








For any heat-treater, whether captive or commercial, purchasing a furnace is the largest investment that can be made. It is important to establish a process that accounts for the quality requirements throughout the purchasing process. Too often the purchaser may not understand or account for specific requirements causing the process to be either delayed or more expensive or both. In this article, I will point out specific quality requirements that should be accounted for when purchasing a furnace.
Purpose
Each organization has a different purpose for purchasing a new or used furnace. It may be due to process expansion, where a processor has decided to bring heat-treating in-house rather than outsource it. It also may be due to an old furnace needing to be replaced. No matter the purpose of acquiring a new or used furnace, the quality tasks associated with the purchase will be the same.
Process
The next step is to determine the use of the furnace. Will it be used for nitriding, through-hardening, carburizing, etc.? The answer to this question will direct the purchase to a specific design of a furnace, and at times, a specific manufacturer. As an example, if a processor is carburizing, using an integral quench furnace with an endothermic generator or similar will be in order. On the other hand, if a processor intends to solution and age semi-finished/finished INCO 718 parts, a vacuum furnace with a control system that allows controlled cooling will be needed. This may be challenging for captive heat-treaters as, at times, captive heat-treaters may not have the expertise on staff to determine the furnace needed based on process. In this case, it is recommended a metallurgical consultant and/or a furnace manufacturer be contacted to help with the selection of the appropriate furnace for the process.
New or Used?
The decision to purchase a new or used furnace is typically based on two factors: capital and frequency of use. The amount of capital available at the time of purchase has a significant influence on this decision. Large companies with a significant cash flow or small businesses that choose to funnel the profit back into the company will have more options regarding a new or used furnace. If a used furnace is being considered, it is important to understand what repairs and/or upgrades will be needed to ensure process conformance. Examples of repairs include insulation or mechanical repairs as well as control system repairs if the as-purchased control system is outdated and will not meet the quality requirements of the process. These repairs and/or upgrades, at times, may be so high they equate to the cost of a new furnace or comes close enough to invest more for a new furnace.
Quality Requirements
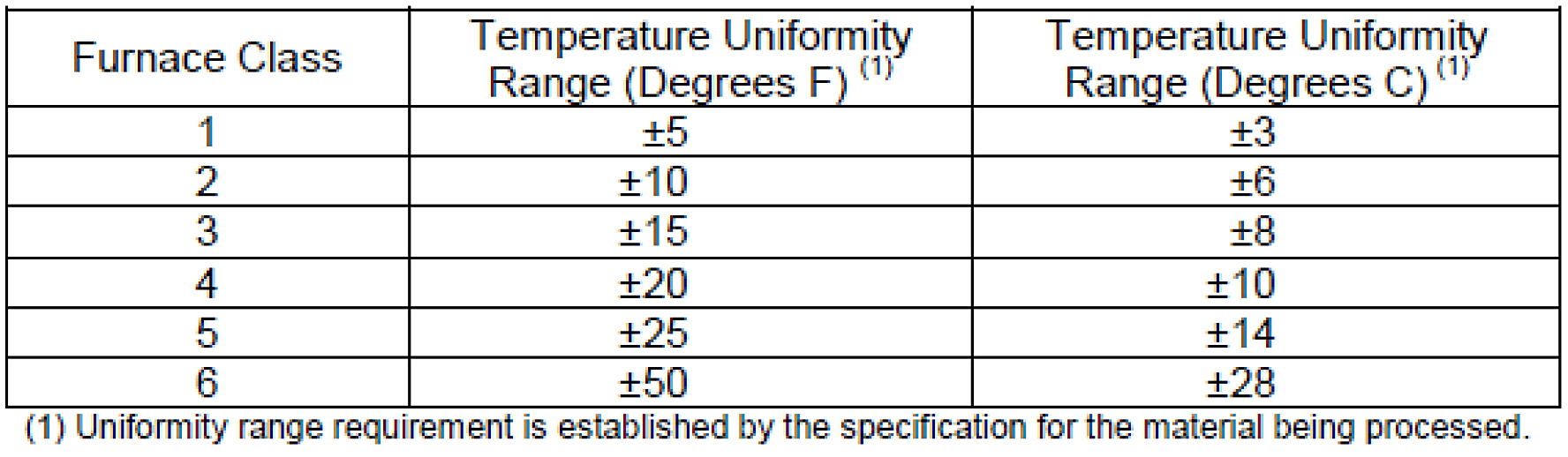
Regardless of a new or used furnace, the quality requirements as they apply to the heat-treat process will remain the same. Establishing the quality requirements is one of the most important steps in the process. Assuming the mechanical aspects of the furnace are in working order, typically the first requirement to establish is the temperature uniformity characteristics. These characteristics are flowed down from the customer to the heat-treater via PO/print/specification. This can be identified by statements such as “heat treat at 1,600°F ±15°F.” According to AMS2750, ±15°F would then identify a Class 3 furnace, as shown in Figure 1.
This may seem simple, although there are some instances where a customer may not flow down the temperature tolerance, making it difficult to designate a furnace class. In this case, if the heat-treater is Nadcap accredited, the customer/subscriber would need to be contacted to establish the temperature tolerance (see Nadcap Pyrometry Reference Guide 1.5.2017 question #21). Each part that will be heat-treated, or is heat-treated, should be examined to establish the necessary furnace class. Let’s look at an example.
Based on the example in Figure 2, if all of the part numbers will be or are currently processed in a single furnace at a captive heat-treater, the simplest action would be to require a Class 2 (±10°F) for the entire qualified operating range of the furnace. Of course, in some instances, the furnace may not be capable of this tight of a tolerance at all temperatures, so multiple qualified operating ranges may be needed. For the sake of this example, let us consider a single qualified operating range designated a Class 2 (±10°F).

