







Thermochemical surface treatments, such as plasma/ion nitriding, are effective ways of enhancing the mechanical properties of ferrous and titanium alloy parts [1, 2]. Through the thermochemical treatment, compound zone and/or diffusion layers are formed that reduce wear, friction, bending, and rolling contact fatigue (RCF). Additionally, with the sufficiently thick compound zone, corrosion resistance properties can be enhanced. (Corrosion resistance can be further improved by the introduction of a post-nitriding oxidation layer.) The nitriding process is carried out at a low temperature of about 400-590ºC (750-1,100ºF). The benefit of this low-temperature processing is that parts experience little to no distortion during nitriding, meaning parts can be in their finished condition and dimensions prior to nitriding.
Plasma/ion nitriding and nitrocarburizing methods are very clean and environmentally friendly processes that cannot be matched by other methods. Additionally, plasma/ion nitriding uses less processing gases (nitrogen and hydrogen) than gas nitriding (ammonia). Therefore, the uniqueness of the plasma nitriding method deserves more attention that will be briefly reviewed here.

 The plasma nitriding process and examples of applications
The plasma nitriding process and examples of applications
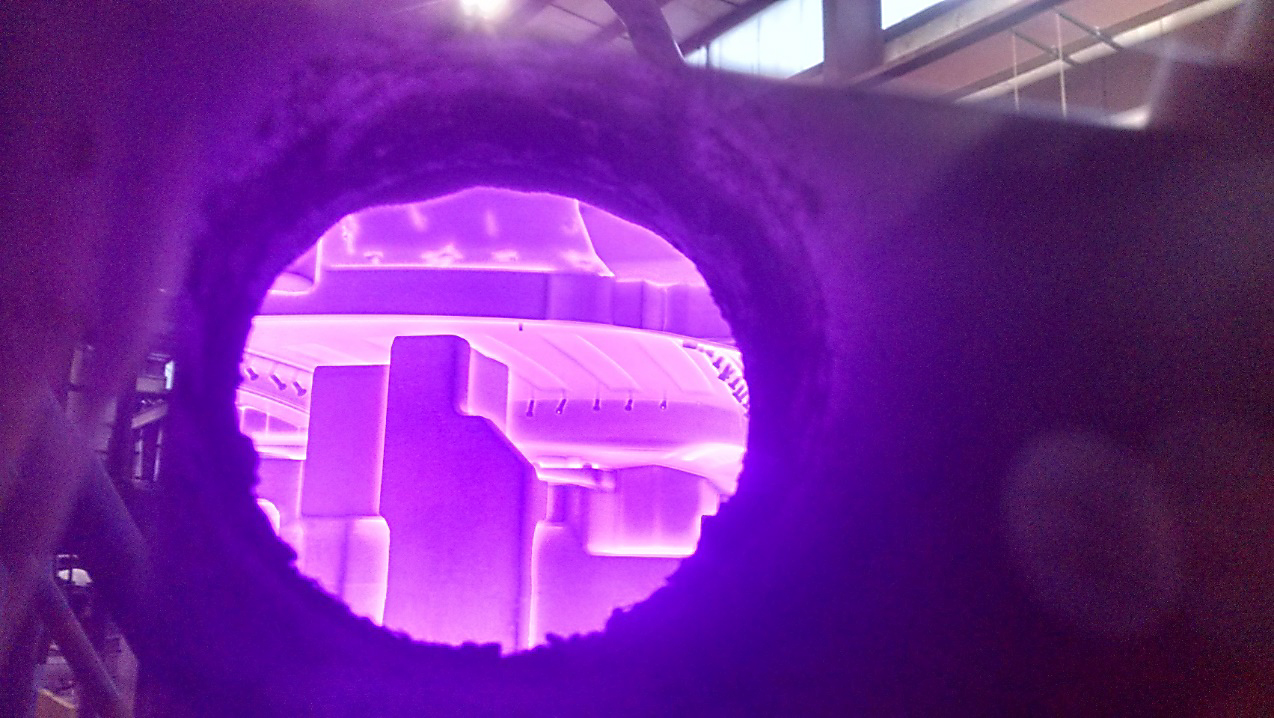
Plasma/ion nitriding’s vacuum process relies on the electrical glow discharge generated between the cathode (treated object) and the anode (the wall of vacuum furnace). The plasma’s high intensity in near-surface regions generate active nitrogen species and the heat needed for achieving proper temperature. The process can be observed through a port window, Figure 1. Additional energy can also be supplemented by applying resistance heaters installed in the wall of the furnace.
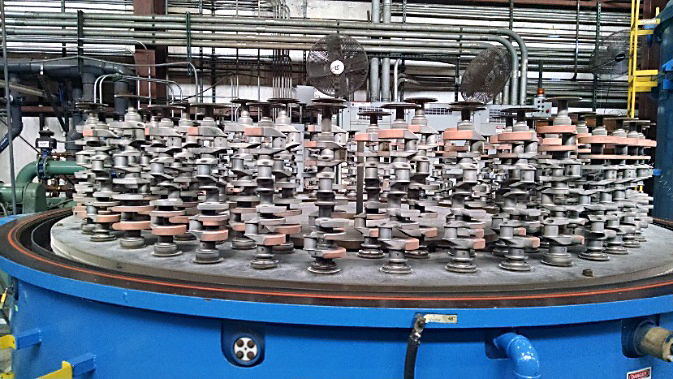
The process is widely used for many applications, specifically those involving stainless steels, low-density sintered/powdered metal products, and parts requiring area-selective treatment. Protection of certain areas such as threads, sharp edges, and other critical areas can be easily met by applying mechanical masking, eliminating contact of the plasma with the surface in question.
This can be seen in Figure 1 where the plates on top of each crankshaft protect internal threads from hardening.
Well-suited for large parts
Large parts, such as stamping dies, are excellent candidates for plasma nitriding. Figure 2 shows the large stamping dies during the treatment. Such dies are typically made of cast irons. Applying plasma nitriding to gray cast iron products allows for effective hardening without roughening their surface, which can occur when processed via gas nitriding [1].
Plasma nitriding is very well-suited for hardening long objects that require uniform treatment and contain sections requiring local protection from the treatment such as threads. Figure 3 shows a very long shaft (> 30’) being loaded into the vessel through an opening in the roof of the shop building. Excellent uniformity of plasma along the entire shaft resulted in the formation of a very consistent layer and superior hardness.

