cooling rate. Figure 3 shows α + β microstructure with fine, acicular alpha in beta grain boundaries. This microstructure is reflective of faster cooling rate with limited diffusion and nucleation of hcp structure along a preferred crystallographic plane in retained bcc structure. With a single forged part, there can be microstructural gradient and differential cooling rate. This poses a significant challenge in strength of a part. An equiaxed α structure has good ductility and is resistant to high cycle fatigue as it can resist crack initiation. While fine, the acicular β phase has better resistance to low cycle fatigue as it can resist crack propagation.
The ability of microstructure, such as the one in Figure 2, in resisting crack propagation is also preferred for enhanced creep properties. However, in a strain controlled low cycle fatigue, time to crack initiation was best for a microstructure containing 90 percent transformed beta and the rest alpha [3]. It must be noted that crack initiation is dependent on many other factors than microstructure, such as texture, presence of interstitial elements, and strength. With the presence of Widmansatten, the alpha colony structure lowers high cycle fatigue strength.
Along with microstructure, texture affects the fatigue properties of Ti6Al4V. With higher Poisson’s ratio in longitudinal and short transverse direction being higher compared to long transverse orientation, fatigue properties are lower in long transverse orientation [4]. With multiple slip planes, twinning modes, allotropic transformation and various phase structure, these alloys have mechanical property anisotropy. Certain texture is beneficial in sheet metal forming, while others can be disadvantageous in machining.
Reference
- ASM International, Titanium: A Technical Guide. ASM, Materials Park, OH 1988.
- Pederson, R (2002). (Thesis). Microstructure and Phase Transformation of Ti6Al4V, Luleå University of Technology, Luleå, Sweden.
- ASM International, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, ASM Materials Park, OH, 1990.
- Polmear, I.L., Light Alloys: Metallurgy of the Light Metals. Edward Arnold, London, Great Britain 1989.







 general practice for CQI-9 and AMS2750E")