The next quality requirement to consider is the intended qualified operating range. Based on our example in Figure 2, this would be 1,400°F to 2,050°F.
Other quality requirements may be vacuum level (whether partial pressure or hard-vac), atmosphere gas such as argon or nitrogen, other atmosphere considerations (dissociated ammonia, endothermic, etc.) as well as cooling conditions such as oil quench, water quench, or gas fan cool-type quenching.
Quality Requirement Flow Down
The next step is to flow down these requirements to the furnace/oven manufacturer or seller. This can be challenging depending on the type of seller. Sellers who manufacture and/or refurbish furnaces typically have a very good idea what their furnaces are capable of and can commit to the quality requirements flowed down to them. If the seller is a distributer who purchases and then sells furnaces directly, they may have limited knowledge of the furnace capability and may not be able to guarantee the quality requirements can be met.
Using the example in Figure 2, we could state that the intention is to purchase a vacuum furnace that can achieve <1-micron vacuum level (no partial pressure) during production. It must be capable of operating from 1,400°F to 2,050°F at ±10°F (CL-2). If a heat-treater was to purchase a vacuum furnace, it would be prudent for the purchaser to request the seller perform a temperature uniformity survey in the soon-to-be qualified work zone to ensure the furnace can meet the CL-2 requirements. This is important when purchasing any furnace — request the manufacturer/seller perform a temperature uniformity survey prior to shipment. Keep in mind that the TUS performed at the manufacturer/seller is not enough to qualify as an initial TUS per AMS2750. The heat-treater is responsible for performing the initial TUS, SAT, and instrument calibrations prior to running production hardware in the furnace.
Summary
Purchasing a furnace/oven can be a long process. This process can be made easier when the quality requirements are established ahead of time and clearly flowed down to the furnace/oven manufacturer/seller. In the end, it will be the responsibility of the heat-treater to ensure the furnace meets all quality requirements that apply.








 general practice for CQI-9 and AMS2750E")