As mentioned before, the surface properties of nitrided components and tools are superior to unprocessed conditions and offer distinct advantages over comparative surface hardening processes such as chromium plating. Hardness values depend on the treated material. For example, nitrided H-13 steel can achieve more than 1,000 HV (>70 HRc equivalent), see Figure 4. This is extremely important for many applications and those of modern tools used for forming Ultra High Strength Steels.

Frictional properties of nitrided steels are also excellent [2]. Numerous tribological tests have proven plasma nitriding’s wear endurance as seen in Figure 5. The average nitrided layer can endure friction at contact stresses up to 300 MPa, and deeper layers formed in harder materials, like those in bearing steels, can work even at higher levels.

Plasma/ion nitriding and nitrocarburizing have a promising future, in part from the environmental benefits, but also from its unique ability to form desired layers in alloys that cannot be easily hardened by other methods. As highlighted, plasma/ion nitriding can be applied to a variety of materials, part dimensions, and selectively controlled through proper masking. In addition, the low processing temperatures, which prevent part distortion, allows finished materials to be hardened and re-hardened again to provide long-lasting lifetimes of critical components. Plasma/ion nitriding will also be increasingly used through many industries (aerospace, automotive, agriculture, etc.) because of the excellent tribological, fatigue, and corrosion properties in finished products.
References
- E. Rolinski, G. Sharp, “Controlling Plasma Nitriding,” ASTM International, Materials Performance and Characterization, Vol. 6, No 4, 2017, pp.698-716, https://doi.org/10.1520/ MPC20160051. ISSN 2370-1365.
- J. Senatorski, J. Tacikowski, E. Rolinski and S. Lampman, Tribology of Nitrided and Nitrocarburized Steels, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017, pp.638-652.
- E. Rolinski, Thermochemical Surface technologies Applicable to Gears, Gear Solution, HOT SEAT December, 2016, pp 17.
- E. Rolinski, T. Damirgi and M. Woods, “Ion nitriding of Ferrous and Titanium Alloys for Gear Application”, Thermal Processing for Gear Solutions, Fall/Winter 2015, pp. 36-40.
- E. Rolinski,” Plasma Assisted Nitriding and Nitrocarburizing of Steel and other Ferrous Alloys”, Chapter 11 in Thermochemical Surface Engineering of Steels, Ed. E. J. Mittemeijer and M. A. J. Somers, Pub. Woodhead Publishing, 2014, pp 413-449.




















 general practice for CQI-9 and AMS2750E")





