







In the gear manufacturing industry, when case-hardening, tempering, or nitriding the surface of steel, whether for gears or gearboxes, the options have traditionally included one of three processes: carburizing, salt-bath nitrocarburizing, or gas nitriding.
Each process has advantages and disadvantages. However, those seeking more precise control of the diffusion layer formation, depth of case hardening, and preservation of component dimensions are increasingly turning to advanced pulse plasma nitriding. The advanced process enhances not only surface hardness, wear resistance, and fatigue strength, but also reduces friction and surface adhesion.
Although pulse plasma has been used for decades, superior controls for the DC pulsing signal, along with improved chamber design and construction allow for more precise temperature control and uniform distribution of the heat zone throughout the hot-wall chamber. The result is extremely consistent and uniform nitriding batch-to-batch, with less gas consumption.
“The benefits are more precise control of the diffusion layers, and its broader appeal to heat treat more diverse materials, beyond steel, that include titanium, stainless steel, and even aluminum,” said Thomas Palamides, senior product and sales manager at PVA TePla America.
In addition, high-volume cutting part producers can now select from multiple system configurations that offer flexibility, efficiency, repeatability, and throughput optimization. As a result, global manufacturers in the industry are now leveraging these systems to run a cleaner, more efficient operation.
Pulse Plasma Nitriding Advantages
For steel and steel alloys, case-hardening can be achieved by carburizing, nitriding, cyaniding, or carbonitriding. Although carburizing, and nitrocarburizing of steel is a traditional approach, the part has to be raised above the A1 temperature (727°C) on the iron-carbon diagram, usually in the temperature range of 900°C to 930°C. Since the solubility of carbon is higher in the austenitic state than the ferritic state, a fully austenitic state is required for carburizing.
Along with the high temperatures and time-at-temperature associated with carburizing, parts can be distorted. Therefore, a post-carburizing heat treatment is required, at a minimum, to reduce internal part stresses. Depending on the part and its geometric tolerances, limited machining may also be required.
An alternative to carburizing is nitriding, a lower-temperature, time-dependent, thermo-chemical process used to diffuse nitrogen into the surface of metal.
One method is salt bath nitriding. In this process, liquid immersion is required and is typically conducted at 550°C to 570°C. The nitrogen-donating medium is a nitrogen-containing salt, such as sodium cyanide, often greater than 50 percent in concentration. However, with post salt bath nitriding, there is a high washing effort required to remove the residual cyanide-based treatment. In addition, there are disposal costs for salt and washing lye, environmental handling costs, as well as safety and operational liabilities.
Gas nitriding (500°C) and gas nitrocarburizing (540°C to 580°C) are universally accepted procedures and typically require a high concentration of ammonia (NH3), and a high amount of carrier gas flow (normal pressure process) compared with pulse plasma nitriding. The elemental nitrogen gas constituent diffuses into iron and forms hard nitrides. Because of the reduced temperature compared to carburizing, no quenching is necessary, and, therefore, the chance for distortion and cracking is lower. Disadvantages of gas nitriding are that it requires the use of flammable gases such as ammonia, high gas consumption, and it is not able to treat nitride rust- and acid-resistant steels.
Precision and control
With recent advancements in pulse plasma nitriding, however, a new level of precision and control is possible, which results in uniform and consistent case hardening. Together with the advantages of using environmentally friendly gases only — in contrast to the use of ammonia in gas nitriding — plasma-based nitriding has become a focal point for additional innovations and a requirement for those that seek a more environmentally and safe solution.
