








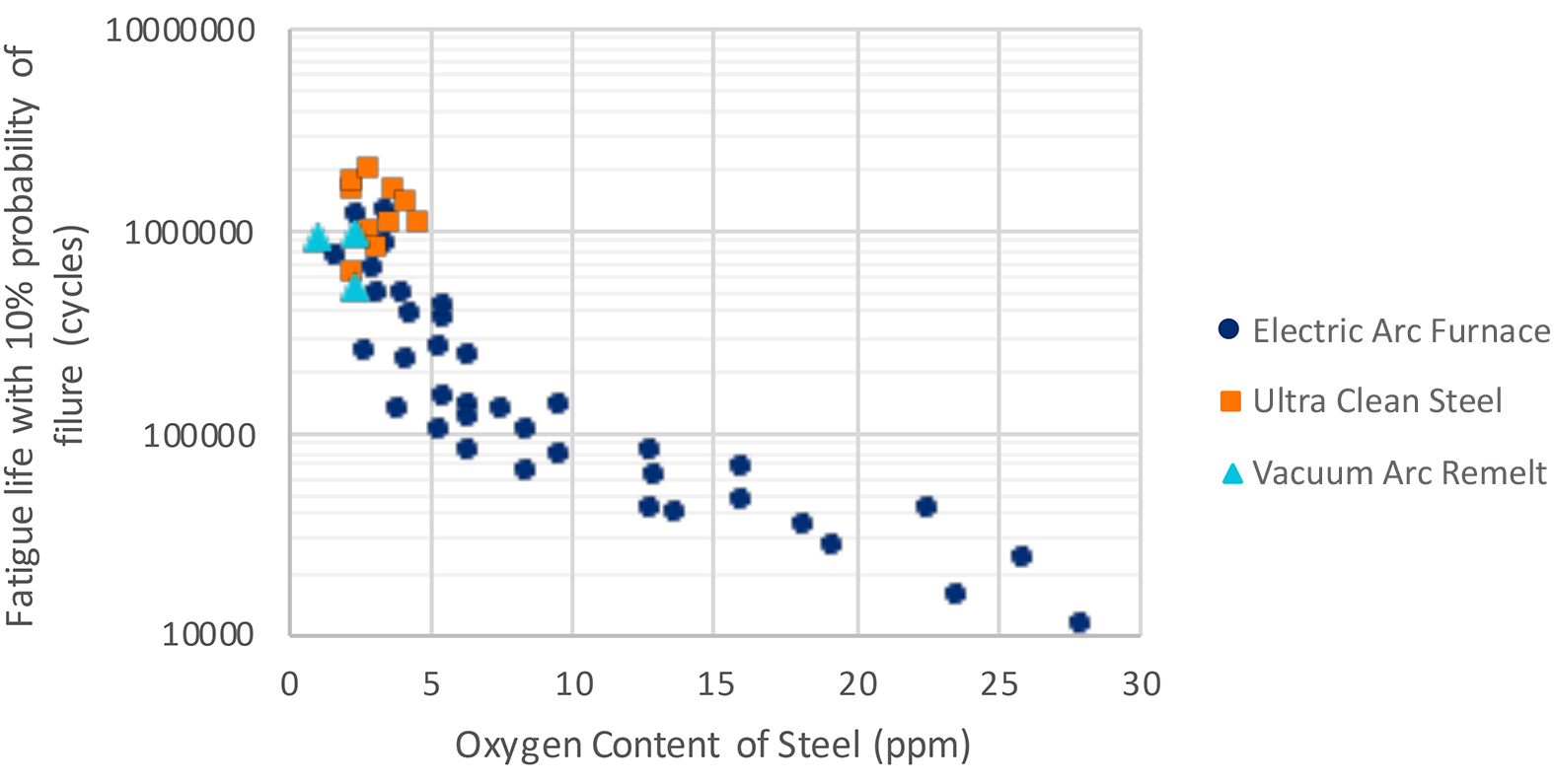
In this column, we will discuss the different types of inclusions present in steels and discuss their physical metallurgy. As property requirements increase, and the demands for lighter and stronger structures increase, steel makers are increasingly concerned with steel cleanliness. The fatigue, ductility, and impact behavior of steel is controlled by the volume fraction, size, type, and morphology of non-metallic inclusions [1] [2]. If the oxygen content of the steel is lowered (and with it the number of non-metallic inclusions), the life of a bearing can be extended nearly 30 times (Figure 1) [3].
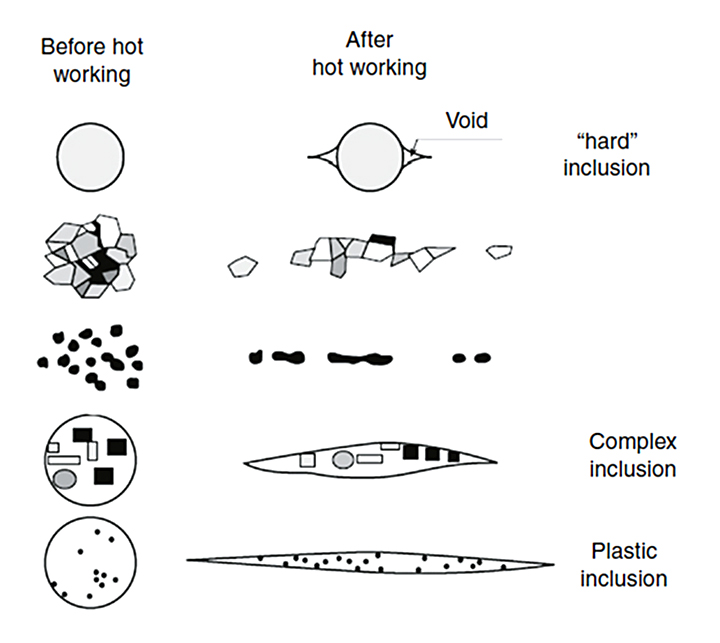
For steel castings, the morphology is determined by the solidification of the steel. In wrought products, the shape of the inclusions is determined by how hard the inclusions are to the wrought matrix. This is shown in Figure 2.
Classification of Inclusions in Steel
Steel inclusions are classified according to the source. They are either indigenous or exogenous.
Indigenous Inclusions
Indigenous inclusions are formed during the deoxidation process or precipitated during solidification of the steel.
Deoxidation products
As the steel is deoxidized, titanium, aluminum, and silicon may be introduced to the molten steel. As the steel is transferred from the furnace to a ladle or tundish to a mold, or to a continuous caster, pickup of air during the transfer is virtually unavoidable. Typical inclusions of this type are Al2O3 or Silica (SiO2)
Precipitated Inclusions
During solidification, the dissolved oxygen and nitrogen concentration increases, while the solubility of these elements decreases. Inclusions of alumina (Al2O3), silica (SiO2), aluminum, and titanium nitride (AlN and TiN), and sulfide inclusions precipitate during solidification. The sulfide inclusions often precipitate on metal oxides present in the molten steel. If rare-earth additions are made in the ladle, then rare-earth oxides will also be formed.
Exogenous inclusions
These inclusions form from reoxidation and from mechanical erosion of the refractory. These can be large, and cause problems during machining. They are typically compound inclusions from interaction of the molten steel, slag, and refractory lining. They are often irregular in shape. They are often fewer in number than the smaller indigenous inclusions. Because these inclusions are larger, these inclusions act as large stress risers. They have a large effect on mechanical properties, such as fatigue and ductility.
Exogenous Inclusions from reoxidation
These inclusions from reoxidation form from air during transfer of the molten metal during pouring — either from the bath to the ladle, or from the tundish to the mold or continuous caster. The air reacts preferentially with Al, Ca, and Si, forming larger inclusions than normal deoxidation inclusions [5].
Another source is the SiO2, FeO, and MnO in the refractory and slag. They react with the aluminum within the melt and form larger Al2O3 inclusions. To minimize this, use of high alumina or zirconia refractory linings with low SiO2 content in the refractory lining is recommended [3].
 Exogenous Inclusions from slag entrainment
Exogenous Inclusions from slag entrainment
These large inclusions, generally containing CaO or MgO, are produced by turbulent mixing of the slag and molten steel. Often these inclusions are formed from the vortex that occurs as the molten metal is poured from the tundish to the mold (or continuous caster).
Exogenous Inclusions from erosion/corrosion of lining refractory
These inclusions are typically larger than other inclusions, and irregularly shaped. This type of inclusion is very common. They are composed of sand, dirt, refractory brickwork, or ceramic from nozzles. This can be minimized by using high purity Al2O3 and ZrO2 refractory linings [6].
Exogenous Inclusions from chemical reactions
If the Ca treatment for inclusion control is performed incorrectly, then oxides can be produced. These are difficult to identify, because CaO inclusions may also be caused by slag mixed in the molten metal.
Detection of Inclusions
There are many ways of measuring and quantifying inclusions. Magnetic particle inspection [7] can be used to quantify the size and frequency of inclusions. Other methods are described by ASTM E45 [8], including macro-etching, magnetic particle inspection, and metallographic examination. Chemical determination of the inclusion type would use an SEM with EDS (Energy Dispersive Spectroscopy).
Conclusions
In this short article, inclusions that are commonly found in steel are classified as to source. As demands grow for lighter weight and stronger materials, the importance of inclusion size and distribution will only increase.
Should you have any comments for this article, or suggestions for further articles, please contact the editor or myself.
References
- T. J. Baker and J. A. Charles, Effect of Second-Phase Particles on the Mechanical Properties of Steel, M. J. May, Ed., The Iron and Steel Institute, 1971, pp. 88-94.
- P. K. Trojan, “Casting,” in ASM Handbook, vol. 15, Materials Park, OH, ASM International, 1988, p. 88.
- L. Zhang and B. G. Thomas, “Inclusions in Continuous Cast Steel,” in XXIV National Steelmaking Symposium, 26-28 Nov., Morelia, Mich, Mexico, 2003.
- A. L. e Silva, “The effects of non-metallic inclusions on properties relevant to the performance of steel in structural and mechanical applications,” J. Mater. Res. Technology, vol. 8, no. 2, pp. 2408-2422, 2019.
- R. Schlattter, “Review of Teeming Stream Protection Systems for Ingot Casting,” Steel Times, vol. 8, pp. 432-436, 1986.
- R. L. Shultz, “Attack of Alumino-Silicate Refractories by High Manganese Steel,” Steelmaking Conference Proceedings, vol. 62, p. 232, 1979.
- SAE, “AMS 2304C Steel Cleanliness, Special Aircraft-Quality Magnetic Particle Inspection Procedure,” SAE International, Warrendale, PA, 2019.
- ASTM International, “ASTM E45-18 Standard Test Methods for Determining the Inclusion Content of Steel,” ASTM International, Conshohocken, PA, 2018.







 general practice for CQI-9 and AMS2750E")