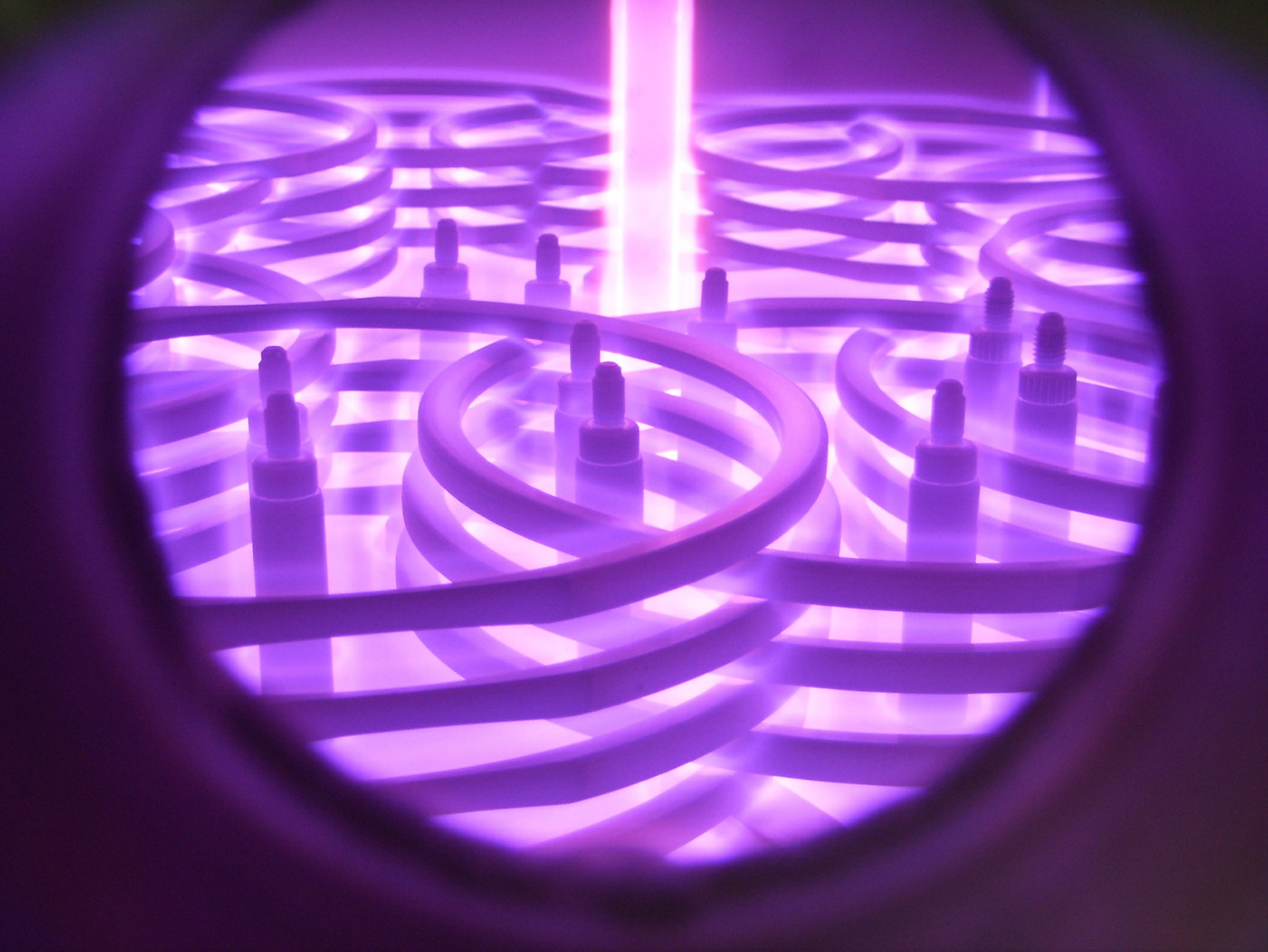
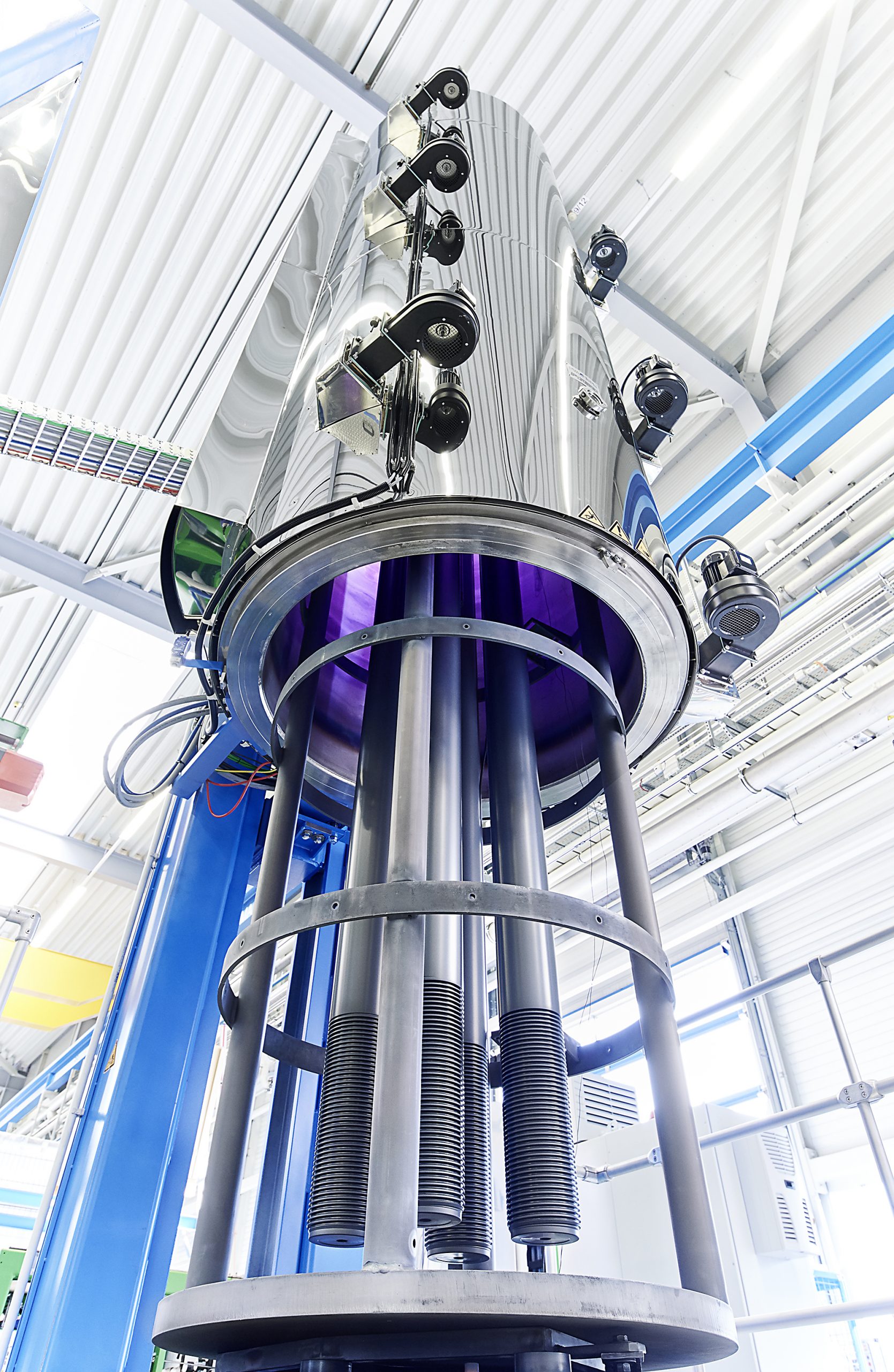
In pulse plasma nitriding, parts are loaded into a heated vacuum chamber. After evacuating the chamber to a working pressure of 50 to 400 Pa on a supporting fixture, it can be covered by a bell chamber. The chamber is evacuated to below 10 Pascals prior to heating and a pulsating DC voltage of several hundred volts is applied between the charge (cathode) and the chamber wall (anode). The process gas in the chamber is then ionized and becomes electrically conducting. For this type of process, nitrogen and hydrogen gas mixtures and gases with carbon additions, like methane are often used.
Depending on treatment time and temperature, nitrogen atoms diffuse into the outer zone of components and form a diffusion zone. This can be atomic nitrogen dissolved in the iron lattice, as well as in the form of nitrate deposition.
Adding further precision, innovators in pulse plasma have discovered methods to optimize the process through better control of the pulses. In the PulsPlasma® process developed by PVA TePla AG Industrial Vacuum Systems, for example, a precision regulated gas mixture of nitrogen, hydrogen, and carbon-based methane is used. A pulsating DC voltage signal of several hundred volts is delivered in less than 10 microseconds per pulse to ionize the gas. This serves to maximize the time between pulses for superior temperature control throughout the chamber.
“If you have a temperature variance of ±10 degrees within a batch, you will get completely different treatment results,” said Dietmar Voigtländer, sales manager at PlaTeG – Product Group with PVA Industry Vacuum Systems (IVS), Wettenberg, Germany, the manufacturer of PulsPlasma nitriding systems. “However, by controlling the pulse current by means of an exact pulse on and off time management, the overall temperature can be precisely managed with a uniform distribution, from top to bottom, throughout the hot wall chamber.”

Stable glow discharge
A unique feature with this approach is that the system can be switched on to a stable glow discharge at room temperature. Most systems cannot do this because the generators do not supply stable plasma. To compensate, those systems must first be heated to 300°C to 3,500°C before plasma can be applied, adding time to the process. With PulsPlasma, that time can instead be used to prepare the surface by giving it a fine cleaning.
Even the materials of construction used to manufacture the nitriding systems furnace itself have been optimized. In all systems, PlaTeG uses insulative materials developed in the aerospace industry to create a furnace wall as thin as 40 millimeters, compared to the industry standard of 150 millimeters. With less wall mass, the furnace requires less energy and time to heat, while still protecting workers that may accidentally touch the outside of the chamber.
With better overall control, the PulsPlasma nitriding furnaces offer multiple heating and cooling zones with each controlled by its own thermocouple.
“This will create a very uniform temperature distribution within ±5 degrees Celsius from the bottom to the top of the furnace,” Voigtländer said.
Uniformity of temperature within a chamber pays a dividend beyond the consistency of nitriding results. With an even temperature throughout the chamber, the entire space is available for loading components, which effectively increases the chamber’s capacity.

Increased Production Throughput
Nitriding is a batch process. Innovation in furnace design, through an optimized mechanical operation, can increase efficiency and increase production capacity. While the actual time for nitriding does not change, efficient loading and unloading scenarios play an important part. The PlaTeG plant design can use any one of a mono, shuttle, or tandem footprint to manage throughput, resources, and operations costs.
As a batch process, nitriding typically requires waiting for the prior batch to be treated, cooled, and unloaded before a new batch can be started. Shuttle and tandem extensions are now available to streamline the batch process.
With a shuttle extension, an additional vacuum chamber bottom may be added to a furnace. During a running nitriding process, the unloading of an earlier batch and the loading/preparing of a subsequent batch on the second vacuum chamber is possible. The cycle time therefore for two consecutive batches is reduced because of the overlapping of the time for unloading/loading of a vacuum chamber with the treatment time of the running process.
With a tandem extension, there are two complete vacuum chambers that are operated alternately by the vacuum pumps, the process gas supply, the plasma generator, and the control unit of the system. In situations such as unmanned weekend operations, an automatic process can be started and controlled for both batches in succession.
With this type of operational structure it is possible to increase overall nitriding capacity by 30 to 60 percent annually, according to Voigtländer.
Because plasma nitriding uses environmentally friendly nitrogen and hydrogen, the furnaces can be co-located with the machining of components without requiring a separate room. Moreover, the pulse plasma nitriding systems produce no polluting gases. This makes nitriding more efficient as part of an overall manufacturing process as an operator can locate the furnaces next to their drilling machines.
Pulse plasma offers significantly more precision in nitriding through the control of the mixture of gases, the controllability of glow discharge intervals, the design of the pulsed signal, and the use of a highly insulated hot wall nitride furnace. Together with innovations in the design of the furnaces to streamline batch management in nitriding operations, manufacturers who depend on nitriding components can benefit from greater uniformity of results, better-protected materials, and increased throughput.
For more information on pulse plasma nitriding, go to PVA Industry Vacuum Systems at www.pvatepla-ivs.com.



















 general practice for CQI-9 and AMS2750E")





